汽车车身点焊基础理论
现代汽车白车身焊接工艺详解
求
求
全为镀锌、铅、 铬、铜或带涂层 钢板
全为低碳钢板
板在1.8以内 板在2.0以内
三层板搭接
三层板以上 搭接
全为镀锌、铅、 较厚板在2.0 铬、铜或带涂层 以内
钢板
全为低碳钢板 较厚板在3.0 以内
不允许
3.6以内 5.4以内
排列顺序要求
No. 排列顺序
说明
料厚要求
厚板在中间,薄
1
板在两侧
最薄料厚:
0-0.3 0-0.5 0-0.5 0-0.8 0-1.0
二氧化碳气体保护焊优、缺点
• 优点: • 适合焊接薄板及进行全位置焊接,生
产率高,变形小。 • 抗锈能力强,对工件表面质量要求不
高。
• 焊接质量好,强度比电阻焊高。
二氧化碳气体保护焊优、缺点
• 对上下板之间装配精度要求不太严格。 • 缺点: • 产生烟尘及有毒气体。
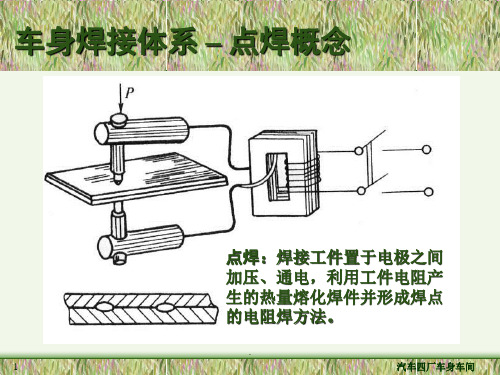
• 单点双面点焊,焊点直径Φ6(5√T)。 • 点焊:焊件装配成搭接接头,并压紧
在两电极之间,利用电阻热熔化母材 金属,形成焊点的电阻焊方法。 • 搭接接头要求:
搭接接头要求
• 搭接边不小于14mm,(有效搭接) • 板料越厚,搭接宽度适当放宽。
搭接形式 两层板搭接
厚度要求
材料
单层料厚要 合计料厚要
• 凸点位置要求:焊接同种金属时,应将凸 点冲在较厚的工件上;焊接异种金属时, 应将凸点冲在电阻率较高的工件上,但当 在厚板上冲出凸点有困难时,也可在薄板 上冲凸点。
• 凸点形状要求:推荐采用圆球型凸点,也可以 做成长形的(近似椭圆形)
点焊(悬挂式点焊机、固定式点焊机)
• 电阻焊包括:点焊、凸焊、缝焊、对 焊。
第4章 车身焊接讲解
一、电阻点焊的特点 电阻点焊是汽车制造厂在流水线上对整体式车身进行焊接时最常
用的一种方法。在整体式车身上进行的焊接生产中,有90%~95 %都采用电阻点焊。 电阻点焊焊接有下列优点: (1)焊接成本比气体保护焊等低。 (2)没有焊丝、焊条或气体等消耗。 (3)焊接过程中不产生烟或蒸气。 (4)焊接时不需要去除板件上的镀锌层。 (5)焊接接头的外观质量与制造厂的焊接接头完全相同。 (6)不需要对焊缝进行研磨。 (7)速度快。只需1s或更短的时间便可焊接高强度钢、高强度 低合金钢或低碳钢。 (8)焊接强度高、受热范围小、金属不易变形。
一、惰性气体保护焊的特点 惰性气体保护焊有下列优点: (一)操作方法容易掌握。操作者只需受到几个小时 的指导并经过练习,就可学会并熟练掌握惰性气体保 护焊设备的使用方法。与高级电焊工采用传统的焊条 电弧焊相比,普通的惰性气体保护焊焊工都可以做到 焊接的质量更高、速度更快、性能更稳定。 (二)惰性气体保护焊可使焊接板件100%地熔化, 因此,经惰性气体保护焊焊接过的部位可修平或研磨 到与板件表面同样的高度(为了美观),而不会降低 强度。 (三)在薄的金属上焊接时,可以使用弱电流,预防 热量对邻近部位的损害,避免了可能发生的强度降低 和变形。
图4-5 焊接压力对焊点的影响
(二)焊接电流。给金属板加压后,一股很强的 电流流过焊枪电极,然后流入两个金属板件。在 金属板的接合处电阻值最大,电阻热使温度迅速 上升。如果电流不断流过,金属便熔化并熔合在 一起。电流太大或压力太小,将会产生内部溅出 物。如果适当减小电流强度或增加压力,便可使 焊接溅出物减少到最小值。焊接电流和施加在点 焊部位的压力对焊接质量都有直接的影响。
一、压焊。压焊是通过电极对金属加热使其熔化, 并加压使金属连接在一起。在各种压焊方法中, 电阻点焊是汽车制造业中最常用的焊接方法。但 它在汽车修理业中应用还较少。
汽车点焊焊接基础知识
3.0-3.49
6.0
3.50-3.99
6.5
4.00-4.50
7.0
注:①当二层焊时,在参考表时,dmin 以最薄的板材尺寸计算; 三层及三层以上焊时,用第二薄的钢板确定最小尺寸dmin。
2020/10/27
20
虚焊的原因及改 进措施
可能原因
改进措施
焊接电流偏小,或者焊接 参数原因 压力过大,焊接时间短 调整参数
焊点
2020/10/27
3
第一章 点焊原理
2. 点焊的条件是什么?
