轴套类加工工艺卡片
轴的机械加工工艺卡片

轴的机械加工工艺卡片
轴的机械加工工艺卡片包括以下内容:
1. 加工工序:轴的机械加工通常包括车削、铣削、钻削和磨削等工序。
根据轴的要求,可以选择单一工序或多个工序进行加工。
2. 材料选择:根据轴的用途和要求,选择合适的材料。
常见的轴材料包括碳钢、合金钢、不锈钢和铜合金等。
3. 工件装夹:将轴固定在机床上,以确保加工时的稳定性和精度。
常用的装夹方式包括三爪卡盘、四爪卡盘和心棘卡盘等。
4. 加工工艺参数:根据轴的要求和机床的性能,确定加工工艺参数,包括进给速度、切削速度和切削深度等。
5. 加工工具选择:根据轴的要求和加工工序,选择合适的刀具。
常见的刀具包括车刀、铣刀、钻头和砂轮等。
6. 加工精度控制:根据轴的精度要求,进行加工过程中的精度控制。
常见的精度要求包括直径公差、圆度和表面粗糙度等。
7. 加工表面处理:根据轴的要求,进行表面处理。
常见的表面处理方式有磷化、
镀铬和抛光等。
8. 检验和修正:对加工后的轴进行检验,根据检验结果进行必要的修正。
常见的检验方法包括测量和性能测试等。
9. 最终整理:对轴进行最终整理,包括去毛刺、清洗和包装等。
以上是轴的机械加工工艺卡片的一般内容,具体的加工工艺会根据不同的轴和加工要求而有所差异。
对于复杂的轴加工,可能需要进行多次的加工和修正,以满足特定的要求。
传动轴加工工艺过程卡片(1)

word格式可编辑轴工艺过程卡第三小组班级:机制16-1班组长:彭志伟成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新时间:2017.9.29 - 2017.10.10word 格式可编辑机械加工工艺过程卡片产品型号零件图号 产品名称传动轴 零件名称材料牌号45钢毛坯外形尺寸 199.3mm ×Ø55.4mm 每件毛坯可制件数 1每台件数1工序号 工序名称 工序内容车间 附图 设备 工艺装备加工示意图1 下料Φ55.4mm x 199.3mm ,45钢金工2铣端面 右铣端面3.3mm ,钻中心孔; 金工C614090°外圆车刀、游标卡尺、顶尖、中心钻3粗车车φ55.4mm →φ43.8mm ; 车Φ43.8mm →φ41.8mm ;车φ41.8mm →φ37.8mm ; 车φ37.8mm →φ31.8mm 金工C614090°外圆车刀、游标卡尺、顶尖4半精车车φ43.8mm →φ42.4mm ; 车φ41.8mm →φ40.4mm ;车φ37.8mm →φ36.4mm ; 车φ31.8mm →φ30.4mm金工C614090°外圆车刀、游标卡尺、顶尖粗车 调头,车φ55.4mm →φ53.4mm ;车φ45.8mm →φ41.8mm 金工C614090°外圆车刀、游标卡尺、顶尖半精车 车φ41.8mm →φ40.4mm ;车φ53.4mm →φ52mm金工C6140 90°外圆车刀、游标卡尺、顶尖8 倒角倒两端及φ52mm 上左端的角1.5x45°,其余圆角使用滚压方法倒角 金工C6140 45°左偏刀、顶尖 铣键槽 沟槽2x0.3mm 金工 X6132 直柄键槽铣刀、游标卡尺热处理正火 金工粗磨 磨φ42.4mm →φ42.15mm ;磨φ40.4mm →φ40.15mm ; 磨φ36.4mm →φ36.15mm ; 磨φ30.4mm →φ30.15mm金工M1432 砂轮、顶尖、千分尺精磨磨Φ42.15mm →φ42mm ; 磨Φ40.15mm →φ40mm ; 磨φ36.15mm →φ36mm ; 磨φ30.15mm →φ30mm金工 M1432 砂轮、顶尖、千分尺 11热处理 调质处理,硬度为217-225HBS 金工机械加工工序卡片产品型号零件图号 1产品名称传动轴零件名称共页第 1 页间工序号工序名称材料牌号金工 1 下料45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ55.4mmx199.3mm1 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 下料φ55.4mm x199.3mm 45钢设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号 2产品名称传动轴零件名称共12 页第 2 页间工序号工序名称材料牌号金工 2 铣端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ55.4mmx199.3mm1 1设备名称设备型号设备编号同时加工件数CA6136 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件90°外圆车刀、游标卡尺、顶尖、中工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 右铣端面3.3mm,钻中心孔90°外圆车刀、中心钻、顶尖1 22 0.9 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号 3产品名称传动轴零件名称共12 页第 3 页间工序号工序名称材料牌号金工 3 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm x140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆Φ55.4mm→φ43.8mm,φ43.8mm→φ41.8mm90°外圆车刀、顶尖0.5 0.3/0.5 32 粗车外圆φ41.8mm→φ37.8mm,Φ37.8mm→φ31.