AUTOP线切割编程软件说明书
AutoCut线切割编控系统使用说明书
苏州飛鸿数控科技技术
咨询电话:13338669.......................................................................................................................................... 2 第一章 AutoCut 线切割编控系统介绍 .......................................................................................... 1 1.1 简介..................................................................................................................................... 1 1.2 AutoCut 系统构成 .............................................................................................................. 1 1.3 AutoCut 系统主要功能 ...................................................................................................... 2 1.4 AutoCut 系统主要特点 ..................................................................................
AUTOP线切割编程软件说明书!
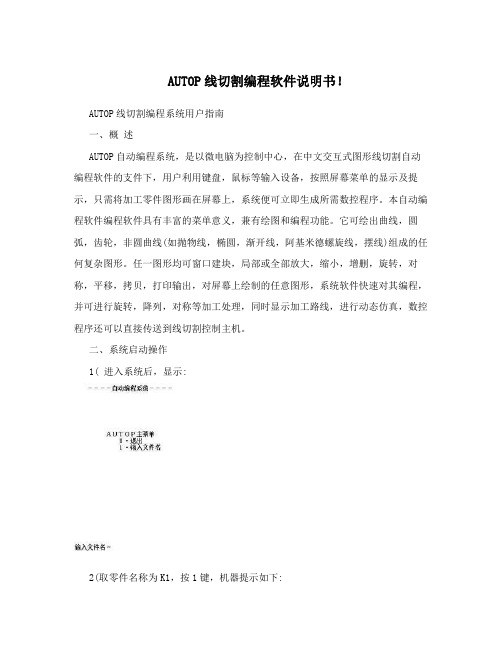
AUTOP线切割编程软件说明书!AUTOP线切割编程系统用户指南一、概述AUTOP自动编程系统,是以微电脑为控制中心,在中文交互式图形线切割自动编程软件的支件下,用户利用键盘,鼠标等输入设备,按照屏幕菜单的显示及提示,只需将加工零件图形画在屏幕上,系统便可立即生成所需数控程序。
本自动编程软件编程软件具有丰富的菜单意义,兼有绘图和编程功能。
它可绘出曲线,圆弧,齿轮,非圆曲线(如抛物线,椭圆,渐开线,阿基米德螺旋线,摆线)组成的任何复杂图形。
任一图形均可窗口建块,局部或全部放大,缩小,增删,旋转,对称,平移,拷贝,打印输出,对屏幕上绘制的任意图形,系统软件快速对其编程,并可进行旋转,降列,对称等加工处理,同时显示加工路线,进行动态仿真,数控程序还可以直接传送到线切割控制主机。
二、系统启动操作1( 进入系统后,显示:2(取零件名称为K1,按1键,机器提示如下:输入文件名=K1 (按回车键)如果已经有一个零件图形名称为K1(即磁盘上有K1(DAT文件),则计算机将此图形调入内存,否则作为一个新的零件名称处理。
进入AUTOP图形状态后,在桌面上移动鼠标器,可以将光标移到任何位置。
,三、系统命令简介当进入自动编程系统时,屏幕如上所示。
此时按下“,”键,退出AUTOP,返回DOS系统。
按下“1”键,屏幕则显示,输入文件名:,然后进入图形状态,如图3-1所示。
从图中可看出,屏幕分四个窗口区间,即图形显示区,可变菜单区,固定菜单区,和会话区。
移动鼠标,在所需的菜单位置上按ENTER键,则选择了某一菜单操作。
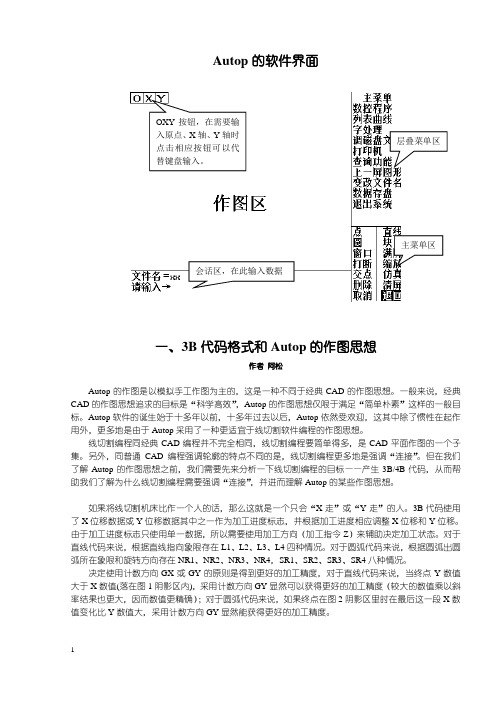
OXY按钮,在需要输入原点、X轴、Y轴时点击相层叠菜单区应按钮可以代替键盘输入。
