NADEX-IWC5A点焊机故障代码
烘炉燃烧控制器故障代码说明

PREPURGE.
在预吹扫阶段,低位火焰连锁开关 不能闭合
21
Running ILK
运行连锁
Running interlock fault during PREPURGE.
在预吹扫阶段,运行连锁故障
22
Lockout ILK
停机连锁
Lockout interlock fault during PREPURGE.
49
Man-Open Sw. On
手动开关闭合
The manual open switch was on when it should be off.
手动开关应断开时闭合
50
Jumpers Wrong
连接卡错
The sequence logic detected a
combination of jumpers that is
用作点火回路V2S阀端子,应断开 时闭合
45
Low Fire Sw. Fire interlock switch failure to close or stay closed.
低位火焰连锁开关不能闭合或闭合 不开
46
Flame Amp Type
火焰放大器 Device specific.
故障代码序号 Fault Code
Fault 1
"NO Purge Card"
霍尼韦尔燃烧控制器故障代码
故障代码 System Failure
无吹扫卡
No card is plugged into the purege card slot
系统故障 无卡插入吹扫卡槽
Fault 2 AC Frequen/noise
33
最新GF WELDING控制器故障代码及解决方法-2012-12-10

Code 代码 E015
Message 故障信息
Remarks 备注
Activities 措施
Check air pressure and electrode force system 检查气压和电极压力系 统 Check value of programmed tolerance (see section 4.4.7.21)检查编程的公差值 Check gun stroke 检查焊钳冲程 Check tips condition 检查电极端 面状态 Check sheets conductivity 检查 钢板导电率 Check line voltage 检查电路电压 Check current sensor positioning and cabling 检查电流 传感器位置和电缆线路
E004
E005
The measured current value was Check value of tolerance (see n-times between %I.min and %I.lim section 4.4.7.19)检查公差值(看 章节 4.4.7.19) ( n = programmed numbers of weld alarm threshold )焊接时,电流检测值在最 Increase weld alarm threshold. (see section 3.1.1.5)增加焊接报 小值和电流极限之间 警极限 The red LED LOW CURR on frontpanel is Check tip force 检查电极端面压力 on. 控制器正面的‘电流过低’红灯亮 Check surface of tips 检查电极端 Possible reasons : 可能原因 面表面状态 Tips do not close 端面没有闭合 Check line voltage 检查线路电压 Tips are damaged 端面受损 Check current sensor ( cabling Voltage drop in power line 能量功率 and positioning )检查电流传感器 线路电压下降 (电缆线路和位置) Current sensor damaged 电流传感器 Check squeeze 检查焊接顺序 受损 Check cables and secondary loop Squeeze time too short 焊接顺序时间 检查电缆和次级回路 过短 Programmed current max.编程电 流大于最大值 Cables or band damaged. 电缆受损