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号 4产品名称传动轴零件名称共12 页第 4 页间工序号工序名称材料牌号金工 4 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm x140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车,车外圆φ43.8mm→φ42.4mm,Φ41.8mm→φ40.4mm90°外圆车刀、顶尖2 半精车外圆φ37.8mm→φ36.4mm,Φ31.8mm→φ30.4mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号 5产品名称传动轴零件名称共12 页第 5 页间工序号工序名称材料牌号金工热处理45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 调头,车Φ55.4mm→53.4mm车Φ45.8mm→41.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号 6产品名称传动轴零件名称共12 页第 6 页间工序号工序名称材料牌号金工 6 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数C6104 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车φ41.8mm→φ40.4mm 90°外圆车刀、顶尖、游标卡尺2 半精车φ53.4mm→φ52mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片机械加工工序卡片产品型号零件图号7产品名称传动轴零件名称共12 页第7 页间工序号工序名称材料牌号金工7 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 倒角及φ52mm上左端的角1.5x45°其余角使用滚压方法倒角90°外圆车刀、顶尖、游标卡尺52设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片机械加工工序卡片产品型号零件图号8产品名称传动轴零件名称共12 页第8 页间工序号工序名称材料牌号金工8 倒角45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C1640 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 倒φ20.35mm的角C145°外圆车刀、顶尖2 调头,倒φ20.35mm的角C1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号9产品名称传动轴零件名称共12 页第9 页间工序号工序名称材料牌号金工9 铣端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车右端面φ16mm端面2mm90°外圆车刀、顶尖设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号10产品名称传动轴零件名称共12 页第10 页间工序号工序名称材料牌号金工10 车螺纹45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车φ16mm上的外螺纹螺纹车刀、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号11产品名称传动轴零件名称共12 页第11 页间工序号工序名称材料牌号金工11 淬火45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 淬火至43HRC设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12 页第12 页间工序号工序名称材料牌号金工11 粗磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数M1432 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨φ20.35mm→φ20.15mm砂轮、顶尖、千分尺2 调头,粗磨φ20.35mm→φ20.15mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12 页第12 页间工序号工序名称材料牌号金工11 精磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数M1432 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨φ20.15mm→φ20.05mm砂轮、顶尖、千分尺2 调头,精磨φ20.15mm→φ20.05mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13 页第12 页间工序号工序名称材料牌号金工11 研磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数篮式研磨机LMJ-1.1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 研磨φ20.05mm→φ20mm研磨剂、千分尺2 调头,研磨φ20.05mm→φ20mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13 页第12 页间工序号工序名称材料牌号金工11 切槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切φ20mm上的3 x1.5mm沟槽直柄键槽铣刀、游标卡尺1 调头,切φ20mm上的3 x1.5mm沟槽2 切φ16mm上的3 x1.5mm沟槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期轴类零件余量表。
