半自动化-焊接工艺卡(精)
焊接工艺卡(GTAW+SMAW)
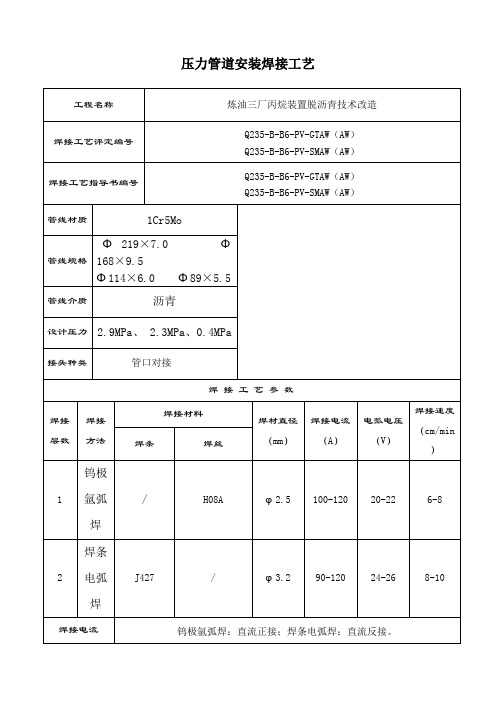
压力管道安装焊接工艺工程名称炼油三厂丙烷装置脱沥青技术改造焊接工艺评定编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)焊接工艺指导书编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)管线材质1Cr5Mo管线规格Φ219×7.0 Φ168×9.5Φ114×6.0 Φ89×5.5管线介质沥青设计压力 2.9MPa、 2.3MPa、0.4MPa接头种类管口对接焊接工艺参数焊接层数焊接方法焊接材料焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)焊条焊丝1 钨极氩弧焊/ H08Aφ2.5 100-120 20-22 6-82 焊条电弧焊J427 / φ3.2 90-120 24-26 8-10焊接电流钨极氩弧焊:直流正接;焊条电弧焊:直流反接。
焊前预热无焊后热处理无其他要求无编制依据1.《石油化工有毒、可燃介质管道工程施工及验收规范》SH 3501-20022.《工业金属管道施工及验收规范》GB 50235-973.《现场设备、工业管道焊接工程施工及验收规范》 GB 50236-984.《钢制压力容器焊接工艺评定》JB 4708-20005.《承压容器无损检测》JB/T 4730-2005焊接材料烘烤领用1.焊条J427烘烤要求:烘烤温度350℃,保温时间1.5h;焊工持保温筒领用烘烤焊条;2.焊丝需去除油、锈;保护气体应保持干燥。
坡口制备1.坡口加工:机械或氧乙炔焰方法。
坡口应保持平整、不得有裂纹、分层、夹杂等缺陷,形式和尺寸符合规定;2.坡口表面及两侧≥20mm范围内应将水、铁锈、油污、积渣和其它有害杂质清理干净。
外观检查1. 焊缝在焊接完毕后立即进行清理,去除焊渣、飞溅物等;2. 焊缝与母材应圆滑过渡,焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透等缺陷。
咬边深度≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长。
2、焊接工艺卡
LD 型电动葫芦单梁起重机焊接工艺卡文件编号 CTZH/GY(LD)-003编制审核批准生效日期福州升达冶金技术开发有限公司编号:1福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号LD10.10.10(2)共3页产品名称电动桥式起重机零(部)件名称工字钢接头第1页主要组成件序号图号名称材料件数1 工字钢Q235-BF 22 连接板Q235-BF 1工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径1 配合冷作按图用E4303直径Φ3.2焊条定位点焊,焊点均交流焊机23-25V 120±10A E4303 Φ3.2布,焊点长20~30mm2 先用Φ4焊条焊一层反面清根交流焊机25-27V 160-190A E4303 Φ4再用Φ5焊条焊平角向砂轮机25-27V 220-260A E4303 Φ53 角焊缝焊连接板四周焊脚高8mm 交流焊机25-27V 220-260A E4303 Φ5编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第 1 页主要组成件序号图号名称材料件数1 U形槽钢Q235-BF2 隔板Q235-BF3 钢管Q235-AF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径本工艺适用LD10.10.10A如下主梁参照执行:LD10.10.20 LD10.10.60 LD30.10.10-40LD10.10.30 LD10.10.70 LD30.10.50LD10.10.40 LD10.10.80 LD30.10.60LD10.10.50 