x光机故障代码

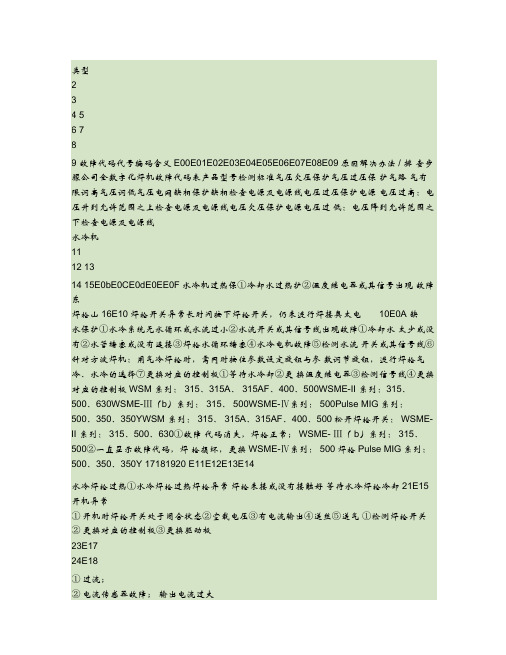
故障代码错误代码错误内容E00 控制台(上位机)与高压发生器(下位机)通信故障E01 开机,手闸I档故障E02 开机,手闸II档故障E03 开机,脚闸故障E04 主逆变电源故障E05 系统自检,A/D转换出错(AD7828)E06 下位机向RAM写灯丝值出错(2864)E07 非曝光状态,阳极启动E08 小焦点故障(F1FLT)E09 系统自检,小焦点预热错误故障E10 大焦点故障(F2FLT)E11 系统自检,大焦点预热错误故障E12 管球温度1、2报错E14 KV的A/D反馈值超过设定值+20%E15 KV的A/D反馈值低于设定值-20%E16 MA的A/D反馈值超过设定值+20%E17 MA的A/D反馈值低于设定值-20%E18 阳极启动转速过低E19 手闸I档有效5S后,无手闸II档,报错E20 MA过冲(超过最高软件MA设定值)E21 MA过低(低于最低软件MA设定值)E22 曝光时间未到,手闸II档提前下闸,报错E23 曝光结束10S后,手闸I档仍未下,报错E24 KV过高(KVOVER)E25 IPM故障(IPMFLT)E26 超过硬件最大允许MA值(MAOVER)E27 8279(ROM错误)故障E28 灯丝1反馈超过设定值E29 灯丝1反馈低于设定值E30 灯丝2反馈超过设定值E31 灯丝2反馈低于设定值E32 2864灯丝值错误(低于最小,大于最大)E33 KV+的A/D反馈超过设定值+20%E34 KV+的A/D反馈低于设定值-20%E35 KV-的A/D反馈超过设定值+20%E36 KV-的A/D反馈低于设定值-20%E37 小焦点灯丝预热故障(AD反馈值过小)E38 小焦点灯丝预热故障(AD反馈值过大)E39 大焦点灯丝预热故障(AD反馈值过小)E40 大焦点灯丝预热故障(AD反馈值过大)E41 KV过冲(超过软件最高KV设定值)E42 KV过低(低于软件最小KV设定值)E43 小焦点快速增温超过极限值E44 大焦点快速增温超过极限值E50 AEC工作状态下,曝光时间未到,手闸II档提前下闸,报错E51 空载小焦点自检故障E52 空载小焦点自检故障E60 上位机运行中,2864故障E61 下位机运行中,2864故障E62 上位机写灯丝值2864故障E63 上位机键控故障。
奥太焊机常见故障排查说明

6
E0A
缺水故障 ② 电路故障
a. 水流开关故障
b. 水冷机内断线
c. 主控板故障
d. 控制水泵用固态继电器故障
③ 焊机水冷/气冷设置错误
① 焊枪开关损坏
② 焊枪开关长时间误按下,输出无电流
7
③ 电路故障
E10
焊枪开关故障
a. 控制电缆短路
b. 信号线短路
c. 主控板故障
① 开机时焊枪开关处于闭合状态
① 使用原因
a. 焊丝被卡死
b. 焊枪没有拉直
c. 导丝管扭曲或者堵塞
17
E30
送丝机 过流故障
d. 导电嘴堵塞 ② 电路故障
a. 电机故障
b. 送丝机电缆短路
c. 主控板故障
d. 光栅反馈板故障
① 电路故障
a. 控制电缆断线
18
E31
电机开路故障
b. 送丝电机故障
c. 主控板故障
① 电路故障
送丝机
③、主控板损坏
①、控制电缆断线或接触不良
②、控制面板元件损坏
③、控制面板电路板损坏
5
焊接参数不可调
④、焊机主控板损坏
⑤、焊机内分流器反馈线断或电流传感器损坏
⑥、焊机内电压反馈线断
①、气体流量调节不正确
②、气体剩余量不足
③、气管漏气
④、气体调节器损坏
⑤、电磁阀损坏
6
气体保护异常
⑥、送丝机控制电缆断线或接触不良
② 开机出现空载电压
a. 驱动板故障
8
E15
开机异常
b. 主控板故障 ③ 开机有电流输出
a. 驱动板故障
b. 主控板故障
c. 电流传感器故障
NIMAK焊机故障报警信息

NIMAK焊机故障报警信息及故障原因和解决处理方法01Synchronizing voltage error记述:电压同步错误原因1:电源开关断开。
(急停被置)处理方法:合上电源。
原因2:电力保险损坏。