主菜单区会话区,在此输入数据图,-,:AUTOP屏幕结构3.1 主菜单AUTOP主菜单如下:主菜单数控程序-----进入数控程序自动编程系统菜单列表曲线-----进入列表曲线菜单字处理--------进入字处理操作调磁盘文件-----调入磁盘图形文件打印机------进入打印机服务操作查询功能-----查询点,直线,圆,圆弧几何信息上一屏图形-----恢复上一屏图形改变文件名-----改变文件名数据存盘-----将图形数据存盘,退出系统-----退出图形状态3(1-1调磁盘文件机器提示如下:调磁盘文件磁盘文件名=A1(DAT (ENTER—按回车键)功能:在绘制很复杂零件数控程序时,将图形分解成几个部分,分别存盘,最后依次退出,进行拼装。
AutoCut线切割编控系统使用说明书

A u t o C u t线切割编控系统使用说明书2006年11月作者:李东瑞目录第一章AutoCut 线切割编控系统介绍 简介AutoCut 线切割编控系统(以下简称AutoCut 系统)是基于windowsxp 平台的线切割编控系统,AutoCut 系统由运行在windows 下的系统软件(CAD 软件和控制软件)、基于PCI 总线的4轴运动控制卡和高可靠、免维护、节能步进电机驱动主板(无风扇)组成。
用户用CAD 软件根据加工图纸绘制加工图形,对CAD 图形进行线切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。
这种以图形方式进行加工的方法,是线切割领域内的CAD 和CAM 系统的有机结合。
系统具有切割速度自适应控制、切割进程实时显示、加工预览等方便的操作功能。
同时,对于各种故障(断电、死机等等)提供了完善的保护,防止工件报废。
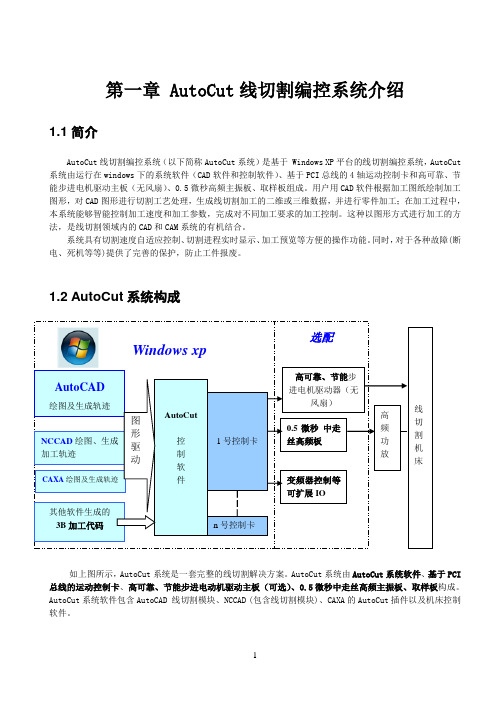
系统构成 如上图所示,AutoCut 系统是一套完整的线切割解决方案。
AutoCut 系统由AutoCut 系统软件、基于PCI 总线的运动控制卡、高可靠、免维护的节能步进电动机驱动主板、微秒中走丝主振板构成。
AutoCut 系统软件包含AutoCAD 线切割模块、AutoCutCAD(包含线切割模块)、CAXA 的AutoCut 插件以及机床控制软件。
系统主要功能 1、支持图形驱动自动编程,用户无需接触代码,只需要对加工图形设置加工工艺,便可进行加工;同时,支持多种线切割软件生成的3B 代码、G 代码等加工代码进行加工; 2、软件可直接嵌入到AutoCAD 、CAXA 等各版本软件中; 3、多种加工方式可灵活组合加工(连续、单段、正向、逆向、倒退等加工方式) 4、XYUV4轴可设置换向,驱动电机可设置为五相十拍、三相六拍等; 5、实时监控线切割加工机床的X 、Y 、U 、V 四轴加工状态; 6、加工预览,加工进程实时显示;锥度加工时可进行三维跟踪显示,可放大、缩小观看图形,可从主视图、左视图、顶视图等多角度进行观察加工情况; 选配 Windowsxp 高可靠、免维护、节能步进电机驱动器(无线切割机床其他软件生成的 3B 加工代码 AutoCut 控 制 软 件 n 号控制卡 1号控制卡 AutoCAD 绘图及生成轨迹 AutoCutCAD 中绘图、生成加工CAXA 绘图及生成轨迹 图 形 驱 动 微秒中走丝主振板 变频器控制等可扩展IO 高频功放7、可进行多次切割,带有用户可维护的工艺库功能,使多次加工变得简单、可靠;8、锥度工件的加工,采用四轴联动控制技术,可以方便的进行上下异形面加工,使复杂锥度图形加工变得简单而精确;9、可以驱动4轴运动控制卡,工作稳定可靠;10、支持多卡并行工作,一台电脑可以同时控制多台线切割机床;11、具有自动报警功能,在加工完毕或故障时自动报警,报警时间可设置;12、支持清角延时处理,在加工轨迹拐角处进行延时,以改善电极丝弯曲造成的偏差;13、支持齿隙补偿功能,可以对机床的丝杆齿隙误差进行补偿,以提高机床精度;14、支持光栅闭环控制,采用光栅尺对位置误差进行精确的校正,可以显着提高大工件加工时的位置精度;15、支持两种加工模式:普通快走丝模式、中走丝通讯输出模式;16、断电时自动保存加工状态、上电恢复加工,短路自动回退等故障处理;17、加工结束自动关闭机床电源。
