杜克普559圆头锁眼机中文说明书精编版
559圆头锁眼说明书

2101
X- 轴步进电机参考点超出时限 - 电覧线至参考点感应器毛病 - 参考点感应器损坏
2152
X- 轴步进电机电流起载
备注 更换电覧线
更换感应器
- 更换车缝电机的电覧线 - 更换车缝电机 - 更换控制系统 检查主电源电压
- 排除卡死/转动过重原因 - 更换车缝电机 - 更换控制系统
- 排除转动过重原因 - 更换车缝电机 - 更换控制系统 - 更换车缝电机 - 更换车缝电机 重新开启电源 - 排除转动过重原因 - 检查/更换传感器电覧线 - 更换车缝电机 - 重新开启电源 - 软件升值 - 通知杜克普服务部
2
项目代码 100 110 120
121 121 122 122 123 124 125 126 127 128 130 131 132 133
说明 选择锁眼程序号 (多达 5 个可编的锁眼程序号) 锁眼尾部套结形状 (0=开口 1=锥形套结 2=横套结 3=圆套结) 长度调整 锁眼长度 (根据 E-的缝制配件号, 长度调节可由 6-42mm) 菊花眼直径 (根据 E-的缝制配件号, 菊花眼内孔直径调节可由 2-7.5mm) 针距 (0.5-2mm) 菊花眼的针数
本中文说明祗供参考 杨国威. 制
May 07
欢迎您加入四海缝制维修群:74892991资料互换群 群里可以资料互换,资料共享,探讨缝制维修经验 只索取.下载而不上传资料交换的人请勿参加 服务QQ:693651352 服务电话:13731173098 如果群满员,请注意保存群号以后碰机会加入 本群资料不加密是为了机修能够复制打印更好的传阅 1
- 重新开启电源 - 软件升值 - 通知杜克普服务
- 排除毛病原因 - 更换电覧线
- 重新开启电源 - 更换控制系统
559维护说明书(..解析

维护说明书目录1、一般注意事项 (3)1.1、必要的程序设置2、调节锁定位置……………………………………………………………………………..2-1、一般注意事项 (4)2-2、弯针和分线叉的偏心 (5)2-3、转动的打线凸轮 (6)2-4、调整偏心轮 (7)3、针杆定位 (8)4、.调整弯针座 (9)5、调整针杆与弯针座平行 (11)6、托布板的横向运动 (13)7、托布板的纵向运动 (15)8、压脚8.1 、插入压脚板……………………… . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 8.2 、校准压脚板和托布盘…………………………………………….... . . . . . . . . . . . . . . . . 18 8.3、绷布的调节. . . . . . . . . . . . . . . . . . ………………………. . . . . . . . . . . . . . . . . . .. .. . 19 8.4 压脚的高度……………………………. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . 21 8.5 锁定片的调节……………………….. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . 22 8.6 压脚定位……………………………….. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238.7 压脚压力的调节……………………………….. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 249. 线迹宽度的调节9.1 设置线迹宽度…………………... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259.2 机针原点…………………………... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2610. 切刀(圆头刀)10.1 切刀的位置................................. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 10.2 调节底刀与上刀块平行 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (31)10.3 上刀块的调节 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (32)10.4 剪线系统的开关调节. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (33)10.5 切孔的压力调节. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (34)10.6 切孔时间. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (34)11.分线叉的高度......................... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. (34)12. 弯针行程的调节................. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. (35)13. 针杆的高度............. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (37)14. 分线叉与机针的距离................. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (38)15. 护针板. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (39)16. 拨线叉.......... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (40)17. 碟形板..... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (41)18. 针板.......... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (42)19. 割线刀的调节..................... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. (43)20. 布料压脚的调节. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (45)21. 缝线控制簧. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (46)22. 维护……... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4723. 附录23.1 卸掉机头前盖的操作…….. . . . . . . . …. . . . . . . . . . . . . . . . . . . . . . . . . . 48 23.2 控制箱的保险…. . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . 4923.3 控制系统的变换.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4924. 维护菜单(技术人员级)24.1 激活维护菜单........ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 24.2 选择菜单项/子菜单项............ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 24.3 综合测试...... . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 24.4 退出维护菜单... . . . . . . . . . . . . . ...... . . . . . . . . . . . . . . . . . . . . . .. (50)24.5 菜单和子菜单的项目. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (51)24.6 菜单项500(锁眼机配置) . . . . . . . . . . . . . . . . . . (52)24.7 菜单项550 (操作配置) . . . . . . . . . . . . . . . . . . . . . . . . . (53)24.8 菜单项600 (综合测试) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . (54)25. 出错信息. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (59)26. 故障处理. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (64)1. 一般注意事项维护说明书以适当的顺序对559圆头锁眼机的调节进行说明。
圆头锁眼机维修手册
电子圆头锁眼机的装配调试方法一、圆头锁眼机是新一代高科技产品,该机实现了利用先进的自动控制技术和完善的缝纫机运动学的完美结合,保证一流的锁眼品质,卓越的应用灵活性,极高的性能和较安静的运行,广泛适用于西服裤子女外衣的扣眼。
圆头锁眼机的种类很多,但主要的结构相同,都是双弯针双拨线叉运动勾线,形成双线包缝复合链锁线迹。
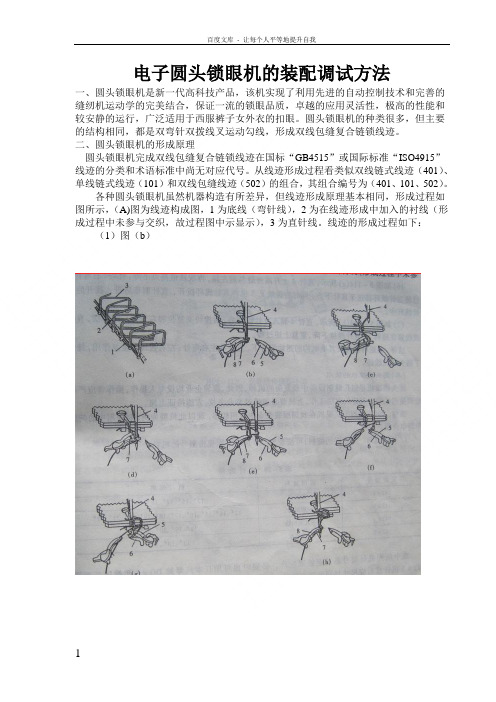
二、圆头锁眼机的形成原理圆头锁眼机完成双线包缝复合链锁线迹在国标“GB4515”或国际标准“ISO4915”线迹的分类和术语标准中尚无对应代号。
从线迹形成过程看类似双线链式线迹(401)、单线链式线迹(101)和双线包缝线迹(502)的组合,其组合编号为(401、101、502)。
各种圆头锁眼机虽然机器构造有所差异,但线迹形成原理基本相同,形成过程如图所示,(A)图为线迹构成图,1为底线(弯针线),2为在线迹形成中加入的衬线(形成过程中未参与交织,故过程图中示显示),3为直针线。