处理方法:更换保险。
原因3:控制变压器电源单元保险损坏。
处理方法:如果可能更换电源单元或检查并更换保险。
02 Unassigned无赋值(无指派)locked03 Program记述:程序被锁原因: 启动了有病的焊接程序,或许在焊接规范中正确的数据不能呈现。
处理方法:核对确定数据下载到规范中的历史纪录,核查确定相应得体的规范数据备份,如果不是这情况,替换这规范并把正确的数据下载到焊控器中。
module′s battery is empty04 The记述:焊控器的电池用空。
(模块里没有放置电池)处理方法: 更换电池。
无赋值05 Unassigned06 No electric current setpoint value记述:没有输入电流值。
07 Emergency stop has been op e rated记述:已操作急停。
(突发情况阻止已经执行)24v 电源自动空开断开,急停线路断路。
08 Measuring circuit open记述:测量线圈开路。
原因:电流线路传感器不通。
测量线路不通。
测量传感器不通。
09 Measuring circuit sho r t circuit记述:测量线圈短路。
原因:电流传感器或它的线路短路。
11 End of electrode life记述:电极头生命结束。
原因:编程中最多点数超出或计数器点数超出。
解决方法:删除没必要的计数器。
10 Unassigned 无赋值12 Externalerror记述: 外部错误。
原因1:相关的信号源显示错误,一个低能量在多功能输入呈现。
(水流量开关)解决方法:诊断相关的错误信号源,例如:水流开关确保适量的水流量。
易特流焊机故障代码

易特流焊机故障代码我们以用户至上为原则,本着专业、创新、沟通的态度,不断采用新技术、先进的设备和产品,为用户提供优化的自动化解决方案,与用户共进步、同发展。
本公司长期供应易特流焊机配件,并且专业维修易特流各种型号逆变焊机,高效服务、价格低廉。
欢迎广大客户前来咨询!大家在维修易特流电焊机常常因为没有配件而烦恼,针对配件供应不足情况,特开发了市场销量比较大的两种机型:一是4.0焊条专用机电流最大280A;二是电流达400A(E5机型);易特流焊机故障代码解决方案1. LED显示屏显示“EE01”欠压及“EE02”过压保护代码a、检查电网电压是否正常,如电压低于300V时,会出现“EE01”保护代码;如电压高于435V时,会出现“EE02”保护代码,请联系上海岩畅机械有限公司,更改软件数值b、如电网电压正常,且本公司已指导更改软件数值,仍出现“EE01”或“EE02”保护代码,则为智能控制模块故障,需要更换2.焊机不工作,LED显示屏出现闪烁或显示“EE08”过热保护代码a、检查阳光是否直射机身,造成机器使用温度过高,而出现过热保护代码。
(应适当遮挡,避免焊机在高温环境下长时间工作)b、检查风机是否运转。
如果风机不转,可能是由于机内不散热,导致机器出现过热保护,需要更换风机并让焊机休息5分钟左右再工作;如风机转动正常,出现过热保护,请将焊机在空载状态下休息5分钟左右,等机器散热后再使用c、检查焊机散热部件风道是否积灰过多,先吹灰处理,再提醒用户一定要定时清除灰尘d、使用电流是否长时间超过持续拉载电流,因超负荷连续工作,焊机内部器件过热,导致过热保护,请将焊机在空载状态下休息5分钟左右,等机器散热后再使用。
e、如排除以上现象,仍出现闪烁或“EE08”,则为智能控制模块故障,需要更换3.焊机不工作,LED显示屏显示“EE08”( 08年以前老式机器)或“EE11”热敏电阻开路代码a、热敏电阻线插座是否插错位置b、热敏电阻线插头是否插牢(拔下重新插上或者晃动插牢)c、热敏电阻阻值是否正常,55K左右d、热敏电阻在IGBT逆变部件压板(电路板)上的2个接点是否短路4. 焊机不工作或小电流可以焊接,LED显示屏显示“EE16”缺相保护代码a、焊机工作时,LED显示“EE16”a)检查三相输入电源线是否接牢、电源线中间是否有断开,虚接现象b)检查输入三相电网电压是否正常,如三相不平衡,悬殊太大会出现此代码b、开机时,LED显示屏显示“EE16”a)检查IGBT逆变部件与智能控制模块相连接的蓝色2芯插座缺相线是否虚接b)检查IGBT逆变部件上的3W/240K电阻阻值是否正常c)若无以上故障,则为智能控制模块故障,需要更换5. LED显示屏显示“EE28”电网保护代码a、检查电网电压,如果电压高于460V时,会出现此代码b、如电网电压正常,可能是因为误操作进入通道,通道数值被改动,请联系易特流本公司,更改软件数值6. 