第一章AutoCut线切割编控系统介绍
第一章 AutoCut 线切割编控系统介绍1.1简介AutoCut 线切割编控系统(以下简称AutoCut 系统)是基于 Windows XP 平台的线切割编控系统,AutoCut 系统由运行在windows 下的系统软件(CAD 软件和控制软件)、基于PCI 总线的4轴运动控制卡和高可靠、节能步进电机驱动主板(无风扇)、0.5微秒高频主振板、取样板组成。
用户用CAD 软件根据加工图纸绘制加工图形,对CAD 图形进行切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。
这种以图形方式进行加工的方法,是线切割领域内的CAD 和CAM 系统的有机结合。
系统具有切割速度自适应控制、切割进程实时显示、加工预览等方便的操作功能。
同时,对于各种故障(断电、死机等等)提供了完善的保护,防止工件报废。
1.2 AutoCut 系统构成如上图所示,AutoCut 系统是一套完整的线切割解决方案。
AutoCut 系统由AutoCut 系统软件、基于PCI 总线的运动控制卡、高可靠、节能步进电动机驱动主板(可选)、0.5微秒中走丝高频主振板、取样板构成。
AutoCut 系统软件包含AutoCAD 线切割模块、NCCAD (包含线切割模块)、CAXA 的AutoCut 插件以及机床控制软件。
选配Windows xp高可靠、节能步进电机驱动器(无风扇)线切割机床其他软件生成的 3B 加工代码AutoCut 控 制 软 件 n 号控制卡 1号控制卡 AutoCAD 绘图及生成轨迹 NCCAD 绘图、生成加工轨迹 CAXA 绘图及生成轨迹 图 形 驱 动 0.5微秒 中走丝高频板 变频器控制等可扩展IO 高频功放1、支持图形驱动自动编程,用户无需接触代码,只需要对加工图形设置加工工艺,便可进行加工;同时,支持多种线切割软件生成的3B代码、G 代码等加工代码;2、软件可直接嵌入到AutoCAD、CAXA等各版本软件中;3、多种加工方式可灵活组合加工(连续、单段、正向、逆向、倒退等加工方式)4、XYUV 4轴可设置换向,驱动电机可设置为五相十拍、三相六拍、脉冲驱动等模式;5、实时监控线切割加工机床的X、Y、U、V四轴加工状态;6、加工预览,加工进程实时显示;锥度加工时可进行三维跟踪显示,可放大、缩小观看图形,可从主视图、左视图、顶视图等多角度进行观察加工情况;7、可进行多次切割,以提高光洁度。
autop线切割编程系统
Autop 的软件界面一、3B 代码格式和Autop 的作图思想作者 阿松Autop 的作图是以模拟手工作图为主的,这是一种不同于经典CAD 的作图思想。
一般来说,经典CAD 的作图思想追求的目标是“科学高效”,Autop 的作图思想仅限于满足“简单朴素”这样的一般目标。
Autop 软件的诞生始于十多年以前,十多年过去以后,Autop 依然受欢迎,这其中除了惯性在起作用外,更多地是由于Autop 采用了一种更适宜于线切割软件编程的作图思想。
线切割编程同经典CAD 编程并不完全相同,线切割编程要简单得多,是CAD 平面作图的一个子集。
另外,同普通CAD 编程强调轮廓的特点不同的是,线切割编程更多地是强调“连接”。
但在我们了解Autop 的作图思想之前,我们需要先来分析一下线切割编程的目标——产生3B/4B 代码,从而帮助我们了解为什么线切割编程需要强调“连接”,并进而理解Autop 的某些作图思想。
如果将线切割机床比作一个人的话,那么这就是一个只会“X 走”或“Y 走”的人。
3B 代码使用了X 位移数据或Y 位移数据其中之一作为加工进度标志,并根据加工进度相应调整X 位移和Y 位移。
由于加工进度标志只使用单一数据,所以需要使用加工方向(加工指令Z )来辅助决定加工状态。