轴承套机械加工工艺过程卡片

机械加工工艺过程卡片
产品型号
零件图号
0001
产品名称
零件名称
轴承套
共
1
页
第
1
页
材料牌号
45棒料
毛坯种类
Ø45*261
毛坯外形尺寸
Байду номын сангаас圆柱
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
一
车
下料Ø45*261
1
普通车床
二
钳
三抓卡盘装夹
1.车一段端面,钻中心孔
审核(日期)
标准化(日期)
会签(日期)
2017.4.11
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
外圆车刀
2.掉头装夹,车另一端面,钻中心孔,
外圆车刀
三
车
用双顶尖装夹
1. 粗车 外圆至 ,长
外圆车刀
2.粗车 外圆至
外圆车刀
3.半精车 外圆至图样规定尺寸
外圆车刀
4.半精车 外圆至
5.切槽 共5处,退刀槽 ,共6处,车倒角 ,共6处。
外圆车刀
6.6个零件同时加工,尺寸相同,
外圆车刀
四
钻
钻 孔,毛坯分成单件
麻花钻
五
车
用用软爪卡盘装夹
1.车阶台面 至尺寸
外圆车刀
2.车 孔至
外圆车刀
3.车 孔至图样规定尺寸
轴承套加工工艺工艺卡片

(φ22 孔预钻φ20)
粗车φ24 内孔
粗车φ24 内孔
精车φ22H7 内孔和 精车φ22H7 内孔和φ42 左端面,Ra1.6um
φ42 左端面
钻孔φ4
钻孔φ4,Ra12.5um,
钳工去毛刺 检验入库
钳工去毛刺 检验入库
标记 处数
更改 签 文件 字
号
日标 期记
处数
更改文 签 字 件号
零(部)件图号 零(部)件名称
设计(日期) 审核(日期) 标准化(日期)
会签(日期)
32s
卧式车床
外圆
CA6140
立式钻床 Z525
钻头铰刀,游标卡尺,专用夹具 50s
50s
卧式车床 CA6140 镗刀,游标卡尺,三爪卡盘
82s
82s
卧式车床
镗刀,游标卡尺,三爪卡盘
62s
62s
CA6140
立式钻床 Z525
钻头,游标卡尺,专用夹具
42s
42s
日期
每毛坯可制件数
轴承套 1 每台件数
共 1页 第1页
1
备注
工时
车 工 设备 间段
工艺 装 备
准终 单件
卧式车床 CA6140 外圆车刀,游标卡尺,三爪卡盘 82s
82s
卧式车床 CA6140 外圆车刀,游标卡尺,三爪卡盘 82s
82s
卧式车床 CA6140 外圆车刀,游标卡尺,三爪卡盘 72s
72s
卧式车床 CA6140 切槽车刀,游标卡尺,三爪卡盘 32s
机械加工工艺过程卡片
产品型号
产品名称
材料牌号
ZQSn6-6-3 毛坯种类 铸造
毛坯外型尺寸
轴承套加工工艺规程与油孔夹具工艺工序卡片

文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共1页产品名称轴承套零件名称轴承套第8 页车间工序号工序名称材料牌号1 备料ZQSn6—6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料215×Ø4551设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液车床专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 备料,按五合一加工下料描图描校底图号装订号*编制日期审核日期会签日期* * *a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8页产品名称轴承套零件名称轴承套第2页车间工序号工序名称材料牌号2 钻孔ZQSn6-6—3毛坯种类毛坯外形尺寸每坯件数每台件数棒料215×Ø45 5 1设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液车床专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1车左端端面三爪卡盘顶尖外圆车刀900161 0、21、5 13s描图 2 钻左端中心孔9003 调头车右端端面900 161 0、2 1、5 13s 描校4钻右端中心孔900底图号装订号*编制日期审核日期会签日期***a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8 页产品名称轴承套零件名称轴承套第 3 页车间工序号工序名称材料牌号3 粗车ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 5 1设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液三爪卡盘工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1车外圆Ø42,长度为6、5mm外圆车刀900 161 0、5 1、5 1 28、6m 描图 2 车外圆Ø36js7为Ø37mm外圆车刀900 128、8 0、5 1、75 2 23s3 车空刀槽2×0、5,q总长40、5mm专用车刀900 161 0、5 1、5 1 10s描校 4 车分隔槽Ø20×3mm 专用车刀900 161 0、51、75 3 35s5两端倒角1、5×45°专用车刀底图号五件同时加工,尺寸均相同装订号*编制日期审核日期会签日期* * *a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8 页产品名称轴承套零件名称轴承套第 4 页车间工序号工序名称材料牌号4钻ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 5 1设备名称设备型号设备编号同时加工件数钻床Z540 