焊机不工作,LED显示屏显示“EE32”无输出电压代码a、检查电网电压,如果电压低于260V时,会出现此代码b、用万用表通过输出端检测整续流部件的整续流管是否被击穿c、检查智能控制模块与输出端正负极相连接的一橙一白正负反馈线是否断开或插座接触不良d、检测高频变压器次级是否短路(故障率很低)e、若无以上故障,则为智能控制模块故障,需要更换7.LED显示屏显示“EE64”无驱动电压代码a、检测电网电压是否正常,电压在低于250V时,会出现EE64保护b、如电压正常,还出现“EE64”保护,或出现“EE64”之后再出现其它故障代码(乱码),则为软件故障,需要更换智能控制模块8.LED显示屏无显示,但焊机工作正常a、检查LED表头线是否插牢(拔下重新插上或者晃动)或者是线头脱落b、如无上述现象,请更换LED显示屏9.LED显示屏无显示,且无空载电压,焊机不能正常工作a、检测输入电网电压是否正常,三相输入电源线是否接牢。
奥太故障代码(精)
500WSME-Ⅳ系列:500Pulse MIG系列:500、350、350YPulse MIG系列:500、350Pulse MIG系列:500、350、350YZX7 系列WSM 系列WSME 系列山东MZ 系列奥太电气有限公司NbC 系列MIG 系列8485868788899091929394959697989910010110210310410510610710810911011111 2113114115116117118119120121122123124125126127E54E55E56E57E58E59E5AE5bE5CE5dE5EE5FE60E61E62E63E64E65E66E67E 68E69E6AE6bE6CE6dE6EE6FE70E71E72E73E74E75E76E77E78E79E7AE7bE7CE7 dE7EE7F 128129130131 132E80E81E82E83E84E85E86E87E88E89E8AE8bE8CE8dE8EE8FE90E91E92E93E94E95E96E97E98E99E 9AE9bE9CE9EE9FEA0EA1EA2 重新上电复位,或更换模块机器人1331341351361371381391401411421431441451461471481491501511521531481491 50151152153154155群控山东奥太电气有限检查转接板模块指示灯状态,进行相应处理或更换模块;检查转接板模块指示灯状态,根据指示dEV 总线故障dEV 总线不能成功建立连接检查总线连接、总线电源、终端电阻、总线波特率是否正确无机器人准备机器人没有上电或没有初始化完成,即检查机器人是否正常,或更换焊机主控好信号机器人没有给出准备好信号板外部控制器(机器人、专机)给定参数将外部设备(机器人、专机)的给定调给定超限超过当前焊接程序允许范围至适当范围无对应焊接程机器人给定的程序通道没有对应数据修改机器人给定参数,切换到有专家数序库,或调用的存储通道没有存储参数据库和已存储焊接参数的通道紧急停机机器人或专机出现故障公司焊机与dEV 接①与dEV 接口间通信线断开口通信失败②dEV接口故障dEV控制器与①dEV控制器收不到来自dEV 收发模块的dEV 收发模块数据;通信失败②收到的数据持续出错dEV 收发模块dEV收发模块不能正常完成初始化初始化失败dEV 收发模块dEV 收发模块不能正常工作故障①检查通信线、接口电源②更换接口重新上电复位,检查模块供电或更换模块DC 系列LGK 系列185 186 187EC0EC1EC“2推拉丝校准——开路”未执行推拉丝系统校正过程测量不正确. 山188EC3进行“推拉丝校准——开路”重新进行推拉丝系统校正重新进行推拉丝校正.如果仍然出现此代拉丝马达不提供实际转速信号码信息,请与售后服务商联系。
得宝机器的操作代码及错误代码.