Q(热量)=I2RT I:电流 R:电阻(电阻大小与电极压力有关) T:时间
2020/10/27
4
3. 什么是点焊 的三大要素?
1:电流 2:压力 3:时间
2020/10/27
电流
时间
压力
5
4.焊点的形成过程:
4.1 预压阶段:形成合适的接触电阻, 避免焊件 烧穿或将电极工作表面 烧坏。
休止阶段
维持阶 段
6
5.点焊的特点
5.1点焊具有低电压、大电流、短时间、压力状态下 进 行焊接的工艺特点。
5.2焊点强度高,工件表面光滑,焊件变形小。 故广泛应用于汽车制造业中。
2020/10/27
7
第二章 焊接设备
1、平衡器
2、焊钳 3、电极
2020/10/27
8
1、平衡器
平衡器
平衡器调节方式
1. 虚焊
薄板尺寸 焊点直径最小
t(mm)
值 dmin(mm)
焊点熔核直径小于 要求的最小值 (dmin)、焊点发 白为虚焊
公式:焊点直径
=(D+d)/2`
0.40-0.59
车身焊接PPT课件
压力不足或零件表 面脏
降低强度、容 易导致飞溅及 零件表面烧坏
焊点过于靠近零件 边缘
降低强度 .
压力不足,过硬规 范
汽车四厂车身车间
车身焊接 –CO2气体保护焊
CO2气体保护电弧焊:采用连续等速送进可 熔化的焊丝与被焊工件之间的电弧作为热源 来熔化焊丝与母材金属,利用外加CO2气体 作为电弧介质并保护熔滴,形成熔池和焊缝 的焊接方法。
车身焊接 --点焊检验方法(一)
开凿检验
剥离试验
扭转试验
3
P
锤击小焊件试验
.
扭转试验
汽车四厂车身车间
车身焊接 --点焊检验方法(二)
焊点直径测量
4
焊点直径标准
最小板厚 t1 mm
熔核直径 mm
dlmin ? 3.5 t1
焊点直径 mm
dpmin =1.15dlmin
最小剪拉 力 Fmin kN
0.5
5.深的凹陷
6.缩孔 7.半点焊 8.裂缝(穿透 或不穿透) 6
简图
缺陷对焊接质 量的影响
在零件表面有 裂口或裂缝
缺陷主要产生原因
1.零件或电极表 面脏 2.在压力不足时 接通或切断电源 3.零件过热
压坑深度 D>0.25时,降 低焊接强度
零件过热,电极间 压力过大和内部喷 溅
在某些接头 上,降低疲劳 强度
6.7
11.5Leabharlann .36.1
7
12.4
汽车四厂车身车间
车身焊接 --点焊主要缺陷(一)
缺陷类别 1.未焊透 (1)没有熔核 (2)焊核尺寸 很小
2.外部飞溅
3.内部飞溅
5
简图
缺陷对焊接质 量的影响
车身焊接工艺基础知识
按承载方式分为:1.承载式车身2.非承载式车身3.半承载式车身应用:货车、客车、越野车、部分高级轿车。
3.半承载式车身特点:具有独立刚性车架 ,载荷由车架与车身共同承担,车身与车架采用焊接等方式进行刚性连接;优缺点:类同承载式车身 应用:微车、城市SUV、MPV车型。
①.利用电流通过工件焊接处的电阻而产生的热量对工件加热。
②.整车焊接过程都是在压力作用下完成,即需施加压力。
③.在焊接处不需要加任何填充材料,也不需要任何保护剂。
★电极压力、焊接电流1.焊钳;2.工件;3.平衡锤4.定位方式车身板件在夹具上进行装配焊接时,分为以下三个步骤:①.定位:即准确地确定被装焊零件相对于夹具的位置。
②.夹紧:即把定位好的零件压紧夹牢,以免产生移位。
③.点固:即把已定位及夹紧好的各个零件以一定间隔焊一焊缝或焊点,把这些零件的 相互位置固定。
如果焊点很少或焊缝很短,也可不进行点固,直接焊接即可。
如果装配好的零件不需从夹具上卸下,而直接在夹具上焊接,也可省定位类型:孔定位、形状定位去点固。
孔定位:①.专用的定位孔 ②.工艺孔或附件安装孔形状定位:①.零件上平面或曲面,优先选择平面②.曲面上经过整形的平台③.零件成型后的凸台等特征④.零件经过修边后的窗口和边缘定位元件:定位销﹑挡块﹑支撑板定位原理: 3 2 1定位原理(六点定位原理)10.设计原则:设计原则:≥≥15mm上车体焊接流程图:下车体焊接流程图:车门焊接流程图:激光拼焊分体式车门内板7.悬挂点焊焊钳的选择①.焊钳选择原理:★根据焊接处结构的焊点布置情况,过焊点按照垂直于焊接边的长度方向,做结构断面,根据所做结构断面上焊点的方向确定焊钳动作方向。