线迹的形成过程如下:(1)图(b)三、技术参数型号5790 5791 5792 5793用途Application 男装、女装男装、女装牛仔裤、工作服、运动服女外衣、大衣缝纫速度最高2200针/分芯线使用无芯线带或不带芯线带或不带芯线带或不带芯线剪线特征面线(机针线)、底线(弯针线)均短面线短,底线、芯线长面线、底线、芯线均短面线短,手工剪底线和芯线面线抓线器标准配置标准配置可选配置可选配置缝制长度10-38 10-38 16-32(注1)10-50 压脚高度10mm扣眼形状变更操作面板直接选择程序参数变更操作面板采用触摸屏,手指直接输入开刀方式先开后缝、先缝后开、不开机针规格(注2)579 #90-110558 #90-110579 #90-110558 #90-110579 #120-130558 #120-130579 #110-120558 #110-120使用机油10# 白油空气压力±(电磁阀压力阀);(切刀压力阀)空气消耗量 6 l /分钟(8 个扣眼/分钟)机器尺寸横1100×纵800×高1000(不包括线架)功率额定功率KW,耗电功率400W重量注1:通过配备不同的压脚板组件,可改变本机型的扣眼长度,开孔长度和锥形套结长度。
[原创]圆头锁眼机操作规程
![[原创]圆头锁眼机操作规程](https://img.taocdn.com/s3/m/efdba27add36a32d737581ba.png)
[原创]圆头锁眼机操作规程圆头锁眼机操作规程圆头锁眼机操作规程一、工作前检查设备的油路、电路是否正常、油杯中机油数量必须达到规定位置,并向各注油孔中注入3-5滴润滑机油。
二、开机前检查机器的压脚、针杆是否在正常位置,确认无误后,启动开关。
三、将衣料正确放入压脚下,确认无误后按压脚压柄压实衣料,然后按动锁眼手柄开始锁眼。
四、机器运转过程中,请勿将手或其他物品放入压脚下以防事故发生。
五、运转过程出现误操作或断针、断线立即踩下急停,更换针或线后重新开始。
六、根据不同的锁眼要求,正确调整或更换提花盘。
七、工作任务结束后要清理设备,加注润滑油,盖好防尘罩。
开袋机操作规程一、工作前检查设备的油路、电路和气路是否正常,确认正常后,方可开机工作。
二、检查设备的压脚、针杆是否在正常位置,确认无误后,打开电源,等待3分钟后开始工作。
三、将衣料正确放入压脚下,脚踩气动开关,逐级下踩依次放入衬、袋牙、袋盖,确认无误后,按动工作开关,开始工作。
四、工作过程中,请勿将手或其他物品放入压脚中,以防事故发生。
五、脚踩开关时要轻,不能重重踩下,否则开袋机各种动作过快,损害机器。
六、运转过程中出现误操作或断针、断线要立即按下急停开关停机,待处理完毕,重新开始。
七、根据不同的开袋要求,正确调整程序。
八、工作任务结束后,清理设备,加注润滑油,盖好防尘罩。
撬边机操作规程一、工作前检查设备的电路是否正常,穿线是否正确,并向注油孔内滴入3,5滴润滑油。
二、根据不同的衣料调整缝线张力和撬边深度。
三、开机后将衣料正确放入压脚下开始工作,工作过程中要时刻注意弯针位置,发生偏移要及时调整。
四、使用中要轻踩脚踏板,否则机器转速过快,造成弯针变形。
五、时刻注意机器运转情况,出现问题及时上报维修。
六、工作完毕进行日常保养。
之字缝机操作规程一、工作前检查设备的电路是否正常,穿线是否正确,并向注油孔中滴入3,5滴润滑油。
二、根据工艺要求调整缝线张力、压脚压力。
杜克普559 电控程序说明

DÜRKOPP ADLER AG 主菜单按从左到右次序显示:Cl. 559 的操作介绍软件版本:A02锁眼程序号 No. ( 3 位数 ) 面线张力 ( 2 位数 ) 切孔长度 ( 2 位数) 参数的设定 : • 按 "F"键 • 锁眼程序号 No., 面线张力值或切孔长度值将闪烁锁眼程序的选择: • 按 键直到表示锁眼程序的数值闪烁 • • • 按 或 键来选择锁眼程序按 OK 键确认选择,并停止闪烁 按 ESC 键返回先前的程序号,并停止闪烁面线张力的设定: • 按 或 键直到表示面线张力的数值闪烁 • • • 按 或 键设定面线张力按 OK 键确认设定,并停止闪烁 按 ESC 键返回先前的设定值,并停止闪烁切口长度的设定: • 按 键 直到表示切孔长度的数值闪烁 • • • • 按 或 键设定长度按 OK 键键确认设定,并停止闪烁 按 ESC 键返回先前的设定值,并停止闪烁显示和计件器复零: • 按两次 F 键 • • • • 计件器显示在左边显示区 按 ESC 键返回到标准显示模式 按 OK 键 1,5 秒计件器回零 数值停止闪烁并返回标准显示模式08.12.20031/1559 a02,CHINESEDÜRKOPP ADLER AG 编程菜单在主菜单中按 "P"键进入:参数代码 100 110 120 121 122 123 124 125 126 130 131 132 133 140 141 142 143 150 160 161 162 163 164 165 170 171 172 173 174 180 181 182 183 184Cl. 559 的操作介绍软件版本:A02具体说明 选择程序号(最多可存 5 个程式) 套结形状(0 – 开口; 1 - 锥形尾; 2 – 直套结; 3- 圆套结) 锁眼长度调整 钮孔长度 针距 起缝密针针距 终缝密针针距 起缝密针针数(通常 2 针) 终缝密针针数(通常 2 针) 缝线张力调节 车缝时的缝线张力 剪线时的缝线张力 起缝时的缝线张力 圆眼部分的调节 圆眼大小 圆眼针数 圆眼形状的修正 摆幅调节 切刀调节 0-不切,1-先缝后切,2-先切后缝 切口宽度 切刀左右调节(X 方向) 切刀前后调节(Y 方向) 切刀压力 ( -1 用于薄料) 锥形尾设定 锥形尾长度 锥形尾宽度 锥形尾重叠量 (值为 1 时正好重叠; 值越大, 开叉越大) 锥形尾收尾斜边的高度 直尾(直套结) 套结长度 套结针距 套结摆幅宽度 (需结合 150 