IC厌氧_好氧活性污泥法处理高浓度废水实例
生物制药废水处理案例
生物制药废水处理案例
生物制药废水处理案例可以采用多种方法,以下是一个具体的案例:
对于生物制药废水,首先采用物化法作为主要的预处理工艺,降低废水中的悬浮物(SS)浓度和化学需氧量(COD)浓度。
具体方法包括混凝沉淀、混凝气浮、微电解+芬顿氧化等。
这些处理方式可以有效去除废水中的大颗粒杂质、有机物和重金属等污染物。
然后,预处理后的废水可以进入生化处理阶段。
在此阶段,主要采用厌氧生物处理和好氧生物处理的方法,去除废水中的有机污染物、氨氮和总氮等污染物。
具体工艺包括厌氧反应器(如UASB反应器、IC反应器、ABR反应器等)和好氧反应器(如A/O工艺、A2/O工艺等)。
通过这些反应器,废水中的有机物可以被微生物转化为无害的物质,如二氧化碳和水。
此外,针对不同类型的生物制药废水,还可以采用其他处理方法。
例如,抗生素类生产废水可以采用物化法进行预处理,通过混凝沉淀、混凝气浮、微电解+芬顿氧化等方法降低废水中的SS浓度和COD浓度。
中成药类生产废水的问题主要是悬浮物浓度、化学需氧量以及色度,可以采用多级接触氧化法进行处理。
总的来说,生物制药废水处理需要综合考虑废水的来源、污染物种类和浓度、处理要求等因素,选择合适的处理工艺和方法。
通过有效的预处理和生化处理,可以确保废水达到排放标准,同时减少对环境的影响。
污水处理中的案例分享

该技术的成功应用为该品牌的生产提供了有力保障, 同时也为其他企业提供了借鉴和参考。
05
案例五:某污水处理厂升级改造项目
升级改造项目背景与简介
某污水处理厂由于设备老化、 处理能力不足以及排放标准提 高等问题,需要进行升级改造 。
该项目旨在提高污水处理效率 ,降低能耗和排放,满足新的 环保要求。
技术特点与优势
自动化程度高
该技术采用自动化控制系统, 减少了人工干预,提高了处理 效率。
节能环保
该技术采用高效能、低能耗的 污水处理设备,降低了能源消 耗和碳排放。
处理效果好
该技术能够去除废水中的多种 有害物质,确保处理后的水质 达到排放标准。
处理效果与排放标准
02
01
03
处理后的水质清澈透明,无异味。
100%厂区ຫໍສະໝຸດ 施包括进水口、格栅池、沉淀池、 生物反应池、消毒池、出水口等 。
80%
运营管理
采用自动化控制系统,实现实时 监测和调整污水处理过程。
污水处理工艺流程
01
02
03
04
预处理
污水经过格栅池去除大颗粒杂 质,再进入沉淀池进行泥水分 离。
生物处理
沉淀后的污水进入生物反应池 ,通过厌氧、好氧等生物处理 工艺,去除有机物、氮、磷等 污染物。
该厂严格按照国家和地方排放 标准处理废水,确保处理后的 水质达到或优于标准。
该厂严格按照国家和地方排放 标准处理废水,确保处理后的 水质达到或优于标准。
03
案例三:某乡镇小型污水处理厂
小型污水处理厂简介
80%
处理规模
该小型污水处理厂设计处理能力 为500吨/日,主要服务于周边乡 镇的生活和工业污水。
高浓度香料香精废水处理工程实例

高浓度香料香精废水处理工程实例高浓度香料香精废水处理工程实例近年来,随着香料和香精产业的不断发展,废水处理成为重要的环境保护工作之一。
特别是高浓度香料香精废水,由于化学成分复杂、浓度高、处理难度大,给环保工作者带来了巨大的挑战。
本文将以一家香料香精生产企业为例,探讨其高浓度香料香精废水处理工程实例,以期为类似企业提供一定的借鉴和参考。
该企业位于中国某省,专门从事香料香精的研发、生产和销售。
随着产业规模的扩大,面临的环境保护压力也日益增大。
该企业的高浓度香料香精废水主要来源于产品的合成过程中的洗涤、析出、蒸馏等工艺,其污染物包括有机化合物、油脂、颜料等。
废水的COD浓度通常在5000-7000 mg/L之间,pH值在6-8之间。
在处理高浓度香料香精废水之前,该企业首先进行了废水的预处理和初级处理,包括调节废水的pH值和酸碱度,去除其中的悬浮物和大颗粒沉积物。
这一步骤目的是为了减少后续处理工序的负担和提高处理效果。
接下来,该企业选择了生物法的深度处理工艺。
由于高浓度有机物的存在,传统的生物法处理效果较差。
于是,该企业引进了国内外先进的高浓度有机废水处理技术,采用了三级生物反应器的工艺流程。