★根据所做结构断面估算焊钳所需的口径尺寸,并在焊钳清单中选取处于合适范围的焊钳。
★根据所做结构断面和焊钳动作方向确定所需焊钳的结构形式及行程,以保证焊钳动作可行。
★根据所做结构断面的钣金材料厚度、焊接边层数,从已选取的焊钳范围中选择具有合适焊接压力的焊钳。
汽车车身焊接技术讲课资料
对焊
分为:电阻对焊和闪光对焊。
2.1.4、电阻焊的优缺点
电阻焊与其它焊接方法比较有一些显著优缺点:
优点:
(1)、焊接质量好;
(2)、生产率高;
(3)、省材料,成本低;
(4)、劳动条件好,不放出有害气体和强光;
(5)、操作简单容易实现机械化和自动化; 缺点: (1)、焊接设备费用较高,投资大; (2)、需要电力网供电功率大,一般电阻焊机的功率为几十甚至 几百千伏安; (3)、焊件的尺寸、形状和厚度受到设备的限制,厚度一般在2毫 米以下;长安公司焊件厚度一般为0.8mm ~ 1.2mm;
焊接所需的平均热功率q,即单位时间内所产生的热量为:
q=
平均功率越大,加热越快,焊接时间就短。因此可以得出结论如下
采用大功率焊机,焊接时间可以缩短,生产效率可以提高,这就是强规范
或硬规范焊接。采用小功率焊机,则因焊接电流小,必须延长焊接时间, 这就是所谓弱范,也叫软规范;如果焊机功率太小,尽管延长通电时间,
2、
电阻焊
2.1、电阻焊及其特点
2.1.1、电阻焊概念(又称接触焊)
将置于两电极之间的工件加压,并在焊接处
通以电流,利用电流通过工件本身的电阻产生的
热量来加热而形成局部熔化,断电冷却时,在压
力继续作用下而形成牢固接头,这种工艺过程称为电阻焊。
2.1.2、电阻焊特点
(1)、利用电流通过工件焊接处的电阻而产生的热量对工件加热,即
焊接加热过程中,随着焊件温度的逐渐升高,接触点金属的压溃 强 度逐渐下降,接触点的面积和数目必然增加,接触电阻随之下降。
接触电阻的作用:
在焊接开始瞬间对热量的产生有一定影响,在形成焊点的总热量中, 所占比重不大,(不超过10%),
电阻点焊技术手册
图示 原因调查方向
阐明
漏焊、位置错误
请参 人员换线作业
Miss
照下 1、确认熔接条件四大原因是否在设定值内 属于管理问题
分类
图 电极端面直径 电流值
通电时间
对策方向
2、实例阐明
提议对策
管理问题需以 体制、制度或
加压设力 备防其他呆、防 误组方管理向再强努化力。 例如和能够导 入打点计数器、 机器人、防呆 机、抽检等
所以,电流值太小产生旳热量无法熔融焊接为半融体, 即无法结合,造成弱焊、假焊等缺陷。反之,若电流 值太大,产生热量太高,将造成焊接过熔与变形,或 接头强度减低而变脆,造成焊接飞溅,焊点过烧,焊点 缩孔等焊接缺陷 。
焊接前必须使用试片测试出真正合适之电流值后,才 能够焊接成品。
通电时间
通电时间之长短与产生旳热量有关,时间太短 会造成热量不足,熔接温度又传导辐射或对流 而损失一部分,无法到达焊接旳预期效果;但 若通电时间过长,则造成焊接过熔。
Spot welding 常见问题点-2
不良现象
图示 原因调查方向
阐明
提议对策
一般脱焊
1、是否按工 1、确认焊接条件四大因
子;
分类
艺文件设定; 电极端面直径 电流值2、是否有通点电焊时分间流现象加压力
其他
对策方向 确认平坦度 上升
上升
下降
2、焊点间距
1、确认熔接条件四大原因是否在设定值内? 2、是否有焊点分流现象; 3、是否因冷却水不佳,电极头耗损严重且
焊点金相显微组织比较分析
焊点金相显微组织比较分析
焊点拉伸试验
焊点拉伸试验
焊点显微硬度对比分析
焊点疲劳特征分析
试验总结
结论
汽车装焊工艺基础知识

4.5 非焊接工艺参数对焊点强度影响