5夹具编号夹具名称冷却液软爪工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 钻孔Ø20H7至Ø20mm成单件Ø22钻头680 142 1 9、8s 描图描校底图号装订号*编制日期审核日期会签日期* * *a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8 页产品名称轴承套零件名称轴承套第5页车间工序号工序名称材料牌号5 车、铰ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1夹具编号夹具名称冷却液三爪卡盘工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1车端面,取总长40mm至尺寸外圆车刀900 1610、51、5 1 6s 描图 2 车内孔Ø20H7为Ø20 专用车刀960 128、8 0、5 0、25 19、8s3 车内槽Ø24×16至尺寸专用车刀960 128、8 0、5 1 11、5s 描校4 铰孔Ø20H7至尺寸专用车刀195 9、6 0、27 0、01 1 114s5 车两端倒角1、5×45°底图号装订号*编制日期审核日期会签日期** *a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8页产品名称轴承套零件名称轴承套第6页车间工序号工序名称材料牌号6 精车ZQSn6—6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1夹具编号夹具名称冷却液三爪卡盘工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 车Ø34H7()mm至尺寸外圆车刀900 161 0、5 0、005 1 28、6s 描图描校底图号装订号*编制日期审核日期会签日期** *a标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号西安航空职业技术学院机械加工工序卡片产品型号零件图号共8页产品名称轴承套零件名称轴承套第7 页车间工序号工序名称材料牌号7 钻ZQSn6—6—3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 1 1设备名称设备型号设备编号同时加工件数钻床Z540 5夹具编号夹具名称冷却液专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴切削进给量背吃进给次数工时定额转速(r/min)速度(m/min)(mm/r)刀量(mm)基本辅助1钻径向油孔Ø4mmØ4麻花钻392 140、510、18s 描图描校底图号装订号*编制日期审核日期会签日期* * *a标记处数更改文件号签字日期标记处数更改文件号签字日期班级检验卡片产品型号轴承套工厂西安航空职业技术学院零组件图号车间共8页第8 页材料工序名称检验名称锡青铜牌号ZQSn6—6—3 检验规格一个毛坯制造零件数 1 检验后交1序号检验内容检验设备及工具1 L=40mm 游标卡尺2 L=6mm游标卡尺3L=12mm游标卡尺4 L=12mm游标卡尺52×0、5mm 游标卡尺。
轴套零件加工工艺卡片

铸造机械加工工序卡片产品型号零件图号产品名称轴套零件零件名称轴套零件共12 页第 1 页车间工序号工序名称材料牌号1 铸造HT300毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件1设备名称设备型号设备编号同时加工件数金属模夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1金属模铸造,铸造出符合设计要求的毛坯,毛坯尺寸按照毛坯图上的尺寸。
游标卡尺,分度值为0.02设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)清砂机械加工工序卡片产品型号零件图号产品名称轴套零件零件名称轴套零件共12 页第 2 页车间工序号工序名称材料牌号2 清砂HT300毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1清除浇注系统,冒口,型砂,飞边,飞刺等。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)人工时效机械加工工序卡片产品型号零件图号产品名称轴套零件零件名称轴套零件共12 页第 3 页车间工序号工序名称材料牌号3 热处理HT300毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件1设备名称设备型号设备编号同时加工件数加热炉夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1人工时效处理:装炉温度≦200℃,升温温度≦100℃,保温温度:500~550℃,保温时间4~6小时,冷却温度:30℃,出炉温度:≦200℃。
轴的机械加工工序卡片

准终
单件
工 步内 容
工 艺 装 备
主轴转速
切削速度
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钳工划线
划针, 游标高度尺
2
车∅外圆, 车∅外圆, 留磨量,车∅外圆, 留磨量,车∅外圆, 留磨量,车∅外圆, 留磨量,车∅,留磨量∅,∅26,∅16达图示要求
切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工 步内 容
工 艺 装 备
主轴转速
切削速度
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
磨∅外圆,磨∅外圆,磨∅外圆磨∅外圆,磨∅外圆,磨∅达图示尺寸公差达及表面粗糙度要求.
