焊接工序特殊过程确认记录
特殊过程确认记录
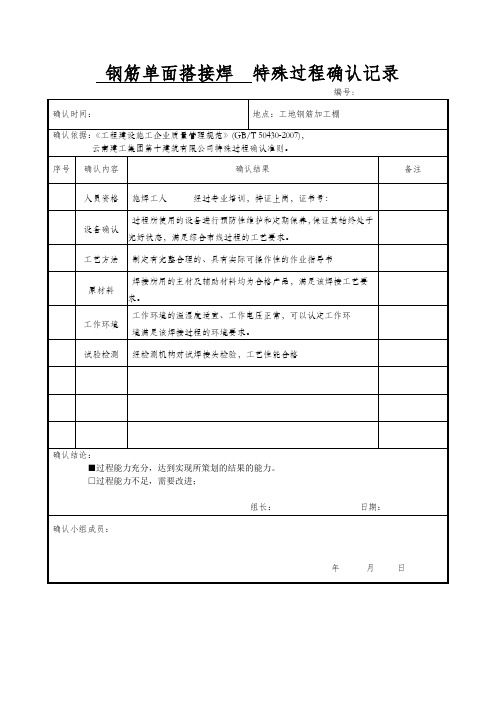
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
焊接特殊过程能力确认记录
焊接特殊过程能力确认记录
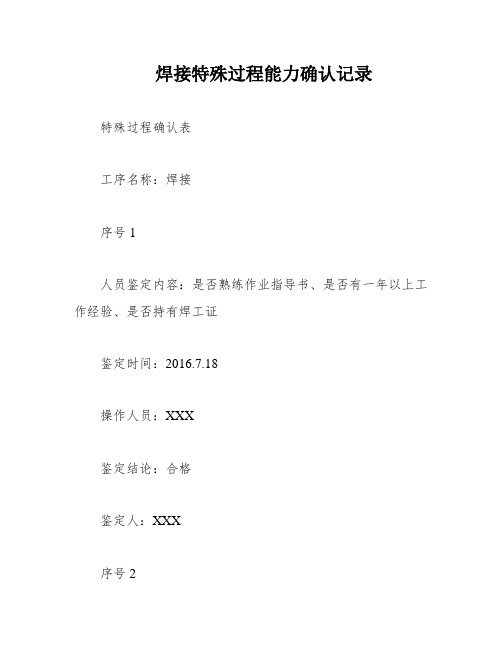
特殊过程确认表
工序名称:焊接
序号 1
人员鉴定内容:是否熟练作业指导书、是否有一年以上工作经验、是否持有焊工证
鉴定时间:2016.7.18
操作人员:XXX
鉴定结论:合格
鉴定人:XXX
序号 2
设备鉴定内容:设备是否完好状态、气压表是否检定合格、是否编制了操作规程
鉴定时间:2016.6.18
测试鉴定时间:-
鉴定结论:合格
鉴定人:XXX
序号 3
焊丝检查:焊丝夹头是否破损、焊丝规格是否φ1.6-2.0
过程参数内容:电压220-380V、焊接电流设置180-200A
鉴定时间:2016.7.18
鉴定结论:合格
鉴定人:XXX
产品检验:
产品质量符合要求,产品合格。
结论:
设备能够正常生产,产品质量合格,能够达到生产和质量要求。
人员能够了解工艺及产品质量要求,能够正确操作设备,使用的工艺参数适宜。
注:首先要对特殊过程进行识别,然后对一个特殊过程分别进行能力评定。
能力评定一般从人员能力、设备及其过程参数等三方面进行。
人员能力:首先是审查其上岗资格,从事本过程的丰富经验和业绩。
设备能力:审查是否满足工艺方案和质量保证措施的要求。
特殊过程确认iso13485 与GMP PCBA报告-焊接
苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯特殊过程确认报告-焊接研发部根据加工生产过程中工序对产品质量的影响程度,特确定焊锡过程为特殊过程:为确保焊锡过程能按标准规范完成,特加以确认。
一、人员安排:从事焊接过程的操作人员都是经过专业培训合格的人员,分别如下:操作人员:1.何小丁2.李孟贵二、适用范围:适用于本公司特殊过程-焊接的控制三、设备:电烙铁四、PCB板焊接检测:检查电路板是或有:短路、断路、虚焊、少焊、铜箔脱落、堆锡,错插、漏插现象;检查方法:(一)短路和断路路:万用表二极管档检测,短路:用万用表的红黑表笔分别接触焊盘,如听见蜂鸣声,则表示导通(既断路)如果万用表没出现蜂鸣声,则表示断路。
(二)虚焊:1、直观检查法一般先寻找发热的元器件,如功率管、大电流二极管、大功率电阻、集成电路等,这些元件因为发热容易出现虚焊,严重的直接可以看出,轻微的可以用放大镜观看。
一般刚焊好的引脚是很光润的。
当边缘受到影响时,由于不断地挤压和拉伸,会变得粗糙无光泽,焊点周围就会出现灰暗的圆圈,用高倍放大镜看可以看到龟裂状的细小的裂缝群,严重时就形成环状的裂缝,即脱焊。
所以,有环状黑圈的地方,即使没有脱焊,将来也是隐患。
大面积补焊集成电路、发热元件引脚是解决的方法之一。
2、电流检测法检查电流设定是否符合工艺规定,有无在产品负载变化时电流设定没有相应随之增加,使焊接中电流不足而产生焊接不良。
3、晃动法就是用手或摄子对低电压元件逐个地进行晃动,以感觉元件有无松动现象,这主要应对比较大的元件进行晃动。
另外,在用这种方法之前,应该对故障范围进行压缩.确定出故障的大致范围,否则面对众多元件。
逐个晃动是很不现实的。
4、震动法当遇到虚焊现象时,可以采取敲击的方法来证实,用螺丝刀手炳轻轻敲击线路板,以确定虚焊点的位置。
焊接工序特殊过程确认记录
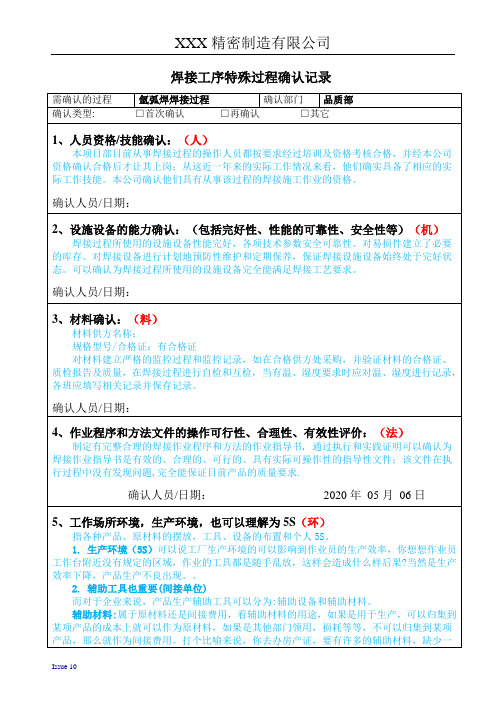
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
确认人员/日期:
2、设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)(机)