对于直线代码来说,根据直线指向象限存在L1、L2、L3、L4四种情况。
对于圆弧代码来说,根据圆弧出圆弧所在象限和旋转方向存在NR1、NR2、NR3、NR4,SR1、SR2、SR3、SR4八种情况。
决定使用计数方向GX 或GY 的原则是得到更好的加工精度,对于直线代码来说,当终点Y 数值大于X 数值(落在图1阴影区内),采用计数方向GY 显然可以获得更好的加工精度(较大的数值乘以斜率结果也更大,因而数值更精确);对于圆弧代码来说,如果终点在图2阴影区里时在最后这一段X 数值变化比Y 数值大,采用计数方向GY 显然能获得更好的加工精度。
5 特种加工实训教程(自动编程)
课题C-5 线切割微机编程(CAXA软件、AUTOP软件)一、实训目的及要求:1、理解自动编程在实际工作中的高效运用2、熟练CAXA线切割V2绘图技巧,灵活运用各个功能快速绘图3、熟练AUTOP绘图的方法,绘图技巧二、实训设备工具及量具:电脑、图纸。
三、实训内容及步骤:1、微机自动编程概述在线切割编程方面,目前有的配置有专用的编程机,有的采用通用的PC微机,有的采用编程与控制一体化的机床结构形式。
有编程与控制分离的,有的是电缆传送程序,或只有手动、纸带(磁带)方式编入程序的。
从前述章节编程过程可以知道,线切割加工用的数控程序,不论是3B、5B、还是ISO程序格式,都是由一些特定的字母和数字值按照一定的规律组合而成。
这些字母的出现都是由规律可循,而数字值则都是构成加工轮廓图形的基本线圆基点的坐标值。
编程的实质,主要就是要想方设法求出这些基点的坐标值。
无论是手工编程还是自动编程,无论是语言式、人机会话式还是绘图式,微机自动编程系统首先要给计算机进行几何图素的描述(图形输入),由计算机构建这些图素的方程,然后按切割顺序解方程求交点(交点基点),最后再编制生成并输出控制加工该零件的数控程序的一种工具软件。
2、CAXA软件编程1)、CAXA线切割V2的特点CAXA线切割V2微机编程软件是建立在CAD平台——“CAXA电子图板”的基础上的,用图形交互方式输入,直观、方便、快捷,该软件是由北航海尔软件有限公司自主开发的。
2)、CAXA线切割V2的基本功能A、绘制各种图形能绘制直线和圆弧构成的各种图形能绘制椭圆、正多边形、齿轮、花键、列表曲线以及公式曲线等B、生成轨迹用绘出的各种图形来生成线切割加工轨迹,之后可以在屏幕上进行模拟切割加工(轨迹仿真)。
C、编出数控程序根据需要,使用生成的线切割加工轨迹可以编出3B、4B或ISO代码D、编出的程序可以打印出程序单;可以用软盘输出;可以采用同步传输、应答传输、串口传输或纸带穿孔输出。
线切割编程操作用
一、快捷键在Towedm中所有“1、2、3、4、5、6、7、8、9、0、-”为层叠菜单配置可重复使用的快捷键,只在层叠菜单可见时有效,所有其它快捷键为唯一快捷键,可在选择菜单的所有情况下使用。
为方便操作,Towedm还提供了以下快捷键:Home:加快光标移动速度End:减慢光标移动速度。
PageUp 放大图形。
PageDown 缩小图形。
↑:向上移动光标。
↓:向下移动光标。
←:向左移动光标。
→:向右移动光标。
Ctrl + ↑:向上移动图形。
Ctrl + ↓:向下移动图形。
Ctrl + ←:向左移动图形。
Ctrl + →:向右移动图形。
Ctrl + Del:强制退出系统。
选定原点的快捷键是O。
选定坐标轴X的快捷键是X。
选定坐标轴Y的快捷键是Y。
F4:刷新图形不画点。
F5:刷新图形(画点、画辅助线)。
F6:刷新图形不画辅助线。
F10:重画加工路线。
以上为透明快捷键,可在多数情况下使用。
在文件管理器里你还可以使用以下快捷键。
F6:按文件名排序。
F7:按时间排序。
Tab:切换要修该的区域:文件夹、文件名和电话等。
Delete:删除一个文件。
Esc/F3:退出文件管理器。
