高锰钢铸件生产的探讨s
高锰钢与超高锰钢铸件生产技术要点
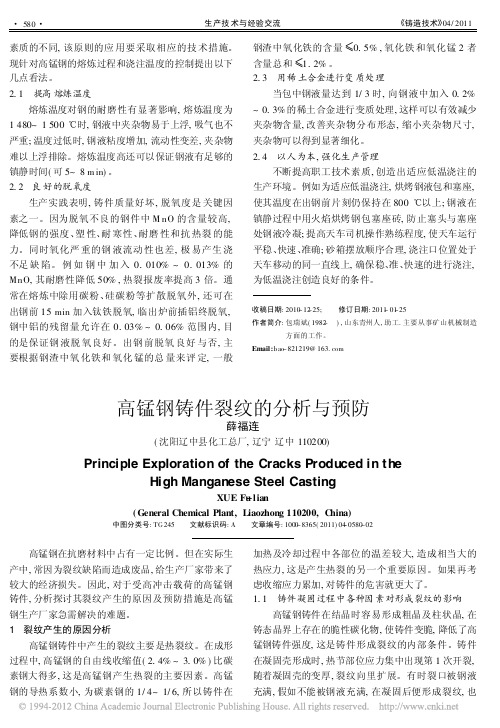
经验交流 《铸造技术》12/2005图2 采用覆盖剂保护熔炼浇注的镁合金试样Fig.2 Magnesium alloy specimen with covering agentprotecting during melting图3 试样的SEM 断口形貌Fig.3 Fractography of the specimen平面应变条件下做低能量撕裂的断口,说明材料有较好的塑性。
在该合金试样的断口上未发现明显的气缩孔,说明该合金试样较为致密。
浇注成功与新模具的浇注方式,补缩与渣流冒口有关。
3 室温力学性能 加入Sr 和稀土元素Y 和Nd 后,AM60B 镁合金的屈服强度和抗拉强度均得到改善,屈服强度达到了82.92M Pa ,比AM60B 镁合金提高了32%,断裂强度为211.20M Pa ,比AM60B 镁合金提高了24%。
4 结论(1)采用覆盖剂保护熔炼,制备了较为致密、合格的AM60B 及AM60B +(Sr ,Y ,Nd )合金试样。
(2)加入元素Sr 和稀土元素Y 、Nd 后,AM60B镁合金的屈服强度和抗拉强度均得到改善,试样具有较好的塑性。
参考文献[1] B.L.M ordike ,T Ebert.Magnesium Properties 2Applications 2Potential[J ].Mater.Sci.Eng.,2001,(302):37245.[2] 王渠东,曾小勤,吕宜振,等.高温铸造镁合金的研究与应用[J ].材料导报,2000(3):21223.[3] A Luo.Recent Magnesium Alloy Development for Autom otivePowertrain Applications [J ].Materials Science Forum ,2003(4192422):57266.[4] Y.G okan ,A.Suzuki ,S.Nozawa ,et al.Developmentof Heat Resistant Mg 2Zn 2Al 2Ca 2RE Diecasting Alloys[J ].Materials Science Forum ,2003(4192422):4512456.[5] 余 琨,黎文献,李松瑞,等.含稀土镁合金研究与开发[J ].特种铸造及有色合金,2001(1):41243.收稿日期:2005205220; 修订日期:2005210224作者简介:袁建路(19672 ),河北石家庄人,副教授.研究方向:金属成形工艺的研究.高锰钢与超高锰钢铸件生产技术要点李德臣(沈阳新科龙铸造材料厂,辽宁沈阳110021)Mai n Poi nt s f or Hi g h S t e el a n d S up e r Ma n ga ne s e s S t e el of Pr o d uc ti v e Te c h ni q ueLI De 2chen(Shengyang X inK eLong Foundry Materials Works ,Shenyang 110021,China )中图分类号:T G269 文献标识码:B 文章编号:100028365(2005)1221168202 在高能量冲击的工作条件下,高锰钢与超级高锰钢铸件的应用范围是广阔的。