第一级生物反应器采用好氧条件,引入与废水有机物相互作用的微生物,通过氧气的供给,使废水中的有机物得到部分分解和降解。
经过第一级处理,废水的有机物含量大幅降低,COD去除率可达到80%以上。
第二级活性污泥法处理采用好氧-厌氧工艺,将第一级处理后的废水转移到厌氧反应器,有氧和无氧条件的切换有助于进一步分解有机物。
污泥中的厌氧微生物在缺氧条件下去除废水中的硝酸盐和硝酸盐氮,有效降低废水中的氮含量。
第三级是高级氧化处理,通过紫外线或臭氧等方式进行深度氧化,进一步降解废水中的有机物,使COD浓度进一步下降,达到环保排放标准。
该企业在实施高浓度香料香精废水处理工程中,还加入了气浮和超滤等工艺。
气浮系统用于去除废水中的浮游物和悬浮物,超滤系统则通过超滤膜进行分离和过滤,使净化后的水质更为清澈。
高浓度青霉素废水处理
高浓度青霉素废水处理目前国内对高浓度抗生素有机废水的处理仍处于试验探索阶段。
由于废水中的残余抗生素和盐类以及一些添加剂严重抑制厌氧微生物的正常代谢,如在厌氧之前采用各种预处理去除抑制物质,则使工艺流程复杂且提高了基建和运行费用;如采用常规好氧活性污泥法,则难以承受COD浓度高达10g/L以上的废水水质,需要用大量的清水稀释后才能处理,运行费用也相应增加。
本文的目的在于通过对厌氧水解酸化--生物接触氧化法工艺的研究和实例分析,为处理高浓度抗生素有机废水提供一条新的途径。
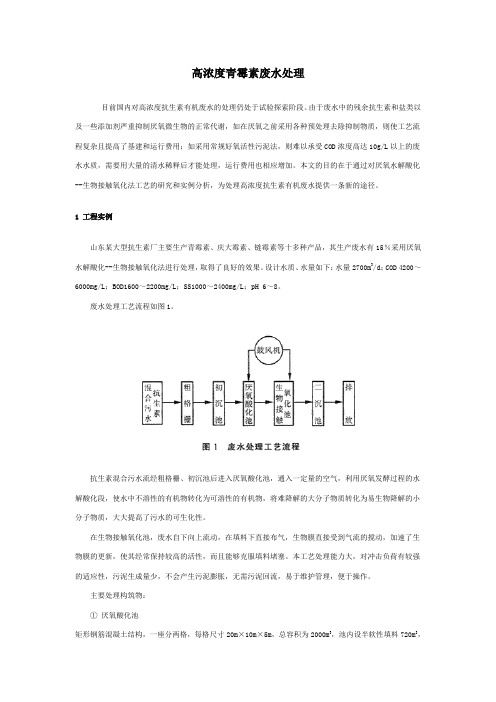
1 工程实例山东某大型抗生素厂主要生产青霉素、庆大霉素、链霉素等十多种产品,其生产废水有15%采用厌氧水解酸化--生物接触氧化法进行处理,取得了良好的效果。
设计水质、水量如下:水量2700m3/d;COD 4200~6000mg/L;BOD1600~2200mg/L;SS1000~2400mg/L;pH 6~8。
废水处理工艺流程如图1。
抗生素混合污水流经粗格栅、初沉池后进入厌氧酸化池,通入一定量的空气,利用厌氧发酵过程的水解酸化段,使水中不溶性的有机物转化为可溶性的有机物,将难降解的大分子物质转化为易生物降解的小分子物质,大大提高了污水的可生化性。
在生物接触氧化池,废水自下向上流动,在填料下直接布气,生物膜直接受到气流的搅动,加速了生物膜的更新,使其经常保持较高的活性,而且能够克服填料堵塞。
本工艺处理能力大,对冲击负荷有较强的适应性,污泥生成量少,不会产生污泥膨胀,无需污泥回流,易于维护管理,便于操作。
主要处理构筑物:①厌氧酸化池矩形钢筋混凝土结构,一座分两格,每格尺寸20m×10m×5m,总容积为2000m3,池内设半软性填料720m3,填料高度1.8m,底部设有微孔曝气系统,有效停留时间17.0h,气水比5∶1。
②生物接触氧化池矩形钢筋混凝土结构,共一座,尺寸20m×20m×5.5m,总容积为2200m3,池内设半软性填料1800m3,填料高度4.5m,底部设有微孔曝气系统,有效停留时间为14.3h,气水比45∶1。
环境工程中的废水处理技术实践案例分享

环境工程中的废水处理技术实践案例分享废水处理是环境工程中非常重要的环节之一,它涉及到对污水中的有害物质进行去除或转化,以保护环境和维护人类健康。
在环境工程实践中,有许多成功的废水处理技术案例,下面将分享一些典型案例。
1. 生物处理技术在废水处理中的应用生物处理技术是最常用且成本较低的废水处理技术之一。
它利用微生物的生理功能,将有机物质转化为无机物质或固态产物。
在某家纺织厂的废水处理中,采用了生物处理技术成功地减少了有机物浓度和COD(化学需氧量)含量。
通过运用厌氧和好氧工艺,将废水中的有机物质分解为二氧化碳和水,并最终实现了废水的达标排放。
2. 活性炭吸附技术的应用活性炭是一种具有极高比表面积和吸附性能的材料,广泛应用于废水处理中。
在某化工厂的废水处理中,采用了活性炭吸附技术有效去除了废水中的有机污染物和重金属离子。
通过将废水与活性炭接触,活性炭能够将污染物吸附到其表面上,从而达到净化废水的目的。
该技术不仅适用于有机废水,还可以用于处理含重金属的废水。
3. 膜分离技术在废水处理中的应用膜分离技术是一种高效的废水处理技术,它利用特殊的膜材料分离废水中的溶质和溶剂。