参数一起调节) 套结的左右位置调节 (“-” 为向左, “+” 为向右)图标最小值 1最大值 5 3标准值 1 00 106 0,5 0 0 0 0 0 0 0 0 4 -5 -0,5 0 1 242 / 401 2,0 0,5 0,5 5 5 99 99 99 5 25 5 0,520 1,1 0,1 0,1 1 1 50 20 20 3 11 0 0,00 -0,3 -1,0 -0,5 -1 (25%) 2 -0,5 -2,0 2,02 1,2 1,0 0,5 1 (75%) 36 0,5/150 配 合 2,0 5,021 0,4 0,0 0,0 0 (50%) 4 0,0 0,2 2,02.0 0.5 -2.0 -14.5/6.5 2.0 0.5 14.0 1.0 (mm) 0 008.12.20032/2559 a02,CHINESEDÜRKOPP ADLER AG185 190 191 192 193 194 200Cl. 559 的操作介绍-2软件版本:A022 1.0套结的纵向位置调节 (“+”为向上, “-” 为向下) 圆尾(圆套结) 套结针数 套结摆幅宽度 起缝点( 用于 580 系列) 圆尾重叠量 缝速6/4 -0.512/10 150 配合6/5-40º 080º 22000 2000维修菜单在主菜单层中按 P + F (密码: 2548) 参数 500 501 502 503 504 510 511 512 550 551 552 553 554 600 601 602 603 604 605 606 607 608 611 612 621 622 623 08.12.2003 1- 压脚压下后车缝(两步)2 – 直接启动车缝 缝纫灯的亮度调节 显示器的亮度调节 按键的声音调节 0 - OFF 综合测试 输出测试 手动输入测试 自动输入测试(0-机针位置;1-X 轴;2-Y 轴;3-Z) 检测车缝电机(“+”- 加速) 检测步进马达(用←→选择不同的步进马达) ROM 测试 (用“+”“-”) RAM 测试 原点测试 停车位 启动到车缝的延迟时间 最低电压 最高电压 标准电压 3/3 0 5 0 1 0 (关) 0 0 (关) 2 100 3 50 1 100 2 0 拖板定位(先开刀时拖板位置调后点) 摆幅大小(机械调节和参数调节要相结合) 断线监测器 (0 – OFF)(断线后几针停) 刀块压下时的延迟时间(秒) 580 系列专用参数 E 型号 (只有 1521) 0 1 0 200 112 1501 1 68 2 10 (针) 600 151 1573 3 68 2 7 200 151 1521 2 描述 图标 最小值 最大值 标准值559 a02,CHINESEDÜRKOPP ADLER AG注意: 选择进入多项测试: 按 P + 输入和输出参数 : No. Description S09 按键开关 1 S10 按键开关 2 S11 脚踏开关 1 S12 脚踏开关 2 S13 脚踏开关 3 S14 气压监控开关 S15 穿线模式(580 系列) S16 (580 系列) Sr0 –针定位上 Sr1 – X 位Cl. 559 的操作介绍, 然后打开主电源开关.软件版本:A02No Y01 Y02 Y03 Y04 Y05 Y06 Y07 Y08Description面线剪线器 底线夹线器 压脚动作 绷料动作 松线 切刀压下 1(压力小 25%) 切刀压下 2(压力大 50%) 底线拉线 (580 系列)Sr2 – Y 位No. Description Y09 抓线器下来 (580 系列) Y10 抓线器打开 (580 系列) Y11 抓线器打开后向前 (580 系列) Y12 无 Y13 无 Y14 无 Y15 切刀压下 0 (75%) Y16 穿线开关 Sr3 – Z 位(感应器)出厂设定菜单层:启动机器后,按 P + 参数 900 910 920 990 991 992 993 994 995 996 999 描述 图标 最小值 0,5 0 最大值 1,5 10 (密码: 8562) 标准值 1,1 1Info No.'sInfo No. 101 102 103 104 105 106 109 200 210 08.12.2003 机针不在上限位或位置错 无压缩空气或气压低 4/4 559 a02,CHINESE Icon DescriptionDÜRKOPP ADLER AG220 500 501 502 1. 1. 面线断Cl. 559 的操作介绍软件版本:A0208.12.20035/5559 a02,CHINESE。
杜克普559几点调试法
杜克普559几点调试法→用上下光标键选择菜单项100.按ok键激活菜单项.选择你所需的锁眼程序.按ok键确认→用上下光标键选择菜单项110(凤尾和无尾).121(锁眼长度).122(两端针码).123(始缝密针码).124(终缝密针码).125(始缝密针数).126(终缝密针数).131(车缝压力).132(剪线时的压力).133(第一针的压力).141(圆头大小o.直线眼.3.标准).142(圆头针数).143(圆头偏).150(摆幅微调).161(0.不切.1.后切.2.先切.).162(中间隙).163(切刀左右微调).164(切刀前后微调).165(下刀压力.根据锁眼长度.自动设定).171(凤尾长度).172(凤尾宽窄).173(凤尾重叠).174(叠尾斜度).180(横套结).190(圆尾).200(车缝速度)按p+→输入8562至999为恢复出厂状态下以资料是本人在平时维修中总结出的经验,仅供个人参考。