二、文件操作1. 打开、并入、保存、另存为打开文件: 打开一个线切割图形文件进行再编辑。
可以通过打开一个不存在的图形文件来新建文件。
并入文件: 并入一个线切割图形文件, 相当于Autop的“调磁盘文件”。
文件存盘: 将当前正在编辑的图形文件存盘。
文件另存为: 将当前正在编辑的线切割图形文件换一个文件名存盘。
存盘后当前文件名即为新的文件名。
相当于Autop的“文件改名”。
2. 数据接口并入CAD文件: 将AutoCAD的Dxf格式图形文件并入当前正在编辑的线切割图形文件,支持点、线、多段线、多边形、圆、圆弧、椭圆的转换,支持AutoCAD的R14及R2000版本。
CAD文件输出: 将当前正在编辑的线切割图形文件输出为AutoCAD的Dxf格式图形文件,数据点也被保存。
Autop说明书
HL数字控制编程系统使用说明一、系统简介:本系统是目前国内比较先进的线切割机床控制系统,它功能强大、可靠性高、抗干扰能力强、切割跟踪稳定。
本系统软硬件及接口电路全部集中在一块插卡上,结构紧凑,安装接线简单,维修方便。
系统对电脑配置要求不高,使用486/586即可,不用硬盘、软盘也能运行。
本系统中英文提示,界面友好,操作简单易学。
二、主要功能:1、一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
2、锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
可作变锥及等园弧加工。
3、模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4、实时显示加工图形进程,通过切换画面,可同时监示四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等变化数值。
5、断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
6、可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
7、浏览图库,可快速查找所需的文件。
8、钼丝偏移补偿(无须加过渡园),加工比例调整,坐标变换,循环加工,步进电机限速,自动短路回退等多种功能。
9、可从任意段开始加工,到任意段结束。
可正向/逆向加工。
10、可随时设置(或取消)加完当段指令后暂停。
11、暂停、结束、短路自动回退及长时间短路(1分钟)报警。
12、可将AUTOCAD的DXF格式及ISOG格式作数据转换。
13、系统接入客户的网络系统,可在网络系统中进行数据交换和监视各加工进程。
14、加工插补半径最大可达2000米。
15、机床加工工时自动积累,便于生产管理。
三、操作使用:上电后,电脑即可快速进入本系统,选择1.RUN运行,按回车键即进入主菜单。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图形
直径 2.33 表示半径 1.165
圆心+切
圆心+切于点线圆
圆心<X,Y>= 切于<点,直线,圆>= <Y/N>=
已知圆心,求切于点线圆的圆 已知圆心 切于点,直线,圆 选择一个圆
8
心线+切
过点+切
三切圆 二端点圆 尖点变圆弧 CL 圆弧 圆弧变圆 圆弧对称 圆对称
圆心直线+切于点线圆
半径= 圆心直线= 切于(点,直线,圆)= <Y/N>=
非圆曲线(如抛物线,椭圆,渐开线,阿基米德螺旋线,摆线)组成的任何复杂图形。任一图形均可窗口建块,
局部或全部放大,缩小,增删,旋转,对称,平移,拷贝,打印输出,对屏幕上绘制的任意图形,系统软件快速
对其编程,并可进行旋转,降列,对称等加工处理,同时显示加工路线,进行动态仿真,数控程序还可以直接传
送到线切割控制主机。
d 功能:查询某一几何元素的信息,用光标选取,被查询几何元素的信息格式如下:
点:X,Y