在某制药工厂的废水处理中,采用了反渗透膜技术去除废水中的溶解性固体、重金属离子和有机物。
反渗透膜通过施加高压将废水推向膜外,只允许水分子通过,而阻隔溶质和溶剂,从而实现废水的高效净化。
4. 化学沉淀技术的应用化学沉淀技术是一种通过化学反应将废水中的污染物转化为固体沉淀物的方法。
在某冶金工厂的废水处理中,采用了化学沉淀技术成功地去除了废水中的重金属离子。
通过添加沉淀剂,重金属离子与沉淀剂发生反应并形成沉淀物,从而将重金属离子从废水中分离。
这种技术具有操作简便、效果稳定等优点,被广泛应用于废水处理领域。
5. 高级氧化技术的应用高级氧化技术是一种利用强氧化性物质将废水中的有机污染物氧化分解的方法。
在某化工厂的废水处理中,采用了臭氧氧化技术成功地去除了废水中的有机物质。
IC新型废水厌氧处理工艺_内循环厌氧反应器

第22卷第2期2006年3月水资源保护W ATER RES OURCES PROTECTI ON V ol.22N o.2Mar.2006新型废水厌氧处理工艺———内循环厌氧反应器甘树福,徐文彬,王国胜,刘 玲(广东工业大学环境科学与工程学院,广东广州 510006)摘要:介绍内循环(IC )厌氧反应器的发展、基本结构、运行机理。
分析该反应器的工艺过程,指出该工艺具有处理效率高、抗冲击能力强等优点。
针对IC 反应器存在的缺陷,人们对该反应器进行技术改进:通过提高它的内循环的气量进行处理低浓度有机废水;增加外循环装置缩短IC 反应器的启动周期。
关键词:内循环厌氧反应器;厌氧生物处理;水力模型中图分类号:X703 文献标识码:A 文章编号:1004Ο6933(2006)02Ο0048Ο04A ne w anaerobic w aste w ater treatment technique :I nternal circulation anaerobic reactorGAN Shu 2fu ,XU Wen 2bin ,WANG G uo 2sheng ,LIU Ling(College o f Environmental Science and Engineering ,Guangdong Univer sity o f Technology ,Guangzhou 510006,China )Abstract :The development ,fundamental structure and w orking mechanisms of the internal circulation (IC )anaerobic reactor were introduced.The IC reactor has many characteristics such as highly wastewater treatment efficiency and strongly resistance to shock loading.T o eliminate the defects of IC reactor ,studies on its im proved technique have been made.The im proved IC reactor can treat wastewater of low organic concentration as the am ount of internal circulation has been increased.Its startup period has been shortened by an externally added circulating device.K ey w ords :internal circulation anaerobic reactor ;anaerobic biological treatment ;hydraulic m odel 内循环厌氧反应器(Internal Circulation Anaerobic Reactor ,以下简称IC 反应器)是荷兰PAQUEC 公司于20世纪80年代中期在UAS B 反应器的基础上开发成功的第三代高效厌氧反应器[1],反应器内高浓度的污泥和良好的泥水传质效果,使其在处理效率方面比UAS B 反应器更具优越性。