得宝机器的操作代码及错误代码 E001 主电机(M1)不正常;主电机基板装置不正常;主基板装置不正常;编码传感器(PS7)不正常当印鼓旋转指示灯亮,编码传感器;(PS7)在1秒内不能检查边缘 E002 升降电机(M2)不正常;升降上限传感器(PS9)不正常;升降下限传感器(MS6)不正常;驱动基板不正常;主基板不正常;升降机运作不正常当升降电机(M2)向上运动在9秒内升降机不能到达上限自检信息指示灯亮当升降电机(M2)向下运动在9秒内升降机不能到达下限自检信息指示灯亮 E003 裁切电机(M5)不正常;在操作侧(MS1)上的裁切限位不正常;在非操作侧(MS2)的裁切限位不正常;驱动基板不正常;主基板装置不正常;蜡纸在裁切装置部分卡纸裁切电机在裁切电机驱动信号发出3秒内不能到达可移动裁切刀的限位开关自检指示灯亮 E004 组合指示灯不正常;变压器装置不正常;CCD不正常;AD基板不正常;主基板不正常组合灯亮度检测,由CCD接收的光量不能到达规定值(只履行一次光量检查,电源闭合) E005 油墨滚筒升\降电机不正常电机在油墨滚筒升\降电机驱动信号送出15秒内不能触及相关开关 E006 触压电机不正常送出触压电机旋转指示令后25秒内,电机未能触及相关开关 E008 1\F基板装置不正常;IPC1\F基板装置不正常;在在线制版时,主基板装置和1\F基板装置之间出现信息错误 E009 直流稳压电源不正常;热敏头基板不正常;热敏头不正常开始制版时,热敏头驱动电压没有达到规定值 E201 ADF出故障 E301 A分类机传送电机出故障 E302 A分类机箱装置出故障E303 B分类机传送电机出故障 E304 B分类机箱装置出故障 E305 分类机桥电路电机故障 E306 A分类机订书机出故障 E307 B分类机订书机出故障得宝DP一体机操作代码序号分类说明 00 版本显示 ROM版本显示 01 功能检测滚筒转速显示/调节排纸带速/油墨滚筒升降电机动作/触压开关操作 03 动作检测纸带分组器动作检测 04 动作检测补充油墨 SP05 传感器和开关显示排版\天地限位\天地中心\原稿盖板\返回位置的各传感器用[0][1]或2位数值表示传感器状态印刷键:按下此键表示[显示1],释放此键[显示2] 显示1 [ **] 卸版传感器的接收光量(PS3 [00]—[63 无蜡纸≤45 有蜡纸≥无蜡纸时的值 PS05 显示2 [****] 天地限位传感器(PS10)遮光=1 天地中心传感器(PS11)遮光=1 原稿压板传感器(PS2)遮光=1 停止位置传感器(PS1)遮光=1 SP06 传感器开关显示 A/C模式传感器\B方式检验传感器\编码器\压印辊传感器\滚筒停止\堵纸传感器\着版、卸版位置传感器\卡纸\印鼓停止位置,卡纸位置检测传感器原稿方式键:文字方式键显示传感器状态清单如下用0 和1 表示传感器状态按下印刷键,显示如下状况显示 1 [****] 编码检验(PS7) 0或1 每读8次在0和1之间转换升降机上限传感器(PS9)遮光=1 A/C方式检测传感器(PS30)遮光=1 B方式检测传感器(PS30)遮光=1 如果按下印刷键并立刻松开,会出现下列状态显示2 [****] 印鼓蜡纸着版/脱版位置传感器(PS6)遮光=1 卡纸传感器接收光遮光=1 印鼓停止/卡纸检测位置传感器遮光=1 P滚筒传感器(PS7)遮光=1 原稿方式键下表为图像方式键显示状态如果按下印刷键并立即松开,会出现下列显示显示3 [****] 卡纸传感器接收光量 0----255 缺纸-----剩纸 07 