(1)电极帽形状及材料性能也对焊点强度有一定影响:由 于电极帽的接触面积决定着电流密度,电极帽材料的电阻率和 导热性关系着热量的产生和散失,因此,电极帽的形状和材料 对熔核的形成有显著影响。随着电极帽端头的变形和磨损,接 触面积增大,焊点强度将降低。
(2)工件表面的氧化物、污垢、油和其他杂质增大了接触 电阻。过厚的氧化物层甚至会使电流不能通过。局部的导通, 由于电流密度过大,则会产生飞溅和表面烧损。氧化物层的 存在还会影响各个焊点加热的不均匀性,引起焊接质量波动。 因此彻底清理工件表面是保证获得优质接头的必要条件。
4.10 点焊机结构
点焊机结构由三大部分组成: 电源及控制装置(阻焊控制器) 能量转换装置 (焊接变压器) 焊接执行机构 (点焊钳或点焊枪)
4.11 认识点焊设备
电极帽/杆
机 器 人 主 线 焊 接
机 器 人 主 线 焊 接
5、电阻凸焊
5.1 凸焊的工艺特点
凸焊是点焊的一种变形,通常是在两板件之一上冲出 凸点,然后进行焊接。由于电流集中,克服了点焊时熔 核偏移的缺点,因而凸焊时工件的厚度比可以超过6:1。
η=h/δ-c×100% 两板上的焊透率只允许介于20-80%之间。
镁合金的最大焊透率只允许至60%。而钛合金则允许至 90%。焊接不同厚度工件时,每一工件上的最小焊透率可 为接头中薄件厚度的20%,压痕深度不应超过板件厚度的 15%,如果两工件厚度比大于2:1,或在不易接近的部位 施焊,以及在工件一侧使用平头电极时,压痕深度可增大 到20-25%。
二氧化碳气体保护焊示意图
焊丝
CO2气体 熔池 焊件
电弧 焊件
Hale Waihona Puke 6.2 二氧化碳保护焊参数 焊丝直径 焊接电流 电弧电压
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、焊接设备组成及参数
• 零件件的接触状 态
•接触电阻
•由于任何零件都不是完全光滑的,从右图我们可 以看出微观下面是凹凸不平的。当电流从凸点通过 时,由于导电面积突然减小,造成电流弯曲与收缩, 使带电粒子运动时的碰撞和阻尼增强,从而形成接 触电阻。
•接触电阻仅在焊接开始瞬间对热量产生一定影响, 而在形成焊点的总热量中,其比重不超过10%。但 是其对焊点的形成非常重要:在焊接时焊件间接触 的金属首先被加热到较高问题,此处的电阻增加也 比较迅速,因此产生的热量会迅速增多。虽然接触 电阻消失,但是该处金属由于焊件金属的电阻热继 续作用而首先到达焊接问题,从而形成均匀分布在 接触两边的焊点。
总热量Q = 形成熔核的热量Q1 + 损失的热量Q2
其中:有效热量Q1取决于金属的热物理性质及熔化金属量,Q1=( 10%~30%Q)
Q2包括通过电极传导的热量(=30%~50%Q)和通过工件传导的 热量(=20%Q),辐射到大气的只占到5%左右,可忽略。
由于有效Q1与焊接时间无关,而损失热量Q2则随加热时间的增长 而增长。因此时间越长,总热量需求也就越多,焊接热影响区也越大 。
PPT文档演模板
汽车车身点焊基础理论
二、点焊理论
点焊设备组成部分及作用 ---供电系统:包括焊接变压器和焊机的 二次回路,主要作用是转换并传递点焊 时所需的电能。
---控制系统:功能是控制焊机的各系统 协调工作,共同完成焊接。
---加压机构:加压机构是使电极间产生 足够的压力,以满足焊接规范中对压力 的要求。常见的有脚踏式、马达凸轮式 、气压式和液压式。
PPT文档演模板
汽车车身点焊基础理论
一、点焊理论基础知识
点焊的基本特点。 1)焊件间靠尺寸不大的熔核进行连接,熔核应均匀、对称的分布在 两焊件的贴合面上; 2)点焊具有大电流、短时间、压力状态下进行焊接的工艺特点; 3)点焊是热--机械(力)联合作用的焊接过程。 根据供电形式可分为单面焊接及双面焊
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
•3、撬检; • 是非破坏性焊接检验,是通过给焊核施以外力,使薄钢板从熔核的任一侧 剥离而不被剪切,所进行的薄钢板焊接质量的检查。