高锰钢铸件裂纹的产生机理探讨

针 对 生产 制 造 高锰 钢铸 件 的各 个 主要 环 节 ,
2 9
作者简介 : 薛福连( 98一 , 1 4 ) 高级 丁程师 , 沈阳辽 中人 , 大学 本科
po es h rv ninmes rsh v e n st ot ntefe f t cued sg rc s.T epe e t aue a eb e e r i ld o r tr e in,c e c lc mp st nc nrln o f h h i su h mia o o io o t ig i o
程中各部位的温差较大 , 造成相当大的热应力 , 这 也是产生热裂 的另一个重要原 因。如果再考虑收 缩应力累加 , 对铸件的危害就更大了。 2 铸件凝固过程 中各种因素对形成裂纹的影响 高锰钢铸件在结 晶时 , 容易形成粗 晶及柱状 晶, 在铸态晶界上存在的脆性碳化物使铸件变脆. 降低了高锰钢铸件强度, 这是铸 件形成 裂纹 的内 部条件。铸件在凝 固壳形 成时, 热节部 位应力集 中出现第 一次 开裂 , 随着凝 固壳 的 变厚 、 纹 向里 裂 扩展 。 有时裂 口被钢液充满 , 如不能被钢液充 假
Xue Fula in
Ab ta tT i at l a e cie h es no eca k rd c do ehg n a e ese l at g u n sr c :hs rceh sd s r dterao ft rc spo u e nt ih ma g n s te s i sd r g i b h h c n i
满, 在凝 固后便形成裂纹 , 也可能在被钢液充满后 第二次开裂而形成裂纹 。裂纹通常产生于铸件壁 厚 不均 匀处 、 接两 壁 的过 渡 圆角 处 及 局 部凝 固 连
浅谈高锰钢铸件裂纹缺陷分析与控制
较为广泛。虽然在科学技术的带动下 , 高锰钢铸件质量也不断提升 , 但是高
锰 钢 比较容 易产 生裂 纹特性 仍未 得到 有效 改善” 。本 文针 对高 锰钢 铸件 裂纹 缺 陷 原因进 行 了探 析 , 并 提 出高锰 钢裂 纹缺 陷控 制措施 , 以期 促进 高锰 钢铸 件 质 量的进 一步 提高 。 1 .高锰钢 成 分和性 能 化学成 分是 高锰 钢组 织和性 能 的基本 要素 , 随 着对 高锰钢 研究 工作 的不 断深 入 , 高锰 钢 的化学 成分也 逐 渐清 晰和 明确 。 作 为耐 磨材料 的 高锰钢 化学 成分 主要分 为 :O . 9 5 %一 1 . 5 5 %的 C,1 1 %至 1 5 %的 M n ,0 . 4 %至 1 . O %的 S i , 小于 0 . 0 5的 s和小 于 0 . 1 的P 。碳 ( C)是高 锰钢 性能 的主要 影 响因素 ,在
中图分 类号 :X 5标 识码 :X 文 章编号 : 1 0 0 9 -9 1 4 X( 2 0 1 3 )3 4 —0 2 6 2 —0 1
0 .引育
与机械 制造 相适应 ,除 了要 控制 好高 锰钢 化学成 分 ,好需 要考 虑机 械性 能 , 做 到 两者兼 顾 ,避免 化学成 分差 异产 生 的裂纹 缺陷 - 。
科 学论 坛
I ■
浅谈高锰钢铸件裂纹缺陷分析与控制
张
【 摘
凯 李静生
高
菲
( 山东能 源机 械集 团乾 泰精密 机械 有限公 司 )
高锰钢铸件产生裂纹的因素探讨
! 96 !