LD10.10.90编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期编号:10福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第7 页主要组成件序号图号名称材料件数1 工字钢Q235-BF2 组焊好的槽体3 侧板Q235-BF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径1、配合冷作点焊工字钢与隔板,并焊接工字钢与隔板交流焊机TJ—02 25-27V 160-190A E4303 Φ4的双面角焊缝,焊脚高度5mm(见图二)2、配合冷作点焊侧板,将侧板按图四组装于梁体两侧角向砂轮机3、配合冷作点焊侧板与工字钢槽体的连接处焊缝长交流焊机25-27V 160-190A E4303 Φ4编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第8 页主要组成件序号图号名称材料件数1 工字钢Q235-BF2 组缝好的槽体3 侧板Q235-BF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径20~30mm4、将主梁在胎具中貉倾斜30º~40°,进行纵向焊缝的交流焊机TJ—01 25-27V 140-180A E4303 Φ4焊接,焊前清除焊接杂物,用钢丝刷清除铁锈,采用二台焊机双面等速同时焊接,焊脚高5mm,焊好一面后翻身焊另一面(见图四)编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共5页产品名称电动桥式起重机零(部)件名称端梁第1 页主要组成件序号图号名称材料件数1 槽形梁Q235-BF 12 筋板Q235-BF 43 盖板装置Q235-BF 24 加强板Q235-BF 45 连接板Q235-BF 16 底板Q235-BF 1工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径一配合冷作点焊1、点焊槽形梁拼接焊缝交流焊机JJ—02 23-25V 120±10A E4303 Φ3. 22、点焊筋板交流焊机23-25V 120±10A E4303 Φ3. 23、点焊盖板装置两侧的板交流焊机23-25V 120±10A E4303 Φ3. 2注意:零件图中件1塞焊工艺孔编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期编号:20。
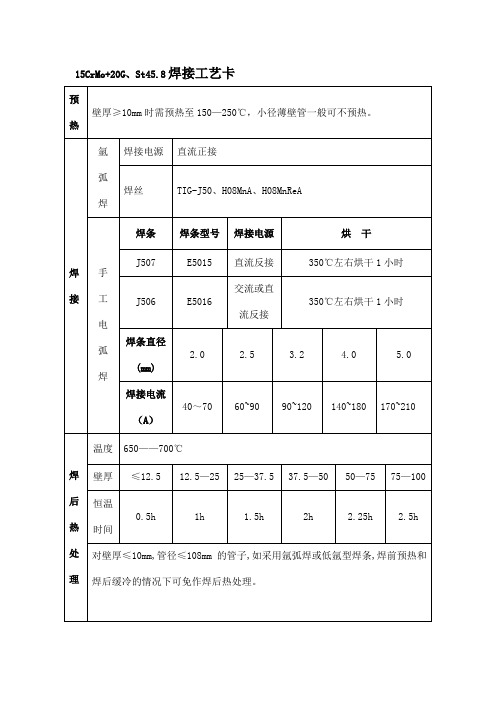
15CrMo+20G、St45.8焊接工艺卡
15CrMo+20G、St45.8焊接工艺卡
预
热
壁厚≥10mm时需预热至150—250℃,小径薄壁管一般可不预热。
焊接氩
弧
焊
焊接电源直流正接
焊丝TIG-J50、H08MnA、H08MnReA
手
工
电
弧
焊
焊条焊条型号焊接电源烘干
J507 E5015 直流反接350℃左右烘干1小时
J506 E5016
交流或直
流反接
350℃左右烘干1小时焊条直径
(mm)
2.0 2.5
3.2
4.0
5.0
焊接电流
(A)
40~70 60~90 90~120 140~180 170~210
焊后热处理温度650——700℃
壁厚≤12.5 12.5—25 25—37.5 37.5—50 50—75 75—100 恒温
时间
0.5h 1h 1.5h 2h 2.25h 2.5h 对壁厚≤10mm,管径≤108mm的管子,如采用氩弧焊或低氩型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
备注1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用钨极氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制。
焊接工艺卡