一,关于上线切线后,上线所留线头长短的问题的解决办法。
问题1,如果上线的线头太短,一起针线头便会上针眼中脱出,不上线,当检侧器检侧出没有上线时,机器便会停止工作。
问题2,如果上线的线头太长。
扣眼锁完后会在起启位留下线头。
正常情况下,上线的线头应为50MM左右。
解决办法:1,看上线的穿线路径是否正确,切不可偷懒走捷径,少穿任何一个线孔。
穿上线时一定得按照机壳上的箭头方向逐个进行。
特别是上线夹线电磁铁那一部分,最容易出错。
切不可把线径搞错!这是很多机工没有注意的问题!2,在上线的穿线路径正确的前提下,在上线夹线电磁铁没有工作的条件下(关机)。
用手拉住线头,看上线是否过紧。
正常情况下,应是拉住线可以拉动。
如果过紧或是拉不动,那么看过线部分是有东西阻碍。
最重要的是看线盘上的线(托线盘)和上过线器是否垂直!3,如果以上都正常,看针杆上的小夹线器是否损坏或小弹簧没有了弹性。
针杆上的小夹线器是控制上线线头长短最重要的元器件。
锁眼机操作规程
锁眼机操作规程一、引言锁眼机是一种用于制作锁眼的专用设备,广泛应用于家具创造、门窗创造、装饰装修等行业。
为了确保操作安全、提高工作效率,制定本操作规程,明确锁眼机的操作流程和注意事项。
二、操作准备1. 确保锁眼机处于稳定的工作状态,无异常声音和异味。
2. 检查锁眼机的电源线是否接地良好,电压是否稳定。
3. 穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞、防护手套等。
4. 将工作区域保持整洁,清除障碍物,确保操作空间充足。
三、操作步骤1. 打开锁眼机的电源开关,确保电源指示灯亮起。
2. 调整锁眼机的工作台高度,使其适合自己的工作姿式。
3. 根据需要,选择合适的锁眼模具,并将其安装在锁眼机上。
4. 调整锁眼机的刀具位置和刀具深度,确保锁眼的尺寸和深度符合要求。
5. 将待加工的工件放置在锁眼机的工作台上,并用夹具夹紧,确保工件稳固不挪移。
6. 打开锁眼机的气源开关,确保气源供应正常。
7. 按下启动按钮,锁眼机开始工作。
8. 观察锁眼机的工作情况,确保锁眼的加工过程顺利进行。
9. 完成锁眼加工后,松开夹具,取出加工好的工件。
10. 关闭锁眼机的电源开关温和源开关,确保设备住手运行。
四、安全注意事项1. 在操作锁眼机之前,必须经过相关培训,熟悉设备的操作流程和安全注意事项。
2. 操作过程中,严禁戴手套,以免被卷入刀具造成伤害。
3. 在清理刀具和模具时,必须先将设备断电,并等待刀具彻底住手运转后再进行操作。
4. 操作过程中,严禁将手指、头发或者衣物挨近刀具,以免发生意外伤害。
5. 当发现锁眼机有异常声音、异味或者其他异常情况时,应即将住手操作,并通知相关人员进行维修和检查。
6. 操作结束后,及时清理工作区域,归位工具和材料,保持设备和周围环境的整洁。
五、故障排除1. 如果锁眼机无法启动,首先检查电源线是否接触良好,电压是否正常,然后检查开关是否损坏。
2. 如果锁眼机加工出来的锁眼尺寸不符合要求,可以调整刀具位置和刀具深度,或者更换合适的锁眼模具。
锁眼机操作规程
锁眼机操作规程1. 引言锁眼机是一种用于创造和安装门锁的专用设备。
为了确保操作的安全性和效率,本操作规程旨在提供详细的操作步骤和注意事项。
2. 设备准备2.1 检查锁眼机的工作状态,确保设备正常运行。
2.2 检查锁眼机的刀具和夹具,确保其完好无损。
2.3 准备所需的门锁零件和相关工具。
3. 操作步骤3.1 将门锁零件放置在工作台上,按照设计要求进行罗列。
3.2 根据门锁的尺寸和形状,选择合适的刀具和夹具。
3.3 将门锁零件夹紧在锁眼机上,确保稳固可靠。
3.4 根据门锁的要求,调整刀具的位置和角度。
3.5 启动锁眼机,按照预设的程序进行自动或者手动操作。
3.6 观察操作过程中的切削情况和零件加工质量,及时调整刀具和夹具的位置。
3.7 完成切削后,住手锁眼机的运行。
3.8 检查加工后的门锁零件,确保其尺寸和形状符合设计要求。
4. 安全注意事项4.1 操作人员必须熟悉锁眼机的操作规程和安全操作要求。
4.2 在操作锁眼机前,必须佩戴适当的个人防护装备,如安全眼镜、手套等。
4.3 在操作过程中,禁止将手指或者其他物体挨近刀具区域。
4.4 在调整刀具和夹具时,必须切断电源并等待设备住手运行。
4.5 在清理设备或者更换刀具时,必须使用专用工具,并遵循相关操作规程。
4.6 定期对锁眼机进行维护保养,并定期检查设备的安全状况。
5. 故障排除5.1 如果锁眼机浮现异常噪音或者震动,应即将住手操作并检查设备。
5.2 如果切削质量不符合要求,应检查刀具和夹具的状态,并进行调整或者更换。
5.3 如果锁眼机无法启动或者住手,应检查电源和控制系统,并寻求维修人员的匡助。
6. 总结锁眼机操作规程旨在确保操作的安全性和效率。
操作人员必须严格按照规程进行操作,并注意安全事项。
惟独在熟悉设备和掌握操作技巧的前提下,才干保证门锁零件的加工质量和生产效率。
同时,定期维护锁眼机并及时排除故障,也是确保设备正常运行的重要措施。
杜克普
说明 针线剪线 底线张力 压脚 绷料 拉线 切孔刀25%(小心受伤!)
Y07 Y15 DA580错误信息 错误代码 1051
1052
1053 1055
1056
1058 1062 1302
42 1344 2101
2102
2152 2153 2155
2156
2162 2201
切孔刀50%(小心受伤!) 切孔刀75%(小心受伤!)