经验交流
铸造技术 1/ 2006
节, 其它工艺措施要与其配合得当。如合理地使用冷 铁, 就可做到既防止内裂又不会产生外裂。
针对高锰钢铸件生产的各个主要环节, 应从以下 几个方面采取措施: 4. 1 铸件的结构设计
铸件的壁厚相差太大, 壁厚过渡不当, 铸件园角过 渡太小等均容易产生裂纹。因此, 铸件设计应密切与 铸造工艺相结合, 尽量避免铸件设计不合理。例如可 以将∀ + #字断面改为∀ T #形断面等。 4. 2 铸造工艺设计
控制浇注温度及开箱温度 也是防止高锰 钢铸件
产生裂纹的 有效 措施。随着浇 注温度 的升 高, 铸 件 收缩应力增大, 更 重要的 是晶粒 粗大, 柱状 晶严重, 大大削弱了钢的强度。因此应采取低温快浇 的工艺 来防止裂纹 的产 生。另 外, 高锰钢 铸件不 应在红 热 时把铸件打箱暴 露在空 气中骤 冷, 应在铸 型中缓 慢 冷却, 对复杂 的铸件应 当在温度 降低 至 200 ∃ 左 右 才宜开箱。 4. 5 热处理工艺
冷铁可以调节铸件各部分凝固速度, 可以使铸件 的缺陷产生位置迁移, 同冒口配合可以扩大冒口的补 缩范围, 但是冷铁使用不当: 例如弯曲变形的冷铁, 因 为冷铁长度范围内铸件凝固速度不均衡而造成裂纹, 冷铁之间间隔大也可造成裂纹, 高锰钢铸件对此很敏 感, 所以工艺设计时应特别注意。 4. 4 化学成分及熔炼工艺
铸造技术 1/ 2006
经验交流
! 经验交流 Experience Exchange !
高锰钢铸件技术条件

高锰钢铸件技术条件
高锰钢铸件是一种常用于制造高强度、高韧性、高耐磨性的零部件的材料。
为了保证高锰钢铸件的质量和性能,需要遵循一些技术条件。
1. 原材料选用:高锰钢铸件的原材料应选用高品质的高锰钢材料,且必须符合国家标准或行业标准。
2. 熔炼工艺:高锰钢铸件的熔炼应采用电弧炉或感应炉进行,必须严格控制熔炼温度和保持时间,以确保熔体的均匀性和稳定性。
3. 浇注工艺:高锰钢铸件的浇注应采用真空浇铸或低压浇铸技术,以避免氧化和杂质的混入,保证铸件表面的光洁度和内部的致密性。
4. 热处理工艺:高锰钢铸件的热处理应根据不同的材料和工艺要求,采用正火、淬火、回火等多种方式进行,以保证铸件的硬度、韧性、强度等性能指标符合要求。
5. 检测和质量控制:高锰钢铸件应进行严格的检测和质量控制,包括外观检验、尺寸测量、化学成分分析、金相检查、硬度测量、非破坏性检测等多项指标,以确保铸件的质量和性能。
综上所述,高锰钢铸件的制造需要遵循一系列技术条件,包括原材料选用、熔炼工艺、浇注工艺、热处理工艺、检测和质量控制等方面,以保证铸件的质量和性能符合要求。
- 1 -。
高锰钢铸件生产中常见问题与对策
高 锰 钢 铸 件 生 产 中 常 见 问 题 与 对 策
李 (. 1 太原 重机 学 院 , 西 太原 山
摘
萍 。 李 星 月 0 0 2 2 太 原 重机 集 团公 司 , 原 0 0 2 ) 3 0 4; . 太 30 4
要 : 对 高锰 钢 铸 件 裂 纹 、 砂 等 质 量 问 题 , 合 材 料 特 点 , 取 一 系 列 措 施 , 得 了 满 意 的 技 术 效 针 粘 结 采 取
高 的机 械 性 能 。 1 3 铸 件 开 裂及 防 止 .
发 生 化 学 反 应 , 成 Mn ・SO 生 O i 熔 点 较 低 的 化 合 物 , 而产 生 了化 学粘 砂 。 从
1 1 2 防止 措 施 ..