• 4、点焊设备的点检; • 主要作用是每班在使用时确认点焊设备是否正常工作,以按照规定的焊接 条件进行焊接,确保焊接质量。(具体项目见点焊设备点检表)
汽车车身点焊基础理论
二、点焊缺陷及原因分析
板材之间飞溅 直接原因:预压时间短;焊接压力低;板材附着赃物;配合间隙差; 焊点接近板材边缘;焊枪动作滞后;焊接角度不垂直 间接原因:焊接电流高;电极对中性差;板材金属特性
板材表面飞溅(粘电极) 直接原因:预压时间短;焊接时间长;保持时间短;焊接压力低;冷 却不通畅;板材附着赃物;配合间隙差;焊枪动作滞后;焊接角度不 垂直;电极使用时间过长 间接原因:焊接电流高;电极对中性差;板材金属特性
•5、 焊接参数的跟踪; • 确认参数是否在生产过程中被更改而无相关记录,同时确认设备是否正常 工作。目前车间执行的是电流测量每季度一次,电极压力测试每半年一次。
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
6、焊枪操作(垂直度)
PPT文档演模板
汽车车身点焊基础理论
•问与答 Q&A
PPT文档演模板
PPT文档演模板
汽车车身点焊基础理论
二、点焊缺陷及原因分析
3、焊接强度低 直接原因:焊接时间短;焊接压力高;焊接电流低;电极头部面积小
;电极头部面积大;冷却不通畅;配合间隙差;焊点相邻太近 间接原因:焊点接近板材边缘;板材金属特性;焊接角度不垂直
汽车车身点焊基础理论
PPT文档演模板
2020/11/23
汽车车身点焊基础理论
目录
一、点焊理论基础知识 二、焊接设备组成及参数 三、点焊过程控制 四、点焊缺陷及原因分析 五、其他
PPT文档演模板
汽车车身点焊基础理论
一、点焊理论基础知识
什么叫做焊接? 焊接实质是通过适当的物理化学过程使两个分离的固态物产生原子 (分子)间结合力而连接成一体的连接方法,被连接的两个物体( 构件、零件)可以是各种同类或不同类的金属、非金属(石墨、陶 瓷、玻璃、塑料等),也可以是一种金属与一种非金属。 焊接的分类
电极端面的修整,不仅是为确保电极端面的直径,而且是为清理 电极端面上脏物、污物 。
电极修磨的标准: 1)上下电极同心度 偏心控制在1.0mm以内 2)上下电极的重合度 在一端接触的情况下,另一端间隙控制在0.5mm 以内 3)电极工作端面的表面状态 电极端面应无针孔.裂纹.凹陷.变形.毛刺. 合金层等脏污 4)直径达到规范要求(具体可见作业指导书)。
⑵电极材料:电极的主要材料一般使用(铜铬合金)
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
⑶点焊电极形状常用的点焊电极有(锥形)电极、平面电极、尖头电 极、(球面电极)、偏心电极、(帽状电极)
PPT文档演模板
汽车车身点焊基础理论
•问与答 Q&A
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
PPT文档演模板
汽车车身点焊基础理论
•问与答 Q&A
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数 •电阻点焊的3个参数:
1. 焊接电流 I 2. 焊接时间 T 3. 电极压力(R) 4. 电极断面形状和尺寸(R)
•电阻点焊的理论原理: • Q=I2Rt
•R 与电极帽打磨的大小、电极 压力、板材材质有关
当焊机功率不足,板材厚度大,变化困难或塑性温度区过窄,并 有易淬火组织时,就可以采用加热时间长、电流较小的软规范。
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
点焊设备分类 点焊设备根据工作方式等种类分为固定式、移动式或悬挂式点焊机,
具体有 溶接移动式点焊 固定式点焊 多点点焊 机械手自动点焊 轻型自动化点焊 凸焊
内部电阻除与电极直径和焊件厚度有关外,还与 电极压力有关.当F增大时,焊件间接触面加大,内部 电阻会减小.