高效厌氧反应+高塔好氧法处理玉米深加工废水工程实例

安徽某集团在某工业园内新建 300 万吨/年玉米深加工项目, 主要产品有玉米淀粉、糖醇(主要为山梨醇、结晶葡萄糖、麦芽糊 精)、VC、L-苹果酸、丙氨酸、赖氨酸等。生产过程中废水若直 接排入管网,某工业园区污水处理厂的正常运行将受到严重影响, 故需对该生产废水进行处理。且该集团极为重视环保,为满足生 产需求,新建了一套完整的污水处理系统,确保生产废水能够处 理稳定达标排放。
Zhou Xinyu1,2, Zhang Yuan2*, Ma Sanjian1,2 (1. Suzhou University of Science and Technology, Suzhou 215009; 2. Suzhou Sute Enviromnetal Engineering Corporation, Suzhou 215011, China)
2018 年 第 17 期 第 45 卷 总第 379 期
广东化工
环境保护
高效厌氧反应+高塔
好氧法处理玉米深加工废水工程实例
周新宇 1,2,张园 2*,马三剑 1,2
(1.苏州科技大学,江苏 苏州 215009;2.苏州苏特环境工程有限公司,江苏 苏州 215011)
·125 ·
30
4~5
3
结晶葡萄糖
1000
5000
150
30
4~5
4
麦芽糊精
800
5000
150
30
4~5
5
玉米淀粉废水(一期)
1200
12000
高浓度有机废水的处理方法

通过投加碱或石灰等,使废水中的重金属离子生成难溶的氢氧化物沉淀,从而降低其在废水中的浓度 。
硫化物沉淀法
通过投加硫化物,使废水中的重金属离子生成难溶的硫化物沉淀,从而降低其在废水中的浓度。
04 生化处理法
CHAPTER
活性污泥法
总结词
通过向废水中添加活性污泥,吸附和降解有机物。
详细描述
02 物理处理法
CHAPTER
过滤法
过滤法是通过物理作用,使废水中的 悬浮物和胶体物质被截留,从而达到 净化和分离的目的。常用的过滤法包 括筛滤、砂滤、膜过滤等。
砂滤则是利用砂粒作为过滤介质,通 过砂粒间的吸附和截留作用去除废水 中的悬浮物和胶体物质。
筛滤主要是通过设置不同孔径的筛网 ,将废水中的大颗粒物质和悬浮物进 行拦截和去除。
处理高浓度有机废水是环境保护和可持续发展的迫切需求。
废水处理的重要性
01
02
03
保护水资源
高浓度有机废水未经处理 直接排放,会严重污染水 源,影响人类和生态系统 的健康。
促进可持续发展
有效的废水处理可以减少 环境污染,为经济发展提 供保障,促进社会的可持 续发展。
遵守法律法规
各国政府均制定了严格的 废水排放标准,企业必须 遵守相关法律法规,对废 水进行处理。
处理效果
处理后的废水达到国家排放标准,有效地降低了有机物、悬浮物和氨 氮的含量。
谢谢
THANKS
行分离。
混凝沉淀则是通过向废水中投加混凝剂 ,使废水中的悬浮物和胶体物质发生凝 聚和沉降,从而达到净化和分离的目的
。
浮选法
浮选法是通过物理或化学作用,使废水中的悬浮物和油类物质上浮,从 而达到净化和分离的目的。常用的浮选法包括气浮法和沉淀浮选法等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
科 技 天 地
42
INTELLIGENCE
IC厌 氧/好氧活性污泥法
处理高浓度废水实例
安徽中粮生化环保公司 张绍祥
摘 要:对于高浓度COD 的污水,宜采用厌氧/好氧污泥法处理工艺,该工艺主要有能耗低、产泥量小、适应高浓度污染物等特点,同时,厌氧生物处理还可以产生大量的沼气,通过沼气的回收利用创造一定的经济效益。
运行结果表明,原水COD为 5000~6000m/L,出水COD为200-300mg/L,达到《污水 综合排 放 标 准》(GB8978-1996)的三级标 准 ,产生的沼气、污泥可用于电厂发电。
关键词:高浓度废水 IC厌氧/好氧活性污泥工艺
1、厌氧发酵过程:厌氧发酵过程分成四个阶段:(1)水解阶段;(2)酸化阶段;(3)酸性衰退阶段;(4)甲烷化阶段。