铸 件 生 产 是 一 个 复 杂 的过 程 , 个 环 节 都 至 关 每 重 要 。落 砂 、 理 虽 决 定 不 了铸 件 的本 质 特 征 , 也 清 但 影 响 铸 件 的 质 量 , 了 杜 绝 开 裂 现 象 的 发 生 应 做 到 为
进 行 孕 育 处 理 。 因 为这 些 元 素 的 碳 化 物 和 氮 化 物 在
钢 的结 晶过 程 中 能 起 到 外 来 核 心 的 作 用 , 而 使 晶 从
粒细化 。
2 )合 理 控 制 浇 注 温 度 : 验 发 现 高 锰 钢 晶粒 大 试 小 与 浇 注温 度 密 切 相 关 。浇 注 温 度 高 时 , 液 积 蓄 钢
的热 量 多 , 固速 度 慢 , 晶后 晶 粒粗 大 , 之 , 粒 凝 结 反 晶
钢 液 中 含 有 较 多 的 碱 性 氧 化 物 Mn 而 制 作 型 O, 芯 的 材 料 采 用 石 英 砂 , Mn 与 石 英 砂 中 的 SO 则 O i
高锰钢铸件的缺陷与对策

基金项目: 兰州理工大学研究生基金项目 ( 12219) 。收稿日期: 2003 11 10 收到初稿, 2003 11 26 收到修订稿。 作者简介: 李文生 ( 1973- ) , 男, 甘肃武威市, 博士生, 主要从事耐磨合金及合金优化设计的研究。电话: 0931 2806304
铸造
李文生等: 高锰钢铸 件的缺陷与对策
Defects of High Manganese Steel Casting and the Corresponding Solutions
LI Wen sheng1, 2, LU Yang1 ( 1 State Key Lab of Gansu New Non ferrous Metal Materials, Lanzhou University of Science & Technology, Lanzhou 730050, Gansu, China; 2 Baiyin Non ferrous Metal Group, Machine Manufacturing Plant, Baiyin 730900, Gansu, China)
! 478 ! Jun. 2004
为防止水温升高, 可在水槽内加入干冰降温。
FOUNDRY
Vol 53 No 6
造生产中包括铸造工艺设计、造型材料、合金成分控 制、熔炼、浇注、打箱清理和热处理等各个工序进行 严格规范, 注意各个生产环节及工艺细节, 才能预防 或消除铸件的缺陷。笔者按照上述各个环节要求生产 了球磨机衬板、锤头、颚板和挖掘机斗齿、履带板等 不同铸件, 产品尺寸精度和表面质量显著提高, 晶粒 粗大和裂纹等缺陷完全消除。
( 2) 严格控制造型材料的含水量、发气量、透气 性和砂型、芯烘干程度, 确保砂型、芯通气道畅通, 多扎通气孔, 利于气体的顺利排出。
高锰钢铸件裂纹的分析与预防
生产技术与经验交流5铸造技术604/2011素质的不同,该原则的应用要采取相应的技术措施。
现针对高锰钢的熔炼过程和浇注温度的控制提出以下几点看法。
2.1 提高熔炼温度熔炼温度对钢的耐磨性有显著影响,熔炼温度为1480~1500e 时,钢液中夹杂物易于上浮,吸气也不严重;温度过低时,钢液粘度增加,流动性变差,夹杂物难以上浮排除。
熔炼温度高还可以保证钢液有足够的镇静时间(可5~8m in)。
2.2 良好的脱氧度生产实践表明,铸件质量好坏,脱氧度是关键因素之一。
因为脱氧不良的钢件中M nO 的含量较高,降低钢的强度、塑性、耐寒性、耐磨性和抗热裂的能力。
同时氧化严重的钢液流动性也差,极易产生浇不足缺陷。
例如钢中加入0.010%~0.013%的MnO,其耐磨性降低50%,热裂报废率提高3倍。
通常在熔炼中除用碳粉、硅碳粉等扩散脱氧外,还可在出钢前15min 加入钛铁脱氧,临出炉前插铝终脱氧,钢中铝的残留量允许在0.03%~0.06%范围内,目的是保证钢液脱氧良好。
出钢前脱氧良好与否,主要根据钢渣中氧化铁和氧化锰的总量来评定,一般钢渣中氧化铁的含量[0.5%,氧化铁和氧化锰2者含量总和[1.2%。