焊接过程所使用的设施设备性能完好,各项技术参数安全可靠性。对易损件建立了必要的库存。对焊接设备进行计划地预防性维护和定期保养,保证焊接设施设备始终处于完好状态。可以确认为焊接过程所使用的设施设备完全能满足焊接工艺要求。
制定有完整合理的焊接作业程序和方法的作业指导书, 通过执行和实践证明可以确认为焊接作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
确认人员/日期:2020年05月06日
5、工作场所环境,生产环境,也可以理解为5S(环)
指各种产品、原材料的摆放,工具、设备的布置和个人5S。
焊接
需确认的过程
氩弧焊焊接过程
确认部门
品质部
确认类型:□首次确认□再确认□其它
1、人员资格/技能确认:(人)
本项目部目前从事焊接过程的操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程的焊接施工作业的资格。
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
特殊过程焊接工艺确认

特殊过程焊接工艺确认
1、是否有详细的工艺文件:
■ 有□ 无
2、工艺文件名称及编号:编号:
名称:QHJC/QS—3010 《焊接工序操作规程与技术要求》
第二部分焊工岗位操作规程
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗:
■ 是□ 否
2、设备是否经过验证且完好:
■ 是□ 否
3、是否按规定对过程进行监控:
■ 是□ 否
4、是否按规定对过程监控结果进行记录:记录名称:
埋弧焊接控制参数记录表 JX/QS-O71参数名称:
监控结果:板厚12108焊丝规格1、
21、
21、2监控电流250A250A250A焊接速度600mm600mm650mm监控时间7、309、30
13、30操作工全文结束》》x全文结束》》x全文结束》》x 工艺参数名称工艺参数要求是否监控焊条烘培温度/时间250C /2
小时监控焊接参数1、板厚:8-14监控2、焊接电流:250A监控3、焊接电压:32-34V4、焊速150-800mm/min5、焊丝:1、2mm监控
4、进入该过程的原料的控制如何是否有合格证明:
■ 有□ 无对过程输出的验证名称质量要求实际结果样品数焊缝外观不允许有裂纹、焊瘤、夹清、气孔、咬边等无2基焊缝等高07U关键部件的装配环境进行必要的控制,以确保过程质量。
2、4、3特殊过程的控制,应注意以下几点:焊接工序焊工序等A 所用材料及与之相对应的工艺规程是否符合产品要求,必须确认它们的符合性,适应性,必要时加以验证。
B 对影响焊接质量的过程参数,按工艺规程要求进行控制和检测,并加以检查和记录,以保证过程质量。
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程确认记录

确认结论:
□过程能力充分,达到实现所策划的结果的能力。
□过程能力不足,需要改进。
改进措施:
焊接过程确认记录
需确认的过程Βιβλιοθήκη 焊接过程确认部门确认类型:□首次确认□再确认□其它
作业程序和方法文件的操作可行性、合理性、有效性评价:
制定有完整合理的焊接作业程序和方法的作业指导书,通过执行和实践证明可以确认为焊接作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
确认人员/日期:
人员资格/技能确认:
本项目部目前从事焊接过程的操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程的焊接施工作业的资格。
确认人员/日期:
监控及记录情况确认:
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:2016年08月26日
设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)
