冲压件公差尺寸极限偏差
冷冲压件尺寸公差
Q/XDZ 海南新大洲摩托车股份有限公司企业标准Q/XDZ JZ.14-1998金属冷冲压件尺寸公差1998-08-30发布 1998-09-30实施海南新大洲摩托车股份有限公司发布Q/XDZ JZ.14-1998前言在修订Q/XDZ JT.5-1998《摩托车零(部)件通用技术条件》时,根据GB/T 15055-94《冲压件未注公差尺寸极限偏差》对冲压件未注公差尺寸的极限偏差选择等级做了规定,所以本标准取消了对未注公尺寸的公差等级的规定。
本标准从实施之日起,同时代替XB-J8015-94。
本标准的附录A是提示的附录。
本标准由海南新大洲摩托车研究所提出并归口。
本标准主要起草人:孙玉荣、李春阳海南新大洲摩托车股份有限公司企业标准金属冷冲压尺寸公差 Q/XDZ JZ.14-1998代替XB-J8015-941 范围本标准规定了海南新大洲摩托车股份有限公司生产的金属冷冲压件尺寸公差等级、符号、代号、数值、极限偏差和公差等级选用。
本标准适用于海南新大洲摩托车股份有限公司生产的金属材料冷冲压成形的零件。
非金属材料冲压件可参照执行。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 13914-92 冲压件尺寸公差3 定义本标准采取用下列定义。
3.1 平冲压件经平面冲裁工序加工而成的冲压件。
3.2 成形冲压件经弯曲、拉深及其他成形方法加工而成的冲压件。
4 公差等级、符号、代号及数值4.1 平冲压件尺寸公差分10个等级,即:ST1~ST10。
其中ST表示平冲压件尺寸公差、海南新大洲摩托车研究所1998-07-30批准 1998-08-30实施1公差等级代号用阿位伯数字表示,从ST1~ST10等级依次降低。
平冲压件尺寸公差适用于平冲压件,也适用于成形冲压件上经冲裁工序加工而成的尺寸。
QCT汽车冷冲压加工零件未注公差尺寸的极限偏差
中华人民共和国汽车行业标准QC/T 268—1999代替 ZB T04 006.3—89汽车冷冲压加工零件未注公差尺寸的极限偏差1 主题内容与适用范围本标准规定了汽车产品零件图中经冷冲压加工形成的尺寸要素未注公差尺寸的极限偏差。
本标准适用于汽车产品零件图中经冷冲压加工的未注公差尺寸的极限偏差。
2 术语冲裁尺寸:即冲裁件光亮带部分所测得的尺寸。
3 平冲压加工未注公差尺寸的极限偏差3.1 平冲压冲裁长度L、直径D、d未注公差尺寸的极限偏差按图1、表1规定。
注:表1也适用于成形冲压件的平面冲裁工序的平面尺寸,如图1,C图。
3.2 冲裁圆弧半径R的未注公差尺寸的极限偏差按表2规定。
表 2mm3.3 图样上未注明两冲裁边构成的内部和外部棱角圆角半径r(如图1)的值时,r 应不大于公称料厚的70%。
3.4 冲裁角度未注公差的极限偏差按图2、表3规定。
注:当构成角度的短为未给出尺寸的虚边时(图 2c),则按实际存在的边长L确定。
表 34 成形弯曲件的尺寸公差4.1 弯曲长度L、卷圆直径d未注公差尺寸的极限偏差按图3、表4规定。
表 4mm4.2 管子弯曲处允许其外径变形,变形量(最大直径与最小直径之差)按表5规定。
表 5mm注:当管子有联管螺母等零件装配时,变形后的尺寸应保证其在弯曲处顺利通过。
4.3 弯曲角度未注公差的极限偏差按图4、表6规定。
表 65 成形拉延未注公差尺寸的极限偏差5.1 拉延直径d1(图1c)未注公差尺寸的极限偏差按表1放大一级。
5.2 拉延零件深度H未注公差尺寸的极限偏差按图5、表7规定。
表 7mm5.3 加强筋、加强窝高度h未注公差尺寸的极限偏差按图6、表8规定。