2.3 用稀土合金进行变质处理当包中钢液量达到1/3时,向钢液中加入0.2%~0.3%的稀土合金进行变质处理,这样可以有效减少夹杂物含量,改善夹杂物分布形态,缩小夹杂物尺寸,夹杂物可以得到显著细化。
2.4 以人为本,强化生产管理不断提高职工技术素质,创造出适应低温浇注的生产环境。
例如为适应低温浇注,烘烤钢液包和塞座,使其温度在出钢前片刻仍保持在800e 以上;钢液在镇静过程中用火焰烘烤钢包塞座砖,防止塞头与塞座处钢液冷凝;提高天车司机操作熟练程度,使天车运行平稳、快速、准确;砂箱摆放顺序合理,浇注口位置处于天车移动的同一直线上,确保稳、准、快速的进行浇注,为低温浇注创造良好的条件。
收稿日期:2010-12-25; 修订日期:2011-01-25作者简介:包瑞斌(1982- ),山东青州人,助工.主要从事矿山机械制造方面的工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首选成分
➢ 对于强度、硬度、韧性和抗疲劳的最佳组合,建议:(源自 CTI Material Facts sheet section K 1992)
➢ 稳定的奥氏体高锰钢组织中锰的含量必须在10%以上才能获得较高的韧性和延伸 率。因此碳和锰的比例必须维持在1:10以上。
➢ 碳范围 1.10 ~ 1.20% ➢ 硅范围 < 1.00 ➢ 锰范围 11.00~13.00 ➢ 硫和磷
磨损特性:
通常认为存在的几种磨损形式,可分为:
1. 磨粒磨损 –从外部进入摩擦面间的游离硬质颗粒或摩擦表面上的硬质凸峰,在摩擦过 程中引起材料脱落的磨损现象。高锰钢同时具有高的强度和韧性,并且其具有加工硬 化功能,磨损后形成新的坚硬的表面。因此在这种磨损条件下,高锰钢是种很好的材 料。
2. 粘着磨损 - 摩擦表面的不平度凸峰在相互作用的各点产生结点后再相对滑移时,材料 从运动副的一个表面转移到另一个表面,便形成了粘着磨损。
合金元素的影响
硫 – 高锰钢中硫的含量要求并不太严格,这是因为在高锰钢中硫和锰结合成硫化锰,大部 分随炉渣而去除。残留硫多以球状硫化锰形式存在,对钢性能影响不大。
锰钢焊补比较容易,但焊补会导致作业周期延长、带来组织结构问题(裂纹),尤其是含 磷性高的情况下。
合金元素的影响
铬 – 通常薄壁件 < 3.0%,当含量高时,客观存在将形成碳化物分布在晶界上而增加脆性 , 铬的加入量有助于提高奥氏体的稳定性。
希望通过对这种材料的很好理解,通过提高我们正确、快速判定问题的能力,满足铸件 的要求和用户的需求,以此来满足工业的要求。
本报告包含高锰钢铸件生产的以下方面内容:
➢ 第一部分 ➢ 第二部分 ➢ 第三部分 ➢ 第四部分 ➢ 第五部分 ➢ 第六部分 ➢ 第七部分 ➢ 第八部分
– 高锰钢材质 – 凝固特性 – 晶粒大小的影响 – 补缩距离的设想 –冒口缩颈的设想 – 冒口的计算 – 浇注系统的计算 – 铸件缺陷的分析
镍 – 加入量较低,一般低于4%,能很好稳定奥氏体,能抑制热处理过程中晶界碳化物的形 成,提高高锰钢的脆化温度,便其对切割、焊补以及工作温度敏感性降低。但该元素成本 较高。
1.05 – 1.35 % 碳 11.0 – 14.0 % 锰 1.0 % 最大. 硅 0.07 % 最大.磷
返回目录
碳和锰的关系的重要性在于它影响材料的韧性。 从Oliver and Boyd 先生的研究可以看出。
高锰钢 – 材质
此钢对使用过程中发生的三种类型的磨损有极佳的抗磨性能。这种性能使得锰钢广泛用于 矿山、采石、土建行业铸件材料。 锰钢不仅可以对其碳和锰水平进行调整,还可以对其合金成分进行控制,像:铬Cr;钨和 镍等。 在铸态,这种合金很脆,因此锰钢铸件需要热处理来提高其强度性能,使合金的独特的性 能充分发挥。
高锰钢铸件生产的探讨ss
探讨高锰钢铸造的意义
我们已经知道:
➢ 高锰钢铸件的价格已经全球化了——有些还很低 ➢ 设计铸件断面趋向越来越厚大——有时甚至没有砂芯 ➢ 铸件的质量不太容易评定——造成有时铸件销售仅仅取决于价格 ➢ 对产品的设计制造很难预测!!