e 直线:X1,Y1,X2,Y2,(X1,Y2)直线起点,(X2,Y2)直线终点;Beta=(角度),Length=(直线
r 长度)。
圆:X=X0,Y=Y0,R=r0
(圆心坐标,半经)
te 圆弧坐标:X=X0,Y=Y0,R=r0 (圆心坐标,半经)
UnRegistered
1
三、系统命令简介
当进入自动编程系统时,屏幕如上所示。此时按下“0”键,退出 AUTOP,返回 DOS 系统。按下“1”键, 屏幕则显示,输入文件名:=
然后进入图形状态,如图 3-1 所示。从图中可看出,屏幕分四个窗口区间,即图形显示区,可变菜单区,固 定菜单区,和会话区。移动鼠标,在所需的菜单位置上按 ENTER 键,则选择了某一菜单操作。
交点 ---- 求
删除 ---- 删除几何元素 取消 ---- 取消上一部操作
清屏 ---- 清图形显示区 退回 ---- 退回主菜单
d 3.2-1 窗口 e 机器提示如下 r 左下点 按[ESC]键终止(选择窗口左下点)
右下点 按[ESC]键终止(选择窗口右上点)
UnRegistered 1. 进入系统后,显示:
二、系统启动操作
2.取零件名称为 K1,按 1 键,机器提示如下: 输入文件名=K1 (按回车键)
如果已经有一个零件图形名称为 K1(即磁盘上有 K1.DAT 文件),则计算机将此图形调入内存,否则作为一 个新的零件名称处理。
进入 AUTOP 图形状态后,在桌面上移动鼠标器,可以将光标移到任何位置。
已知圆心位于直线上,求切于 点,线,圆的圆 已知圆的半径 圆心位于某直线上 切于点,直线,圆 选择一个圆
过点+切于点线圆
半径= 点<X,Y>= 切于<点,直线,圆>= <Y/N>=
圆过一点,已知半径,求切于点, 线,圆的圆 已知圆的半径 经过一点 切于点,线,圆 选择一个圆
三切圆
求任意三个元素的公切圆
d 长度=
(10.75 表示 10.75°,10.75°表示 10°
e 75’)
求极坐标点 极坐标原点 极角 幅长
r CL 交点 te <直线,圆,圆弧>=
<直线,圆,圆弧>= <Y/N>:
is 出现 Y/N 时,Y 表示选中,N 表示没有
求任意二线,圆,圆弧的 交点 元素 1 元素 2 如有两个交点,选取其中一 个
法向式直线
法向式直线 法向长度= 法向角度=
求法向式直线 法向长度 P 法向角度 α
点+角度 直线平移
直线对称 尾垂直线
4.3 圆菜单
菜单 圆心+半径
点+角度
求过一点角度为 α 的直线
过一点
点<X,Y>= 角度=
直线平移
d 直线=
平移距离=
e <Y/N>: r 直线对称
对称直线=
te 对称于直线=
尾垂直线
4.4 列表曲线
菜单
屏幕显示
解释
图形
椭圆
椭圆
参数方程:
长半轴=a
x=acos(t)
短半轴=b
y=bsin(t)
起始参数=t1
终止参数=t2
9
抛物线 渐开线 摆线 阿基米德螺线 磁盘列表
输入列表 渐开线齿轮
抛物线 准距=p 起始参数=t1 终止参数=t2
参数方程: x=2pt*t y=2pt
渐开线 半线=R 起始参数=t1 终止参数=t2
参数方程: x=R(cos(t)+sin(t)) y=R(sin(t)-cos(t))
摆线
参数方程:
半径 R=
x=R(t-sin(t))
起始参数=t1
y=R(t-cos(t))
终止参数=t2
对称圆=
U对称于直线=
点,线,圆三个元素之一 点,线,圆三个元素之一 点,线,圆三个无素之一
已知直径二端点,求圆 已知端点 已知端点 将尖点修正为圆弧 已知圆弧为半径 尖点位置
求直线,圆之间的过度圆 过渡圆半径 元素一 元素二 选择一个圆
将圆弧变成圆 圆弧 将圆弧当直线对称 已知圆弧 对称于直线
将圆作直线对称 已知圆 对称于直线=
<Y/N>:
已知直线,圆上一个坐标 求另一个坐标 已知元素 已知无素上一个坐标 X 或 Y 的一个值 选取一个点
6
点对称
点对称 对称点<X,Y>= 对称于直线
求点对称于直线
对称点
.