表 8mm5.4 成形件圆弧半径r(图3、图5、图6)未注公差尺寸的极限偏差按表9规定。
表 9mm注:若图样上未注明圆弧半径r值,r应不大于公称料厚。
5.5 成形拉延件允许有局部材料减薄或增厚,变薄后的最小厚度为:t最小=0.8t公称-△式中:t最小——材料的最小厚度,mm;t公称——材料的公称厚度,mm;△——材料厚度下偏差的绝对值,mm。
qct268-1999汽车冷冲压加工零件未注公差尺寸的极限偏差
QC/ T 268—1999代替ZB T04 —89汽车冷冲压加工零件未注公差尺寸的极限偏差1主题内容与适用范围本标准规定了汽车产品零件图中经冷冲压加工形成的尺寸要素未注公差尺寸的极限偏差。
本标准适用于汽车产品零件图中经冷冲压加工的未注公差尺寸的极限偏差。
2术语冲裁尺寸:即冲裁件光亮带部分所测得的尺寸。
3平冲压加工未注公差尺寸的极限偏差3.1平冲压冲裁长度L、直径D d未注公差尺寸的极限偏差按图1、表1规定。
注:表1也适用于成形冲压件的平面冲裁工序的平面尺寸,如图 1 , C图。
3.2冲裁圆弧半径R的未注公差尺寸的极限偏差按表2规定。
mm3.3图样上未注明两冲裁边构成的内部和外部棱角圆角半径r (如图1)的值时,r应不大于公称料厚的70%。
3. 4冲裁角度未注公差的极限偏差按图2、表3规定。
注:当构成角度的短为未给岀尺寸的虚边时(图2c ),则按实际存在的边长L确定。
4成形弯曲件的尺寸公差4.1弯曲长度L、卷圆直径d未注公差尺寸的极限偏差按图3、表4规定。
表4mm4.2管子弯曲处允许其外径变形,变形量(最大直径与最小直径之差)按表5规定表5mm4.3弯曲角度未注公差的极限偏差按图4、表6规定。
5成形拉延未注公差尺寸的极限偏差5.1拉延直径di (图1c)未注公差尺寸的极限偏差按表1放大一级5.2拉延零件深度H未注公差尺寸的极限偏差按图5、表7规定。
mm5.3加强筋、加强窝高度h未注公差尺寸的极限偏差按图6表8规定mm5. 4成形件圆弧半径r (图3、图5、图6)未注公差尺寸的极限偏差按表9规定mm注:若图样上未注明圆弧半径值,应不大于公称料厚。
5.5成形拉延件允许有局部材料减薄或增厚,变薄后的最小厚度为:t最小=公称-△式中:t最小——材料的最小厚度,mmt公称— -一材料的公称厚度,mm△――材料厚度下偏差的绝对值,mm6冲压件的孔边距、孔中心距和孔组距的未注公差尺寸的极限偏差6.1带料、扁条料等型材冲孔对边缘距离未注公差尺寸的极限偏差按图7、表10规定表10mm6.2与同一零件连接的组孔中心距未注公差尺寸的极限偏差按图8、表11规定表11mm6.3与不同零件连接的孔组间距未注公差尺寸的极限偏差按图9、表12规定12表表13mm注:)对不同直径孔的孔距极限偏差,按直径的算术平均值确定。
五金行业冲压件未注公差标准gbt15055-2007
五金行业冲压件未注公差标准gbt15055-2007 GB/T15055-2007冲压件未注公差尺寸极限偏差检索表 1. 冲裁尺寸:经冲孔、落料及其他分离工序加工而成冲压件的线性尺寸。
2. 成型尺寸:经弯曲、拉深及其他工序加工而成冲压件的线性尺寸。
3. 冲裁圆角半径:经冲孔、落料及其他分离工序加工而成冲压件圆角半径的线性尺寸。
4. 冲裁角度:在平板或成形件平面处,经冲裁加工而成的角度尺寸。
5. 弯曲角度:经弯曲成形而形成冲压件的角度尺寸。
下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除~~谢谢~~出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