550
操作的配件
551
手按键(1=标准 2=案件2号可直接压布及起缝)
552
缝纫灯亮度 0=关
553
显示面板亮度 0=关
554
按键的声音 0=关
检测程序
在某些情况下,如电机故障,缝机无法起动及进入主菜单,这时可同时按下P和←键来打开
电源。
项目代码 600 601 602 603 604 605 606 607 608 611 612 613 输入及输出组件
信息说明 车缝电机超出时限 .电缆线毛病(至车缝电机的参考点感应器) .车缝电机的参考点感应器损坏 车缝电机电流过载 .车缝电机的电缆线毛病 .车缝电机损坏 .控制系统损坏 电压过高 车缝电机超过负荷 .车缝电机卡死/转动过重 .车缝电机损坏 .控制系统损坏 车缝电机温度过高 .车缝电机转动过重 .车缝电机损坏 .控制系统损坏 车缝电机速度问题 车缝电机损坏 车缝电机的IDMA自动曾量故障 车缝电机:电流供应毛病 .传感器电缆线未连接/损坏 .传感器损坏 车缝电机毛病 内部毛病
按下"OK"确认 如需要在技术员层级输入 密码 选择适当的缝机配套号, 检查锁眼及重设程序
说明 综合测试 输出测试(0=未启动 1=启动) 手动输入测试(0=未启动 1=启动) 自动输入测试 车缝电机测试(小心受伤!) 步进电机测试(小心受伤!) ROM/Flash内存测试(1=OK 0=坏) RAM内存测试(1=OK 0=坏) 参考原点测试 断点分断缝(0=功能关掉) 车缝循环及时(起缝至放料位置) 车缝循环及时(起缝至压脚提起)
锁眼机操作规程
锁眼机操作规程一、引言锁眼机是一种常用于制作锁眼的机械设备,它能够高效地完成锁眼的加工工作。
为了保证操作的安全性和生产效率,制定本操作规程,明确锁眼机的操作步骤和注意事项。
二、设备准备1. 确保锁眼机正常运行,检查设备是否完好无损。
2. 确认所需刀具已安装到位,刀具应与所需锁眼尺寸相匹配。
3. 检查锁眼机的电源和电线是否正常,确保接地良好。
三、操作步骤1. 将待加工的工件放置在锁眼机工作台上,固定好工件。
2. 打开锁眼机的电源开关,确保设备处于正常工作状态。
3. 调整锁眼机的刀具位置和加工深度,根据实际需要进行调整。
4. 启动锁眼机,通过操作按钮或脚踏开关控制刀具的运动。
5. 在加工过程中,操作人员应保持专注,注意观察工件的加工情况,确保锁眼的质量。
6. 加工完成后,关闭锁眼机的电源开关,停止设备的运行。
7. 检查加工后的锁眼质量,如有问题及时进行调整或修复。
四、安全注意事项1. 操作人员应穿戴好防护设备,如手套、护目镜等,确保自身安全。
2. 在操作过程中,禁止将手指或其他物体靠近刀具区域,以免发生意外伤害。
3. 在清洁和维护设备时,务必先切断电源,避免电击危险。
4. 定期检查锁眼机的电源线和电气部件,如有损坏应及时更换。
5. 若发现设备故障或异常情况,应立即停止使用,并通知维修人员进行检修。
五、操作规范1. 操作人员应熟悉锁眼机的操作步骤和注意事项,严格按照规程进行操作。
2. 不得擅自修改锁眼机的参数设置,如需调整应由经过培训的人员进行操作。
3. 加工过程中,不得随意离开操作台,以免发生意外情况。
4. 操作结束后,应及时清理工作台和设备,保持工作环境整洁。
六、操作记录1. 每次操作锁眼机时,应记录操作人员、操作时间、加工工件信息等相关数据。
2. 如发现加工质量问题或设备故障,应记录并及时报告相关部门。
七、紧急情况处理1. 如发生设备故障、火灾等紧急情况,应立即切断电源,并按照应急预案进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 产品介绍1.1 根据需要进行产品选择杜克普爱华559自动锁眼机用于薄到中厚料的钮孔锁眼。
这类缝料通常为服装业用的织物或合成纤维。
另外本机也可进行专门的缝制。
然而,操作人员必须了解可能产生的危险,因为一方面这类应用相当少,另一面又是多种多样的,无法用一个标准来涵盖。
应根据了解的结果,采取相应的预防措施。
当被放下来的压脚压住后,缝料厚度不能超过8 mm。
缝料中不能含有任何硬物。
机器不能在没有护手和护眼装置时使用。
缝纫机只可在干燥和干净的环境内安装和使用。
如果在其它没有达到上述要求的环境中使用本机,可能有必要采取进一步的措施(首先必须得到认可,见EN60204-31:1999)。
作为工业缝纫机生产商,我们认为操作本机的人员受过培训,他们至少知道所有正常的操作,及可能产生的危险情况。
1.2简介根据副型号不同,杜克普爱华559为双线链式线迹锁眼机或单链式线迹圆眼锁眼机,具有用于送料的CNC步进电机和转动锁眼机构。
作为锁眼机,利用二链式线迹勾针,左勾针勾线,进行圆头或无圆头,带圆尾或直尾套结钮孔的锁眼。
559锁眼机,配备面线剪线器和一个电子面线张力调节器。