对称于直线
.
光标任意点 用光标指任意点
删除孤立点 删除孤立点
4.2 直线菜单
用光标在屏幕上任意定一 个点 删除孤立的点
te 3.2-2 满屏 is 满屏幕显示整个图形
g 3.2-3 打断 对直线,圆,圆弧二点之间的一段连线打断 e 机器显示如下: 打断 UnR 用光标打断(直线,圆,圆弧)按[ESC]键终止
(A)
(B)打断
3.2-4 缩放
对图形按一定倍数放大或缩小 机器提示如下:
4
缩放
放大缩小倍数=
按 ENTER 键:
3.1-6 退出系统
屏幕显示 3
退出(Y,N)Y 数据存盘(Y,N)Y 功能:退出图形系统状态。
3.2 固定菜单
点 ---- 进入点菜单
直线 ---- 进入直线菜单
圆 ---- 进入圆菜单
块 ---- 进入块菜单
窗口 ---- 建立窗口
满屏 ---- 满屏显示图形
打断 ---- 打断连线
缩放 ---- 图形按倍数放大或缩小
is 3.2-8 清屏 将屏幕清除干净,以便更清楚看到仿真加工路线。
g 3.2-9 取消 e 如发现输入的数据或图形有错误,可取消,每次取消一步,可以一直取消到起终状态。
机器提示如下:
R 取消上一步输入的图形; n <Y/N>:Y U 另外,为了方便操作,系统定义了几个专用键;
“ESC”键 ---- 鼠标器右按钮;中止执行某一种功能,退出会话; “R”键 -------- 鼠标器中按钮;将全部图形重新画一遍; “ENTER” --- 鼠标器左按键;表示选取,也称为回车键; “Ins” ---- 将全部辅助直线(无限长度线)删除; “v” ---- 清屏幕; 鼠标器右按钮 ---- 在会话区出现(Y/N)时,等效于(N)键; 鼠标器左按钮 ---- 在会话区出现(Y/N)时,等效于(Y)键; 鼠标器[左按键]+[右按键]---- 将加工路线再画一遍。
OXY 按钮,在需要输入原
点、X 轴、Y 轴时点击相
层叠菜单区
应按钮可以代替键盘输 入。
istered 会话区,在此输入数据
Reg 3.1 主菜单 n AUTOP 主菜单如下: U 主菜单
图3-1:AUTOP 屏幕结构
主菜单区
数控程序-----进入数控程序自动编程系统菜单
列表曲线-----进入列表曲线菜单
直线 二点直线 点切于圆 二圆公切线 点线夹角
线圆夹角
点射线
屏幕提示
解释
图形
二点直线
过一点作直线
直线端点<X,Y>=
起点
直线端点<X,Y>=
到一点
直线端点<X,Y>=
点切于圆
d 点<X,Y>=
切于圆= <Y/N>:
re 二圆公切线
圆=
te 圆=
<Y/N>:
点线夹角
is 点线夹角=
点<X,Y>=
g 直线=
字处理--------进入字处理操作
调磁盘文件-----调入磁盘图形文件
打印机------进入打印机服务操作
查询功能-----查询点,直线,圆,圆弧几何信息
上一屏图形-----恢复上一屏图形
改变文件名-----改变文件名
数据存盘-----将图形数据存盘 2
退出系统-----退出图形状态
3.1-1 调磁盘文件
5
四、图形输入操作
AUTOP 的图形菜单有点、直线、圆、以及列表曲线、函数曲线构成的各种非圆曲线。
4.1 点菜单
菜单
屏幕显示
解释
图形
X,Y 点 极坐标点 CL 交点
点旋转 圆上点 中点
点〈X,Y〉=
输入基本点
(若要选取原点,可到屏幕左上角选取 0 若用鼠标器选取圆,圆弧,
点)
可标圆心作为一个点
极坐标点 极坐标原点<X,Y>= 角度=
<Y/N>:
e 线圆夹角
线圆夹角=