很多人有一样的困惑和吐槽,比如在自己的小家乡多么压抑,感觉自己的一生不甘心这样度过,自己的工作多么不满意,不知道该离开还是拔地而起去反击。
你问我,我也不知道你应该怎么选择,人生都是自己的,谁也无法代替你做怎样的选择。
有一个和我熟识的快递员,我之前与他合作了三年。
最开始合作的时候,他负责收件和送件,我搬家的时候,他帮我安排过两次公司的面包车,有时候他送件会顺路把我塞在他的三蹦子里当货物送回我家。
他时常跟我提起在老家农村种地的生活,以及进城之前父母的担忧及村里人为他描绘的可怕的城里人的世界。
那时候的他,工资不高、工作辛苦、老婆怀孕、孩子马上就要出生了,住在北京很郊区的地方。
一定有很多人想说:“这还在北京混个什么劲儿啊~”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
冲压件尺寸公差标准
冲压件尺寸公差标准引言冲压件是一种常见的金属加工件,其尺寸精度直接影响到产品的质量和功能。
为了确保冲压件的尺寸符合设计要求,制定了一系列的尺寸公差标准。
本文将介绍冲压件尺寸公差标准的相关内容。
冲压件尺寸公差概述冲压件尺寸公差是指在制造过程中,由于加工误差和测量误差等因素导致的尺寸偏差。
尺寸公差标准是根据工程设计要求和实际生产情况制定的,旨在保证冲压件的尺寸精度,在一定范围内控制尺寸误差,以满足产品的功能和性能要求。
尺寸公差的分类尺寸公差可分为以下几种类型:1.全尺寸公差:即对冲压件的所有重要尺寸都给定公差,适用于尺寸间相互独立、互不影响的情况。
2.运动尺寸公差:适用于需要在冲压件之间保持一定运动间隙或配合间隙的情况,例如轴承孔、齿轮啮合等。
3.累积尺寸公差:适用于冲压件的多个尺寸之间存在相对位置关系的情况。
通过对各个尺寸公差进行叠加计算,确定最终的尺寸公差范围。
尺寸公差的表示方法尺寸公差通常用几何公差表示法进行标注,包括以下几种常见表示方法:1.不显示公差:当冲压件的尺寸公差比较宽松或者并不是非常关键时,可以不显示尺寸公差。
2.显示公差:对于重要尺寸和关键特征,应明确地显示尺寸公差,并使用几何公差符号进行标注。
3.波浪线公差:适用于表示某一尺寸在一定范围内可变动的情况,常用于表示配合公差。
4.不等箭头公差:适用于表示两个尺寸之间的关系,可以表示上下限或偏差。
尺寸公差标准的应用为了统一冲压件尺寸公差的标准,国际上制定了一系列的标准和规范,常用的标准有以下几种:1.ISO 2768标准:是一种全尺寸公差标准,适用于一般形状和尺寸的冲压件。
该标准规定了不同精度等级下的尺寸公差范围。
2.JIS标准:是日本产业标准的缩写,对冲压件尺寸公差进行了详细规定。
JIS标准根据冲压件的材料、形状、功能等因素进行分类,并制定了相应的尺寸公差标准。
3.DIN标准:是德国工业标准的缩写,对冲压件的尺寸公差进行了规范。
DIN标准同样根据冲压件的材料、形状、功能等因素进行分类,并提供了相应的尺寸公差标准。
QJD J01008-2012冲压件尺寸公差
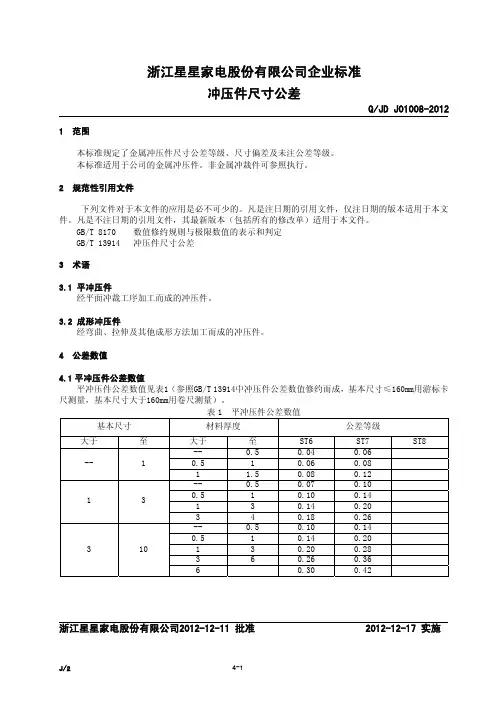