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
点焊焊接区的温度场是由加热与散热两个共同作用的结果.电流产 生的电阻热一方面用来加热金属,形成足够的融化核心,但同时也必须 不断补偿向周围物质传导、辐射的热损失,以形成动态平衡。热平衡 方式:
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
• FORD车型焊点间距的推荐值(通用值,具体要求以工程图纸为准)。
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
2、电极工作端面修锉目的 电极尖端形状与焊接质量有密切的关系,电极端面直径增大电流
密度就会降低;电极端面直径减少,电流密度就会增大,因此,把电 极端面直径维持在一定范围内能稳定焊接质量,由于连续焊接电极顶 端磨损,需要将磨损了的电极顶端进行修整复原称为电极修锉。
PPT文档演模板
汽车车身点焊基础理论
三、点焊过程控制
1、点焊分流与间距; 点焊时,不经过焊接区,未参加形成焊点的那一部分电流叫做分流电流,
简称分流。 危害:分流使焊接区电流密度降低,可能造成未焊透、焊核形状畸变,严
重时产生喷溅等缺陷。由于分流电流不稳定,使焊点质量也不稳定。 影响分流的主要因素:
焊点间距; 焊接顺序; 焊件表面状态; 电极与工件的非焊接区相接触; 焊件装配不良或装配过紧; 当两焊件为相同厚度时,因分路阻抗小于焊接电阻时,此时分流将大于焊 接处所通过的电流。 ⑶消除分流的方法: (1)选择合理的焊点距; (2)严格清理被焊工件表面; (3)注意焊接时的操作姿势,不要让焊枪碰到零件。
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
焊接过程中各参数并不是孤立的变化,常常变动一个参数会引起 另一个参数的变化,而几个参数按一定要求各自向不同方向变化,又 能调节出具备不同特点,获得不同加热效果的规范。
不同的IW和TW可配成以加热速度快慢为主要特点的不同规范:硬 规范和软规范。硬规范是电流大、时间短,加热速度很快,焊接区温度 分布陡,加热区窄,表面质量好,接头过热组织少,接头综合性能好, 生产率高。但因加热快,控制不当易出现飞溅等,所以须提高电极压 力。
PPT文档演模板
汽车车身点焊基础理论
一、点焊理论基础知识
汽车焊接基本方法: 点焊气保焊(MIG/MAG焊) 镙柱焊 氩弧焊 TIG焊 激光焊 凸焊
PPT文档演模板
汽车车身点焊基础理论
一、点焊理论基础知识
什么叫点焊? 按照电极对要接合的材料进行
加压,在短时间内加以强大电流,由 当时的电阻发热来熔化接合的一种 焊接方法.热量遵循焦耳定律: Q=I2RT
•原则上适用于单层板 厚下于3mm,总板厚 小于6mm的情况
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
根据上图中的参数我们可以知道,I和T都可以通过设定得到我们需 要的参数,但是电阻则是一个动态的值,我们了解一下点焊的电阻构 成。
PPT文档演模板
• 总电阻=接触电阻+焊件电 阻
汽车车身点焊基础理论
---冷却系统:保证点焊机正常工作,将 影响焊接质量的不利的热量散开,减少 不利影响。
PPT文档演模板
汽车车身点焊基础理论
二、焊接设备组成及参数
点焊机对电极材料的要求有: ①在高温与高温下都有合适的导电、导热性。 ② 有足够的高温强度与硬度。 ③高温与高温下具有较高的抗氧化能力,并与焊件材料 形成合金倾向小。 ④加工制造方便,价格便宜。
•同时需减少焊件与电极的接触电阻。
PPT文档演模板