焊接过程所使用的设施设备性能完好,各项技术参数安全可靠性。对易损件建立了必要的库存。对焊接设备进行计划地预防性维护和定期保养,保证焊接设施设备始终处于完好状态。可以确认为焊接过程所使用的设施设备完全能满足焊接工艺要求。
焊接过程确认记录
焊接过程确认记录
过程确认记录
需确认的过程电路板手工焊接过程确认部门生产部作业程序和方法文件的操作可行性、合理性、有效性评价:
制定有完整合理的电路板手工焊接工艺规范,通过执行和实践证明可以确认为电路板手工焊接工艺规范是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,能保证目前产品的质量要求.
确认人员:日期:
设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)
焊接过程所使用的设备性能完好,各项技术参数安全可靠。
对焊接设备进行计划地预防性维护和定期保养,保证焊接设备始终处于完好状态。
可以确认为焊接过程所使用的设施设备完全能满足电路板手工焊接工艺规范要求。
确认人员:日期:
人员资格/技能确认:
本项目部目前从事焊接过程的操作人员都具有两年以上手工焊接工作经验,并经本公司资格确认合格后上岗;从这近一
年来的实际工作情况来看,他们确实具备了相应的实际工作能力。
本公司确认他们具有从事手工焊接过程的作业的能力。
确认人员:日期:
监控及记录情况确认:
建立有焊接过程的验收记录并配置合格的监测设备(如老化试验室振动试验台等)进行控制。
验收记录涉及监控内容如:焊接温度、时间等参数要求;确保焊接过程的质量符合要求。
确认人员:日期:
确认结论:
√过程本领充分。
□
□过程能力不足,需要改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对于生产上的辅助设备包括配件等。在我国有些企业经常会因为机器缺少配件给停工。
确认人员/日期:
5监控及记录情况确认:(测)
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,达到实现所策划的结果的能力。
确认人员/日期:
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,Байду номын сангаас验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
2. 辅助工具也重要(间接单位)
而对于企业来说,产品生产辅助工具可以分为:辅助设备和辅助材料。
辅助材料:属于原材料还是间接费用,看辅助材料的用途,如果是用于生产,可以归集到某项产品的成本上就可以作为原材料,如果是其他部门领用,损耗等等,不可以归集到某项产品,那么就作为间接费用。打个比喻来说,你去办房产证,要有许多的辅助材料,缺少一个你的房产证就办不下来。其实道理很明白也就是说在产品生产过程中这些一个都不能少。
焊接
需确认的过程
氩弧焊焊接过程
确认部门
品质部
确认类型:□首次确认□再确认□其它
1、人员资格/技能确认:(人)
本项目部目前从事焊接过程的操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程的焊接施工作业的资格。
制定有完整合理的焊接作业程序和方法的作业指导书, 通过执行和实践证明可以确认为焊接作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
确认人员/日期:2020年05月06日
5、工作场所环境,生产环境,也可以理解为5S(环)
指各种产品、原材料的摆放,工具、设备的布置和个人5S。
确认人员/日期:
2、设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)(机)
焊接过程所使用的设施设备性能完好,各项技术参数安全可靠性。对易损件建立了必要的库存。对焊接设备进行计划地预防性维护和定期保养,保证焊接设施设备始终处于完好状态。可以确认为焊接过程所使用的设施设备完全能满足焊接工艺要求。