浙江星星家电股份有限公司企业标准冲压件尺寸公差Q/JD J01008-2012续表1 平冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 ST6 ST7 ST8-- 0.5 0.14 0.200.5 1 0.20 0.2810 251 3 0.28 0.403 6 0.36 0.506 0.44 0.60-- 0.5 0.20 0.280.5 1 0.28 0.4025 631 3 .040 0.563 6 0.50 0.706 0.60 0.86-- 0.5 0.26 0.360.5 1 0.36 0.5063 1601 3 0.50 0.703 6 0.64 0.906 0.78 1.10— 0.5 0.4 0.5 0.70.5 1 0.5 0.7 1.0160 4001 3 0.7 1.0 1.43 6 0.9 1.3 1.86 1.1 1.5 2.10.5 0.5 0.7 1.00.5 1 0.7 0.9 1.3400 10001 3 0.9 1.3 1.83 6 1.2 1.6 2.46 1.4 2.0 2.8— 0.5 0.7 1.0 1.40.5 1 1.0 1.4 2.010001 3 1.4 2.0 2.83 6 1.6 2.2 3.26 1.9 2.6 3.64.2 成形冲压件公差数值成形压件公差数值见表2(参照GB/T 13914中成形冲压件公差数值修约而成)。
表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.10-- 10.5 1 0.141 1.5 0.20-- 0.5 0.180.5 1 0.241 31 3 0.343 4 0.44续表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.240.5 1 0.343 101 3 0.483 6 0.606 0.70-- 0.5 0.320.5 1 0.4610 251 3 0.643 6 0.806 1.00-- 0.5 0.400.5 1 0.5825 631 3 0.803 6 1.006 1.20-- 0.5 0.560.5 1 0.7863 1601 3 1.103 6 1.406 1.60-- 0.5 0.8 1.10.5 1 1.0 1.6160 4001 3 1.4 2.23 6 1.8 2.86 2.2 3.4-- 0.5 1.0 1.60.5 1 1.4 2.2400 10001 3 1.8 2.83 6 2.2 3.46 2.6 4.0注:1、材料厚度≤0.5mm成形冲压件尺寸公差等级推荐FT6;2、基本尺寸≤160mm时用游标卡尺测量;3、基本尺寸大于160mm时用卷尺测量。
冲压件公差及选用
冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四角度公差〔GB/T 13915-1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。
DFACB_012-2010 汽车金属冲压件的未注公差尺寸的极限偏差
标准分享网 免费下载
东风汽车股份有限公司标准
DFACB012-2010
汽车金属冲压件的未注公差尺寸的极限偏差
孔的类型
基准孔 安装孔 一般孔
表 8 孔位和孔距公差
孔的位置
孔心距 (孔心相对孔心的距离)
±0.30
±0.20
±0.50
±0.50
±1.00
±0.50
6.4 普通不规则孔的边界公差为:±2.0 mm,如图 5 所示。 6.5 修边位置公差为:±1.0 mm,如图 6 所示。
单位为毫米
孔的类别说明
定位孔 安装和安装过孔 无装配要求用孔
800
±5.0
±3.0
±2.0
800
1250
±6.0
±4.0
±2.5
1250
2000
±7.0
±5.0
±3.0
5.3.2 管子弯曲处允许其外径变形,变形量(最大直径与最小直径之差)按表 4 规 定。
管子外径尺寸 外径变形量
表 4 弯管变形量公差表
≤10
>10~18
1.8
2.5