材 料 牌 号
金工
2
车
40CR
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
专机
铣钻专机
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工 步内 容
工 艺 装 备
机械加工工艺过程卡片及工序卡之欧阳育创编
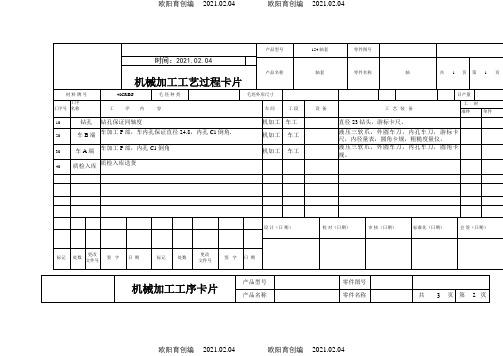
车间工序号工序名称材料牌号机加工20 车B端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数数控车床CAK4085Dj 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件游标卡尺,内径表,圆角规,工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车P部台湾亚肯外圆车刀800 200 0.25 12 车内孔并倒C1角台湾亚肯硬质合金刀杆800 240 0.3 1.8 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 3 页车间工序号工序名称材料牌号机加工30 车A端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床SKT200Z 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件圆角规工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车B端P部,内孔倒C1角.台湾亚肯外圆车刀1200 200 0.25 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 1 页车间工序号工序名称材料牌号机加工10 钻孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床CAK6150Dj 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 钻直径23孔直径23麻花钻500设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期时间:2021.02.04 创作:欧阳育。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称及型号减速器 零 件 名 称主动齿轮轴 零 件 图 号 JSQ-L-04材 料名 称 45#钢 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号尺寸Φ35*100 净 重性 能硬度不高易切削加工 每 台 件 数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号CK6136S工时额定(分)切削 深度 (mm ) 进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具刀 具量 具准备 ~ 终结11粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 粗车右端后精车 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 3 粗车2*0.5槽1 1 80 800 三爪卡盘 2mm 槽刀 游标卡尺 21掉头装夹,粗车左端至尺寸 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 粗车左端后精车 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 3 粗车2*0.5槽 11 60800 三爪卡盘 2mm 槽刀 游标卡尺 组别B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器 零 件 名 称从动轴 零 件 图 号 JSQ-L-05材 料名 称 45#钢 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能硬度不高易切削加工 每 台 件 数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm ) 进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具刀 具量 具准备 ~ 终结11粗车右端面11 100 600 三爪卡盘 55°外圆车刀 游标卡尺2 粗车左端后精车1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 21掉头装夹,以右端为基准,粗车左端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 粗车左端后精车 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 3车2*1的槽1 1 80 800 三爪卡盘 2mm 槽刀 游标卡尺 31磨削放置轴承的两处圆柱面 10.5 10800 三爪卡盘 砂轮游标卡尺 组别 B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器 零 件 名 称大齿轮 零 件 图 号 JSQ-L-06材 料名 称 45#钢 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能硬度不高易切削加工 每 台 件 