焊 接 工 艺 卡 产品名称:2x1250/250KN 门式启闭机主梁接 头 简 图 焊 接 工 艺 过 程焊接工艺卡编号 011、清理:清除焊接坡口及两侧>20 mm 范围内的水份、油污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2、 焊条经400℃保温1 h,烘干后放入100-150℃保温桶内,随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过4 h ,超过后,应重新烘焙,重复烘焙次数不得超过2次。
接 头 型 式 肋板孔周围与钢条的焊接- T 型接头 3、装配定位焊:装配定位焊采用MAG 焊,焊条为J607RH ,Φ3.2 mm.预留间隙2mm 。
接 头 编 号 Ⅱ3, Ⅱ13, Ⅱ26, Ⅱ33, Ⅱ36, Ⅱ48, Ⅱ50, Ⅱ55, Ⅱ57, Ⅱ66, Ⅱ76 4、焊接采用MAG 打底。
并且应设引弧板,不能在母材上直接引弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
焊工持证项目 SMAW-I-1G6、检验员进行焊缝外观检验。
焊 接材 料 型 号规格(mm) 烘干温度(℃) 保温时间(h) 焊件材料及规 格 牌 号 WDB620 与 WDB620 相焊 备 注J607RH Φ3.2 400 1 规 格 δ10 δ8 焊 接 工 艺 参 数层 次焊 接方 法 焊 材 规 格 (mm) 电源极性 焊接电流(A) 焊接电压(V ) 焊接速度(mm/min) 线能量(kj/cm) 其它(湿度) 1SMAW J607RH Φ3.2 直流反接 80-120 22-26 90-100 11.5-13.3 <70﹪ 2 SMAW J607RHΦ3.2 直流反接 80-120 22-26 90-100 11.5-13.3 <70﹪ 焊 接 位 置 平施 焊 技 术 采用手工电弧焊,焊接参数见上表 预热温度(℃)50℃ 层间温度(℃ ) 70-140℃ 后 热 无 焊后热处理(℃×h) 无 检 验 要 求√外观检查 100 % □射线探伤 % □超声波 % □渗透探伤 % □磁粉探伤 %接 头 简 图 焊 接 工 艺 过 程焊接工艺卡编号 021、清理:清除焊接坡口及两侧>20 mm 范围内的水份、油污、铁锈等。
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡

焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
焊接工艺卡
接头名称 接头编号
20#钢管对接环缝
12 11
10
1 2
9
3
8
4
7
5
6
钟点记号
母材及厚度(mm)
20#
焊接位置
水平/垂直固定
4同、。水平固定焊,点焊不得在6点处;两半圈焊接时,顺次进 焊接工艺评定报告编号
行
仰、立、平的焊接,注意焊条角度的变化,
焊工持证项目
SMAW/GTAW
5、打底焊采用单面焊背面自由成形工艺,打底焊必须全焊 6透、。后半圈焊接,应与前半圈焊接焊缝搭接10mm,第一层焊 完 层间应清理干净焊渣,如有超标缺陷应清除再进行盖面焊 7、焊后去除焊渣、飞溅等,接并。自检合格,如发现缺陷及时 返修。
检验项目: 1、焊后焊缝表面不得有裂纹、气孔、夹渣 未熔合等缺陷; 2、焊缝余高应满足工艺要求。
填充材料
焊接电流
电弧电压 焊接速度 线能量
施焊技术
焊条电弧焊/氩弧焊 层-道 焊接方法 牌
号 直径
极性
电流(A)
(V)
(cm/min )
(kJ/cm)
预热温度(℃)
打底焊/1 GTAW ER50-6
Φ2.0 直流正接
11~14
层间温度(℃)
盖面焊/1 SMAW
J427
Φ3.2 交流/直反 110~120
22~26
焊后热处理
后热
钨极直径
Φ2.0~2.5mm
喷嘴直径
Φ8~10mm
气体成分 Ar
正面流量 7~10L/min 背面流量
四川省化工建设总公司
焊接工艺 卡
规程编号: WPR2004-002-0001 项目名称: 四川瑞昱光伏材料有限公司切割钢丝厂项目
焊接工艺卡片
比
产 品 型 号 焊接工艺评定编号 规 格 / B 类焊接接头 电源及极性
流
电流(A)
牌号
规格 330~350 34~36
(cm/min) 75~85
(J/cm) 8925
焊接层次,顺序示意图:
焊接层次(正/反) : 正面一层 坡口角度:00 钝边:板厚 间隙:0~1