>18~30 3.5
单位为毫米
6.10 翻边孔孔径公差表 13,翻边高度见表 14,示意图如图 10、图 11。
料厚
孔径 t≤1.2
表 13 翻边孔孔径公差
M5 用(ø4.1) ±0.20
单位为毫米 ,( )内为参考值
M6 用(ø5.1) ±0.20
料厚
翻边高度 t≤1.2
QCT_268-1999_汽车冷冲压加工零件未注公差尺寸的极限偏差
注:表 1 也适用于成形冲压件的平面冲裁工序的平面尺寸,如图 1,C 图。
3.2 冲裁圆弧半径 R 的未注公差尺寸的极限偏差按表 2 规定。
中华人民共和国汽车行业标准
汽车冷冲压加工零件 未注公差尺寸的极限偏差
QC/T 268—1999 代替 ZB T04 006.3—89
1 主题内容与适用范围 本标准规定了汽车产品零件图中经冷冲压加工形成的尺寸要素未
注公差尺寸的极限偏差。 本标准适用于汽车产品零件图中经冷冲压加工的未注公差尺寸的
极限偏差。 2 术语
±0.8 ±1.0 ±0.6 ±0.8
>6
±0.2 ±0.3 ±0.5
注:1)对不同直径孔的孔距极限偏差,D 按直径的算术平均值确定。 2)零件按正常工艺加工,若由于弹性翘曲所引起的偏差超过表 13 的偏差值时,只要能
保证零件装配,仍是允许的。
附加说明: 本标准由国家机械工业局提出。 本标准由全国汽车标准化技术委员会归口。 本标准起草单位:中国汽车技术研究中心组织联合工作组。 本标准主要起草人:刘 力、朱锡全。
表3
角度短边
长度
≤6
L,mm
角度极限 偏差
±1°30′
>6~18 ±1°
>18~50 >50~180 >180~400 >400 ±0°50′ ±0°25′ ±0°10′ ±0°10′
4 成形弯曲件的尺寸公差
4.1 弯曲长度 L、卷圆直径 d 未注公差尺寸的极限偏差按图 3、表 4 规定。
表4
mm
>6~10
冲压件尺寸公差
平板冲裁 成形冲压
1-3 4-6 1-3 4-6
极限偏差的选择: 孔(内形)尺寸的极限偏差取以上公差值冠以“+”号为上偏差,下偏差为0; 轴(外形)尺寸的极限偏差取以上公差值冠以“-”号为下偏差,上偏差为0; 孔中心距,孔边距,弯曲,拉深及其他成形方法而成的长度、高度的极限偏差,取 以上公差值的一半以“±”号分别作为上、下偏差。
公差等级 极限偏差
≤3 +1.00 -0.30
公差等级
f m c v
公差等级
≤10 ±1°00′ ±1°30′ ±2°00′
表4 未注公差成型圆角半径线性尺寸的极限偏差 >3~6 >6~10 >10~18 >18~30 +1.50 +0.25 +3 +4.00 -0.50 -0.80 -1.00 -1.50 表5 未注公差冲裁角度尺寸的极限偏差 短边长度 >10~25 >25~63 >63~160 >160~400 ±0°40′ ±0°30′ ±0°20′ ±0°15′ ±1°00′ ±1°30′ ±0°40′ ±1°00′ ±0°30′ ±0°40′ ±0°20′ ±0°30′
图纸
技术要求: 1.包括公差在内的零件要求以图纸为准,未 注尺寸参考三维数据。 2.未注尺寸公差执行GB/T 15055-2007m级。 3.毛刺高度按JB/T 4129-1999m级。 4.托架零件,材料为08钢,料厚3mm,中批 量生产,要求表面无划痕,孔不允许严重 变形。
冲压件材料的选用
在进行产品的设计时,正确、合理地选择材料是保证产品的最佳性能、工 作寿命、使用安全和经济性的基础。金属材料选用的一般原则如下: 所选用的材料必须满足产品零件工作条件的要求 所选用的材料必须满足零件产品工艺性能的要求 所选材料应满足经济性的要求