数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm )进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具 刀 具 量 具 准备 ~ 终结 11粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 倒角2*45°1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 21 以右端为基准,粗车左端面至尺寸 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2倒角2*45° 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 3 钻Φ20孔 1 18 80 800 三爪卡盘 Φ20钻头 游标卡尺 4 镗Φ24孔 11 100600三爪卡盘 Φ16镗刀 游标卡尺 组别 B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器 零 件 名 称从动轴端盖(通孔)零 件 图 号 JSQ-L-10材 料名 称 铝 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能每 台 件数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm )进给速度 (mm/r ,min ) 主轴转速/(r/min ) 夹 具 刀 具 量 具 准备 ~ 终结 11 粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2钻Φ18孔 1 15 80 600 三爪卡盘 钻Φ18孔 游标卡尺 3 粗车左端后精车 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 4 车3*3.5槽 1 1 100 600 三爪卡盘 3mm 槽刀 游标卡尺 5切断工件1 1 80 800 三爪卡盘 切断刀(焊接) 游标卡尺 21铣“十”字键槽和圆形凹槽 12 2001000平口虎钳 D6立铣刀 游标卡尺 组别B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器零 件 名 称从动轴端盖(盲孔)零 件 图 号JSQ-L-09材 料名 称 铝 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能每 台 件数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm ) 进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具刀 具量 具准备 ~ 终结11 粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2粗车右端后精车11580600三爪卡盘55°外圆车刀 游标卡尺 3 车3*3.5槽 1 1 100 600 三爪卡盘 3mm 槽刀 游标卡尺 4切断工件1 1 80 600 三爪卡盘 切断刀(焊接) 游标卡尺2 1 铣“十”字键槽和圆形凹槽 1 1 200 1000 平口虎钳D6立铣刀游标卡尺组别B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器 零 件 名 称主动轴端盖(盲孔)零 件 图 号JSQ-L-08材 料名 称 铝 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能每 台 件数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm ) 进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具刀 具量 具准备 ~ 终结11 粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2粗车右端后精车115 80 600 三爪卡盘 55°外圆车刀 游标卡尺 3 车3*3.5槽 1 1 100 600 三爪卡盘 3mm 槽刀 游标卡尺 4切断工件1 1 80 600 三爪卡盘 切断刀(焊接) 游标卡尺2 1 铣“十”字键槽和圆形凹槽 1 1 200 1000 平口虎钳Φ6立铣刀游标卡尺组别 B 组姓名俞信校对指导教师王秋红日期2013-5-4产品名称及型号减速器 零 件 名 称主动轴端盖(盲孔)零 件 图 号 JSQ-L-07材 料名 称 铝 毛坯种 类 棒料 零 件 重 量 (公斤)毛 重机械加工工艺卡片牌 号净 重性 能每 台 件数每 批 件 数工 序工 步工 序 内 容同时加工零件切 削 用 量 设备名称及编号工时额定(分)切削 深度 (mm ) 进给速度 (mm/r ,min ) 主轴转速/(r/min )夹 具刀 具量 具准备 ~ 终结11粗车右端面 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 钻Φ12的孔 1 15 80 600 三爪卡盘 Φ12钻头 游标卡尺 3粗车右端后精车 1 1 100 600 三爪卡盘 55°外圆车刀 游标卡尺 2 1 掉头装夹,粗车左端面 1 1 80 600 三爪卡盘 55°外圆车刀 游标卡尺 3 1 铣“十”字键槽和圆形凹槽 1 1 200 1000 平口虎钳 D6立铣刀 游标卡尺 41钻2-Φ3孔 17 50300 平口虎钳 Φ3钻头 游标卡尺 组别 B 组姓名俞信校对指导教师王秋红日期2013-5-4。