本报告希望能帮助我们了解合金的特性,大概要求及其一些生产方法。
高锰钢铸件的生产
第一部分 – 高锰钢材料本身特性 (Mn13)
返回目录
高锰钢 – 材质
奥氏体高锰是是由Robert Hadfield 先生由1882发明的,它具体特独的性能:
➢ 高强度/韧性 ➢ 高延伸率 ➢ 没有磁性 ➢ 出色的耐磨性能 ➢ 使用典型成分范围:
目标 1.15 目标 0.90 目标 12.00 目标 < 0.05
合金元素的影响
碳 – 通常含量为1.10 至 1.20 %, 但也可高达 1.40。 虽碳含量的增加使得材质更脆, 但仍具有很好的耐磨性能。
钢含碳量稍低,能有效提高抗冲击能力。
锰 – 该元素能稳定奥氏体,其含量必须在10%以上以获得所需要的强度和韧性。因此 锰碳比至少为10:1,然而通常锰含量适当提高,以此降低在热处理过程中由于碳化 物析出而形成的脆性。
高锰钢的规范
下面列出了一些国际锰钢的规范
➢ 澳大利亚 ➢ 法国 ➢ 德国 ➢ 英国 ➢ 印度 ➢ 意大利 ➢ 日本 ➢ 挪威 ➢ 南非 ➢ 西班牙 ➢ 瑞典 ➢ 美国
AS 2074B - HIA 和 H1B NF A32 - 058 Z 120M 12 - M SEW 395 - G-X120 Mn 13 BS3100 - BW10 IS 276 - 1,2,3,4,5 和 6 UNI 3160 - XG 120 Mn 12 JIS G 5131 SCMnH1,H2,H3,H11 和 H21 NS 1699 - Sst Mn 12 SABS 407 - 1,2,3,4 和 5. UNE 36-253 - AM-X120Mn12 & MnCr12-2 SS 14 21 83 - 21 83 02 Astm A128-A, B-1,B-2,B-3,B4,C,D,E-1,E-2 和 F.
磨损的特征:
奥氏体高锰非常适合应用于磨料磨损和接触磨损共存的场合。在这些例子中铸件表面受冲 击,在使用中出现加工硬化。 例如矿山、水泥和工程机械类铸件— ➢ 金属和金属间的磨损 – 像链和链轮,履带板和小齿轮之间。 ➢ 干磨擦 – 齿板, 轧臼壁,锤头,破碎壁和衬板 然而当矿石破碎成的形状和其硬度是多样的。因此加工硬化的程度也是不同的。因此除非 最终用户以此结果来衡量质量,否则一些铸件在采购时就变成价格更重要。 在低压力磨损的场合,撞击很小甚至没有,因此铸件表面加工硬化过程没有,所以说其它 材质的钢材在这种场合可能更适合。
3. 接触疲劳磨损 - 受变应力的两表面,相互摩擦,在其表面上形成疲劳点蚀,使小块金 属剥落,这种现象称为疲劳磨损。典型的磨损条件发生在矿山工业中的齿板-轧臼壁-弧 形衬板和衬板,高锰钢在此工况非常适合。
4. 腐蚀磨损 - 在摩擦过程中,摩擦表面与周围介质发生化学反应或电化学反应的磨损称 为腐蚀磨损,腐蚀可在没有摩擦的条件下形成,而相对运动消除了化学反应的生成物 ,接着表面又受到腐蚀,如此不断反复。对这种磨损高锰钢并不是最佳的材料。