传感器开关显示切刀限位开关(限位)\滚筒转动开关(有无转动)\版纸设置\纸开关\滚筒盖开关用0和1显示开关的状态印刷键:按下此键显示 [显示1],松开此键,出现[显示2] 显示1 [****] 滚筒旋转开关(SW3) PUSH=1 裁切刀限位开关(返操作侧)(MS2) PUSH=1 裁切刀限位开关(操作侧)(MS1) PUSH=1 [****] 前盖开关 SW (MS5)盖打开 =0 用纸开关SW(MS7) PUSH=1 升降下限开关SW(MS6) PUSH=0 蜡纸调节开关SW(SW4) PUSH=1 08 传感器开关显示扫描器\CCD传感器\接纸板检测开关(升降机下降)\卷芯满开关\给纸板设置开关\滚筒有无用0和1表示开关状态按下印刷键即可显示显示 [****] 滚筒检测开关 SW(MS4)滚筒检测=1 升降机下限开关SW(SW2) PUSH=1 卷蕊已满开关SW(MS8) PUSH=1 上盖开/关检测开关SW(MS2)盖子打开=0 09 动作检测DP2050=》》》滚筒停止位置检测 DP31===》蜡纸着版位置,卡纸检测位置,蜡纸脱版位置,印鼓停止位置 10 动作检测灯管\扫描电机运动检查 11 传感器开关显示原稿浓度值显示 12 动作检测 AD电路板存储 13 传感器开关显示末端标志传感器按下印刷键显示下列开关状态显示 [****] LO触压限位开关开=1 触压中心开关开=1 油墨滚升/降开关开=1 按下印刷键并立即松开,将会出现下列状态显示[**] 尾部标志传感器(PS3)的接收光量 00 63 14 总计数制版总数显示重新设置15 动作检测供墨电机运行检测 16 调整\说明联机制版时,制版开始位置的修正 17运行检测检测切刀电机运行 18 运行检测检测反转电机运行 19 总计数显示印刷总数,重新设置 20 运行检测检测版夹电机的运行及版夹夹紧位置 21 功能检测 ADF 功能检测 22 调整\说明在制版边纵向倍率补正量设定 23 调整\说明图象方式与原稿扫描暗度的确定 000 标准------001----010----011—100—101----110---111为最大 24 调整\说明印刷边纵向倍率修正量设定 000 标准------001----010----011—100—101----110---111为最大(1等级:0.25) 25调整\说明应用自动进稿器时,修正原稿基底的白色度 000 标准------001----010----011—100—101----110---111为最大 26 调整\说明修正图像方式下原稿浓度白基底的白色度 000 标准------001----010----011—100—101----110---111为最大 27 调整\说明将所有帮助程序进行初始化处理 28 调整\说明纸带分组器,蜂鸣器,磁卡计数器的设定 29 调整\说明调节蜡纸纵向进给长度(蜡纸头余量的调节 000 标准------001----010----011—100—101----110---111为最大 PS30 运行检测测试文本的制版和印刷===》》测试样张 31 调整\说明预印刷张数设定 0000(0张)------0001(1)----0010(2)----0011(3)->---1111(15张 32 调整\说明首张印速\卸版故障检测设置 *0** 第一张约45转 *1** JOG速度(15转 33 调整\说明文字方式白度补正 (原稿浓度白基底修正 000* ----*-001----*010----*011—*100—*101----*110-最大标准值---*111 35 