在水解阶段,固体物质降解为溶解性的物质,大分子物质降解为小分子物质;产酸阶段(酸化阶段),碳水化合物降解为脂肪酸,主要是醋酸、丁酸和丙酸,水解和产酸进行的较快,难于把它们分开,此阶段的主要微生物是水解—产酸菌;第三阶段是酸性衰退,有机酸和溶解的含氮化合物分解成氨、胺和少量的CO
2、N2、CH4等,在此阶段中,由于产氨细菌的活动使氨态氮浓度增加,氧化还原势降低,PH 上升,PH 的变化为甲烷菌创造了适宜的条件,酸性衰退阶段的副产物还有H2S、吲哚、粪臭素和硫醇。
第四阶段是由甲烷菌把有机酸转化为沼气。
2、IC 厌氧/好氧活性污泥法处理废水的特点:(1)容积负荷高:IC 反应器内污泥浓度高,微生物量大,且存在内循环,传质效果好,进水有机负荷可超过普通厌氧反应器的3倍以上。
(2)节省投资和占地面积:IC 反应器容积负荷率高出普通UASB 反应器3倍左右,其体积相当于普通反应器的1/4—1/3 左右,大大降低了反应器的基建投资;而且IC 反应器高径比很大,所以占地面积少。
(3)抗冲击负荷能力强:处理低浓度废水(COD=2000—3000mg/L)时,反应器内循环流量可达进水量的2—3 倍;处理高浓度废水(COD=10000—15000mg/L)时,内循环流量可达进水量的10—20倍。
(4)抗低温能力强:IC 反应器由于含有大量的微生物,温度对厌氧消化的影响变得不再显著和严重。
通常IC 反应器厌氧消化可在常温条件(20—25℃)下进行,这样减少了消化保温的困难,节省了能量。
(5)具有缓冲pH 值的能力:内循环流量相当于高负荷区的出水回流,可利用COD 转化的碱度,对pH 值起缓冲作用,使反应器内pH 值保持最佳状态,同时还可减少进水的投碱量或不投加。
(6)内部自动循环,不必外加动力:普通厌氧反应器的回流是通过外部加压实现的,而IC 反应器以自身产生的沼气作为提升的动力来实现混合液内循环,不必设泵强制循环,节省了动力消耗。
(7)出水稳定性好:由于IC 反应器内的特殊结构,保证可以产生沉降性能好的颗粒污泥,保持反应器污泥量,从而保证反应器处理效率,出水稳定,水质好。
(8)启动周期短:IC 反应器启动周期一般为1~2个月。
(9)沼气利用价值高:反应器产生的生物气纯度高,CH4为70%~80%,CO2为20%~30%,其它有机物为1%~5%,可作为燃料加以利用。
(10)便于维护:反应器无任何动力内循环搅拌装置,故易维护。
(11)污泥产量小。
目前,IC 厌氧反应器已经广泛应用于柠檬酸废水、酒精废水、造纸废水、制药废水、土豆加工、菊苣加工、啤酒等废水处理,其运行成本低、节约能源、污泥易于处理等优点在废水处理中正发挥着越来越大的作用实现了污水处理的循环发展。
3、IC 厌氧反应器在酒精废水应用的实例:某公司以玉米为原料生产燃料酒精,年产20万吨。
生产流程为玉米通过侵润、提胚、粉碎、调浆、液化糖化、发酵、蒸馏、蒸馏液蒸发、烘干。
主产品为燃料酒精,副产品为玉米油、DDGS 饲料、沼气。
在此生产过程中车间产生了大量的有机废水,由于该废水可生化行较好,设计利用IC厌氧/好氧活性污泥法处理。
A)废水处理流程:
B)废水处理设备:废水调节池(01) 池体尺寸12×24×7m 钢砼(内防腐)、一二级反应器(02、03)池体尺寸φ15×22. 0m 碳钢防腐 、一体式氧化沟(4)池体尺寸φ75×6.0 m 碳钢防腐
C)废水运行指标:
进水
COD (mg/L)6000BOD (mg/L)3000SS(mg/L)350NH 3-N
(mg/L)100PH 值3.5进水量5000m3/天出水
COD (mg/L)250BOD (mg/L)150
SS(mg/L)50
NH 3-N (mg/L)20
PH 值7.5
出水量5000m3/天
D)结论:该案例成功将IC 好氧/厌氧反应器运用到处理酒精生产废水中,运行稳定,COD 去除率达到85%,系统COD 去除率高于95%,,氨氮去除率达80%,处理过的废水符合排放标准。
由于该系统利用了IC厌 氧/好氧活性污泥法处理法节约大量的资金和场地,生产中的副产品还能到电厂发电,产生了很客观的经济效益,能够抵消运行费用。
参考文献:[1] 张宝军:《水污染控制技术》,北京环境工程出版社,2004年。
[2] 周正立:《污水生物处理应用技术及工程实例》,北京化学工业出版社,2006年。