技术特点本机由内藏于机头臂中的定位传动机构驱动。
X,Y和Z轴上的运动由步进电机驱动。
这些驱动由一电子控制器以及各种气动装置控制。
控制面板装在机头臂上易看见的位置,方便操作人员操作。
这个传动和控制装置具有下列优点:--根据不同的条件参数(例如面线,底线,缝料和钮孔宽度)不同,锁眼速度可作变更,最大可达2200针/分。
--由于没有机械离合,工作噪音非常轻。
另外由于采用新的针杆和勾针机构,降低了噪音。
--采用步进电机,增强了通用性,不再使用控制凸轮。
--8位数显示的LED液晶操作面板和触摸式按键--通过按键进行操作:-合/开压脚-开始锁眼-用针提杆快速停车--气动控制剪线装置,传动距离短,精确操作。
--根据不同的锁眼长度,自动调节切刀的压力--垂直刀块系统,不同高度的刀块更换方便--从二储油器流出的集中油芯润油系统。
--机头盖处的开关方便穿线操作。
--电子面线张力器。
--断线情况下,面线监测器暂停缝纫循环,夹布器保持合上并夹住缝料不让移动--流畅外形设计。
由气压式弹簧控制机器的抬起和降下。
控制器(显示器)--显示器中的计数器统计加工的钮孔数。
--可存储5个锁眼程序--内置测试和监测系统。
除了监控缝制过程还可测试输入和输出及马达功能。
--可调节参数设定钮孔及圆头处的针剂宽度--通过参数可设定夹布器在上一个锁眼完成后自动返回初始位。
--根据锁眼形式,可调节下列参数:-有或没有圆头-最大速度2200针/分-钮孔长度-先缝后切或先切后缝-不开孔-圆头部位的针迹数-针码-套结长度1.3副型号559-151000 配剪线器,面线线尾短。
切孔长度可达42 mm,通用机型,选择不同的附件可锁带或不带芯线的钮孔1.4产品结构X = 标准配置O = 选购产品2.技术参数机头:559型线迹:双线链式线迹机针数: 1机针型号: 558/579机针规格: max. Nm 80-120(558)/ Nm 90-125(579)面线规格: max. Nm 50底线规格: max. Nm 30最大缝速 : 2200 min-1针码: 0.5 - 2 mm最大锁眼长度: 42 mm最大开孔长度: 42 mm工作压力: 6 巴±0.5 巴空气消耗量: 每个工作循环约3 NL额定功率: 320 VA额定电压: 1 x 190-240 V, 50/60 Hz尺寸: 机头:550 x 370 x 580 mm (L x B x H)台板高度(正常安装):1060 x 750 x 1150 mm (L x W x H)台板高度(窄机架):620 x 850 x 1150 mm (L x W x H)工作高度:730 - 900 mm(距离台板上边缘)带机架重量: 约 160 kg机头重量:约 100 kg控制部分重量:约 12 kg3.操作3.1 机针,缝线和芯线机针机针型号: 558/579机针规格: Nm 80-120(558)/ Nm 90-125(579)取决于缝线,缝料和缝纫配置(E )。
缝线锁眼效果受所用缝线的影响很大。
合成纤维线或甚至丝线都可用作面线和底线。
锁眼效果极大的受到下列因素影响--所用缝线--面线和底线的不同规格芯线芯线稳定钮孔,同时产生立体感。
它应具有下列特点:--不能太粗,但是柔韧、牢固。
--粗细均匀。
下面表格中推荐的缝线仅作参考。
根据缝纫配置(E)和缝料不同,也可使用其它种类和规格的缝线。
副型号面线种类和规格底线种类和规格下芯线种类和规格559-151000 poly-poly 80/2 poly-poly 80/2 poly-schappe 15/3 3.2 取出及安装压脚板取出压脚板--轻微抬起右侧压脚板1,并向右移开取下。
--轻微抬起左侧压脚板1,并向左移开取下。
安装压脚板--首先装左侧压脚板1,并固定住。
--然后安装右侧压脚板1,并固定住。
--松开螺钉1。
--从针杆中拔出机针2。
--把新机针装入针杆中,向上推到底。
--调整机针2,使其针孔(钩线凹槽)向前,而机针(针柄)的面3向左(针夹螺钉1的方向)。
仅当使用579机针时才有面3!使用558机针时只要凹槽向前。
--拧紧螺钉1。
3.4 穿面线--如图所示穿面线。
--穿面线时,把穿线钩(附件盒中)从下向上穿过空心针杆1。
--把面线头放入钩子中。
--用穿线钩向下拉面线。
--向左引面线于张力盘2后,穿过针孔。
3.4 穿底线机器必须处于终缝位置,即勾针架必须指向前。
--取下压脚板(见章节3.2)。
--倾斜机头。
--如图所示用附件盒中的穿线钩穿底线。
--在针板的针孔外留出约25毫米的线头。
--装上压脚板(见章节3.2)。
3.6 穿芯线底线芯线--如图所示穿芯线。
--在针板的芯线孔外留出约25毫米的线头。
4.机头的倾斜与复位对于一些操作(如:穿底线或芯线时),需要倾斜机头。