调整\说明扫描器顶端的起始阅读位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 36 调整\说明扫描器纵向边(操作边)起始阅读位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 37 调整\说明应用扫描器时制版的起始位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 40 调整\说明当使用扫描器时,修正轮廓最亮处的浓度状态 41 调整\说明自动复位设置\重复计数显示42 调整\说明纸张选择规格设定 43 调整\说明热敏头电阻值设定 44 调节/参数调节设置热敏头电阻值级别的设定 45 调节/参数调节特殊用纸长度设定(下位4Bit)46 调节/参数设置特殊用纸长度设定(上位4Bit) 47 调节/参数调节特殊用纸宽度设定(下位4Bit) 48 调整\说明横向扫描时缩小量的调节 49 调整\说明读取侧中心倍率设定 50 调整\说明文字方式原稿读取浓度设定 51 调整\说明调整测试文本的制版浓度 52 调整\说明联机条件设定 53 调整\说明联机制版时横向(操作侧)制版开始位置调整 54 调节/参数调节主基板分类机功能检测 55 调整\说明油墨检测,切刀运转方式设定 56 调整\说明联机制版时,横向制版开始位置调整 57 调整\说明选择控制语言开关 59 末端传感器设置(图像档H--13) 60 调节/参数调节选择自动清除方式和良好启动方式 61 调节/参数调节显示参数 62 调节/参数设置显示选择的参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
故障代码 E01 E02 E03 E04 E05 E10 E11 E12 E13 E15 E20 E21 E22 E23 E24 E25 E26 E27 E28 E29 E30 E31 E32 E33 E40 代码内容 系统故障 内部电源故障 内部零部件故障 未检测到气压控制器 未检测到沉降检测器 低电压 非法工频频率 低电压焊接 高电压 直流母线电压故障 内存数据错误 电流程序误差 压力程序错误 时间程序错误 蓄电池电压下降 学习数据错误 监视缓冲区错误 参数数据错误 监控数据错误 内存数据更新 无电流故障 可控硅短路电流过大 主熔断器开 无焊接 故障 副电缆断路 故障代码 E41 E42 E43 E44 E45 E46 E47 E48 E49 E50 E51 E52 E54 E55 E56 E57 E58 E59 E60 E61 E62 E63 E64 E65 E67 代码内容 副电缆短路 压电阀电缆断路 压电阀电缆短路 二次CT断线 沉降检测 无功焊接 主电缆断路 主电缆接地 主电缆接地ing 可控硅/晶体管过热 无水流 焊接变压器过热 风扇故障 电阻降低错误 电阻最大错误 平均电压错误 联锁装置故障 奇偶校验错误 极低的电流 低电流 高电流 交流控制失效 监测电流故障 i-可用低 焊接时间不足 故障代码 E68 E69 E73 E76 E77 E78 E79 E80 E81 E82 E83 E84 E85 E86 E87 E88 E89 E90 E91 E92 E93 E98 E99 代码内容 校正电流故障 缺少范围 一步完成 无功焊接 低热 电阻故障 质量故障 高电阻 MC故障 检测线断线 计数完成 试验无效 提示修整失败 再现故障 无件焊接 串联电阻故障 焊枪故障 设置的程序错误 选择故障 AHC故障 网络故障 通信故障 未定义的故障