技术要求及说明: 1、清除坡口两侧内外表面 20 ㎜范围的油污、锈蚀、尘土且应露出金 属光泽。 2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
接
工
艺
卡
NO:06 零部件名称 图 号 钢号类组别号 清根方式 焊工资格 焊接速度 电压(V) (cm/min)
产 品 型 号 焊接工艺评定编号 规 格 配 比 电源及极性 流 量
焊接材料 牌号 规格
电流(A)
线 能 量 (J/cm)
焊接层次,顺序示意图:
焊接层次(正/反) :各一层 坡口角度:00 钝边:板厚 间隙:0~1
比
产 品 型 号 焊接工艺评定编号 规 格 / A 类焊接接头 电源及极性 直流反极
流
HP01 5㎜ 量
焊接材料 牌号 规格 ER50-6 Ф 1.6 HJ431
电流(A) 300~320 340~360
Ⅰ-Ⅰ / M1-1 线 能 量 (J/cm) 7971 10717
焊接层次,顺序示意图:
焊接层次(正/反) :各一层 0 坡口角度:0 钝边:板厚 间隙:0~1
编制: 日
年
月
日
焊接责任工程师:
2003 年 06 月 16
焊
表 H-05 产 品 名 称 焊接工艺指导书编号 母 材 气 体 接 头 编 号 层次 焊接方法 储 气 罐 HP01-01 Q235B / 配 焊接材料
焊接工艺卡片GB-01
产品名称/型号产品物料编码工艺版本号/标记处数更改文件号签字/日期焊接方法焊条电弧焊自动化程度手工支持PQR号/焊缝类型角焊缝接头类型T型角接接头坡口形式/根部间隙0mm 钝边尺寸/坡口角度/根部半径/是否加衬垫/衬垫材料/是否单面焊是是否反面清根否背面清根方法/焊接位置2F/平角焊母材1牌号Q235A 母材2牌号20CrMnTi 母材1厚度10mm 母材2厚度12mm 管外径/焊材型号E5015焊材牌号J507焊材规格φ2.5保护气体类型/保护气体成份/气流比率/喷嘴尺寸/钨极类型/钨极直径/熔滴过渡方式短路导电嘴到工件距离/最小预热温度150℃最大层间温度180℃焊后热处理温度180-250℃焊后热处理时间2-2.5H 窄道焊/摆动焊窄道焊/摆动焊单道焊/多道焊多道焊层间清理方式砂轮是否锤击否焊道/焊层焊接方法焊材型号焊材直径电流种类和极性焊接电流焊接电压焊接速度1焊条电弧焊E5015φ2.5交流60-7018-21/2~4焊条电弧焊E5015φ2.5交流65-8019-23/焊接工艺卡片(PSTA031007-208)刮板/接头简图技术要求1.焊前须将待焊部位两侧各30mm范围内的铁锈、氧化皮、油漆等杂质去除干净;2.焊前焊条必须烘干,烘干温度:300~350℃,保温时间:2小时,放置在保温筒内;3.焊件在整个焊接过程中严格控制层间温度;在对后续每层焊缝焊接前,要严格对前一层焊缝进行清理。
/设计(日期):韩松宝08.5.20 审核(日期):林晓东08.5.20 标准化(日期):宋明正08.5.20。
焊接工艺卡片
4、检查焊接设备、仪表能正常使用。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂痕、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A72
焊工合格项目
冷凝蒸发器
焊接层次
工艺参数
一
二
三
四
五
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
焊接电压〔V〕
20~25
20~25
22~28
22~28
焊接电流〔A〕
220~280
260~360
280~360
280~360
焊接速度〔m/m〕
电源及极性
填料牌号
5183
5183
5183
母材规格
δ=20+10
焊接工艺评定号
WPQ-058
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团
焊接工艺卡片H〔06〕
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一
二
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压〔V〕
20~25
20~25
焊接方法
焊接设备