向上倾斜:- 拉出锁定销1并向上倾斜机头- 让锁定销在拉出一点并卡住- 在锁定销未卡住之前不能松开机头放下机头:- 托住机头并拉出锁定销15.缝线张力5.1 面线和底线张力缝线张力取决于缝线和缝料的种类和质量。
缝线张力应尽可能小,这样钮孔外观比较令人满意。
对于薄料,面线张力过大会引起不必要的皱褶和断线。
面线张力通常面线张力必须调节到大于底线张力。
面线张力是电子调节的,它由两部分组成,锁眼时的主张力和剪线时在针板下绷紧面线的剩余张力。
留在机针外的面线线头必须足够长,以确保下一钮孔的第一针可靠的缝住。
--缝纫时通过控制面板调节主张力。
(见9.3.2节“主菜单中线张力的调节”)--通过控制面板调节剩余张力(菜单项130)底线张力--倾斜机头。
--用张力器1调节底线张力。
顺时针方向旋转张力器可增加线张力反之,逆时针旋转减小张力--放下机头。
注意:小心受伤!调节底线张力必须在关机或“穿线模式”状态下进行。
6. 更换垫和切刀更换刀垫可改变切孔长度。
更换刀块: --松开螺丝1--取出刀块2(见章节3.2)。
--装上新的刀块并固定好 --拧紧螺丝1更换切刀 --松开螺丝3 --取出切刀4--装上新的切刀并固定好 --拧紧螺丝37. 按键8. 开机-关机-穿线模式通过按键可控制压脚板和起缝。
根据在维修菜单中的设定,功能可改变。
1. 设定- 按键1:压脚板打开或合上- 按键2:当压脚板合上时,启动缝纫 2. 设定- 按键1:压脚板打开或合上- 按键2:当压脚板未压下时,压下压脚板,启动缝纫8.1 开机-- 打开主电源开关1机器复位到初始位准备缝纫8.2 关机-- 关闭主电源开关1关机后所有的驱动及控制部分将断电。
8.3 关机9. 控制部分2 2 打开“穿线模式”- 按按键2。
缝纫操作处于“穿线模式” 处于“穿线模式”时,按键闪烁。
夹布板处于最佳位置以方便穿线。
缝纫驱动暂时停止。
用于开切孔的切刀关闭。
关闭“穿线模式”- 再次按下按键2,按键松开。
在短暂的停止后准备再次缝纫。
缝纫操作会在中断的地方继续进行9.1 概述559系列自动锁眼机配备了可编程的控制面板。
最多可定义5个不同式样的锁眼,锁眼时可选择不同的锁眼程序。
可选择两种锁眼式样: — 带锥形尾的锁眼 — 不带锥形尾的锁眼对于所有式样的锁眼都有各自不同的属性,如:锁眼长度和圆眼的形状等,且都可以调节(见“改变锁眼程序”一节)。
9.2 控制面板按键索引控制面板上 在手册中对应的使用9.3 主菜单液晶显示键盘在主菜单层中可进行下选择:- 直接修改各数值(“F ”键) - 锁眼程序(“P ”键)- 开始缝纫(控制面板,按键,踏板)9.3.1 主菜单主菜单中的参数值可直接修改,方法如下:“F ”键 按F 键可编辑个参数值,被选中的数值闪烁键 用左右光标键选择所需修改的参数值,被选中的参数值闪烁 键 用上下光标键来改变参数值的大小。
向上表示数值增加,反之,则数值减小。
若已修改了某个参数值,则此时不可再使用左右 光标键来选择其他参数值。
“OK ”键 确定所设定的值按“OK ”键,退出修改模式,显示面板上显示新的数值。
“ESC ”键 按“ESC ” 键终止当前数值的修改,退出修改模式。
9.3.2 主菜单在主菜单中,你可直接选择锁眼程序:“F ”键 按“F ”键,数值在显示器上闪烁键 用左右光标键选择左边数值区 锁眼程序号(P01 – P05)闪烁键 用上下光标键选择所需的锁眼程序“ESC ”键 按“ESC ”键可停止修改 “OK ”键 按“OK ”键确认9.3.3 调节线张力显示屏幕的右边前两位数值代表面线张力,该数值可按如下步骤进行修改: “F ”键 按“F ”键,数值在显示器上闪烁 键 用左右光标键选择前两位数,表示面线张力的数值闪烁键 用上下光标键选择所需的张力值“ESC ”键 按“ESC ”键可终止修改 “OK ”键 按“OK ”键确认9.3.4 调节切孔长度接通电源开始缝纫时,显示器上显示主菜单。
在主菜单中列出了三个数值:- 锁眼程序号1(如图示中P02) - 面线张力2(如图示中43)- 切孔长度3 (如图示中 20)显示屏幕的右边后两位数值代表切孔长度,该数值可按如下步骤进行修改: “F ”键 按“F ”键,数值在显示器上闪烁键 用左右光标键选择后两位数,表示切孔长度的数值闪烁键 用上下光标键选择所需的切孔长度“ESC ”键 按“ESC ”键可终止修改 “OK ”键 按“OK ”键确认9.3.5 每日产量计数器每日产量计数器可以显示或人工设置为0。
若计数器数值超出了最大值9999,它将自动清0,重新开始计数。
2 X “F ”键 按一次F 键进入编辑状态,再按一次,程序号显示区将转换成显示计数器“ESC ”键 按“ESC ”键退出,恢复主菜单显示计数器复0:“OK ”键 当显示计数时,按下“OK ”键保持数秒钟,计数器将复0并返回到主菜单。