s7-200PLC顺序功能图设计方法
西门子S7-200系列PLC顺序控制指令

西门子S7-200系列PLC顺序控制指令挨次掌握指令是plc生产厂家为用户供应的可使功能图编程简洁化和规范化的指令。
表1 挨次掌握指令的形式及功能STL LAD功能操作对象LSCR bit挨次状态开头S(位)SCRT bit挨次状态转移S(位)SCRE挨次状态结束无CSCRE条件挨次状态结束无从上表中可以看出,挨次掌握指令的操作对象为顺控继电器S,也把S称为状态器,每一个S的位都表示功能图中的一种状态。
S的范围为:即S0.0~S31.7。
从LSCR指令开头到SCRE指令结束的全部指令组成一个挨次掌握继电器(SCR)段。
LSCR指令标记一个SCR段的开头,当该段的状态器置位时,允许该SCR段工作。
SCR段必需用SCRE指令结束。
当SCRT 指令的输入端有效时,一方面置位下一个SCR段的状态器S,以便使下一个SCR段工作;另一方面又同时使该段的状态器复位,使该段停止工作。
由此可以总结出每一个SCR程序段一般有三种功能:(1)驱动处理:即在该段状态器有效时,处理相应的工作;有时也可能不做任何工作;(2)指定转移条件和目标:即满意什么条件后状态转移到何处;(3)转移源自动复位功能:状态发生转移后,置位下一个状态的同时,自动复位原状态。
1、挨次掌握指令的应用液压动力滑台在自动机床中被广泛采纳,这里以液压动力滑台掌握为例来说明挨次功能图设计方法以及挨次掌握指令的使用方法。
液压动力滑台在实际工作时的运动过程一般是:快进——工进——快退。
其运动过程由快进、工进、快退三个电磁阀掌握,掌握系统PLC各I/O功能及地址安排如表2所示。
机床液压滑台掌握系统如图1所示。
表2 液压动力滑台掌握系统PLC I/O地址安排功能名称动作器件I/O地址说明启动按钮SB1I0.0启动滑台原点位置SQ1I0.1滑台在原点位置工进起点SQ2I0.2滑台运动到工进起点位置工进终点SQ3I0.3滑台运动到工进终点位置快进YV1Q0.0滑台快进工进YV1、YV2Q0.0、Q0.1滑台工进快退YV3Q0.2滑台快退初始化脉冲SM0.1将初始状态S0.1置位。
S7-200PLC顺序控制编程方法应用

TECHNICS ·APPLICATION技术·应用文 董翠翠S7-200PLC顺序控制编程方法应用[摘 要]PLC在现代工业控制中起到非常重要的作用,顺序控制方法编程可以把复杂的PLC程序变得简单、不容易出错,提高编程效率。
重点介绍用S/R指令和步进指令进行顺序控制方法编程的实现,总结了两种方法编制用户程序时需要注意的地方,使得PLC编程有规律可循,简单易学。
[关 键 词] PLC;顺序控制;梯形图PLC技术在学习了基本的编程指令之后,基本上可以完成简单的应用程序的编写。
但是在稍微复杂的控制要求下,如果没有清晰的编程思路和固定的编程套路和方法,往往很难下手。
对于顺序控制流程来说,最简单的编程方法就是借助顺序功能图来编制梯形图。
由顺序功能图转化为梯形图一般有三种方法,包括起保停电路法、S/R法和SCR指令法。
对于初学者来说,这三种方法都简单容易学,为顺序控制编程提供了方便。
一、顺序控制功能图根据控制要求,如果能把工作流程划分出若干工作阶段,这样的系统适合采用顺序功能图来编程。
首先把整个工作过程分为有序的几个工序,这些工序称为状态或者步骤,用方框表示。
当满足一定条件时,实现状态之间的转移,转移的方向用有向线段连接,有向线段上用小短线表示转移条件。
状态右侧用短线连接当前状态要执行的动作。
各个输出量的状态在步转移之前保持不变,只有状态转移后,后续步对应的状态变为1,输出量为ON,同时当前活动步对应的状态复位为0,变为非活动步,输出量变为OFF。
每一个工作状态用编程元件中间继电器M或者状态继电器S来表示。
用顺序功能图编写程序,关键是把一个工作周期根据输出量的变化划分为若干步,一旦步划分完成,编程就按照固定的套路进行。
步划分的依据就是输出量的状态变化,有些输出量在多步中始终保持接通,仍需分在多步进行。
复杂的控制流程通过划分步,逐一解决每一步内要执行的操作,减少了编程出错的可能。
二、S/R指令的顺序控制梯形图编程方法PLC的基本指令中包含线圈指令和S/R(置位复位)指令。
西门子S7-200 SMART PLC原理及应用教程课件第六章
3)动力头快进到工进位置时,输入信号I0.1有效;指令“SCRT SO.2"对应的状态继电器 SO.2的状态由“0”变为“1”,操作系统使状态继电器SO.1的状态由“1”变为“0”,快进活动步 变为静止步,状态继电器SO.1对应的SCR段程序不再被执行。系统从快进步转换到T进步,
输出信号QO.O变为OFF,QO.1变为ON,动力头工进。 4)动力头工进到位后,输入信号10.2有效;指令“SCRTSO.3"对应的状态继电器SO.3的状
5)动力头快退返回原位后,输入信号IO.O有效;指令“SCRT SO.O’’对应的状态继电器 SO.O的状态由“0”变为“1”,操作系统使状态继电器SO.4的状态由“1”变为“0”,动力头快 退步由活动步变为静止步,状态继电器SO.4对应的S(、R段程序不再被执行,输出信号
Q0.2变为OFF,动力头停止运行。系统从快退步转换到初始步,在原位等待起动信号。
表6-1 S7-200 PLC顺序控制指令
第三节 顺序控制的梯形图编程方法
使用S7-200 Smart系列PLC顺序流程指令需要注意以下几点。 1)顺序控制指令仅对状态继电器S有效,S也具有一般继电器的功能,对它还 可使用与其他继电器一样的指令。 2)SCR段程序(LSCR至SCRE之间的程序)能否执行,取决于该段程序对应的 态器S是否被置位。另外,当前程序SCRE(结束)与下一个程序LSCR(开始) 之间程序不影响下一个SCR程序的执行。 3)同一个状态器S不能用在不同的程序中,如主程序中用了S0.2,在子程序 中不能再使用它。 4)SCR段程序中不能使用跳转指令JMP和LBL,即不允许使用跳转指令跳人、 到ISCR程序或在SCR程序内部跳转。 5)SCR段程序中不能使用FOR.NEXT和END指令。 6)在使用SCRT指令实现程序转移后,前SCR段程序变为非活动步程序,该程 序的元件会自动复位,如果希望转移后某元件能继续输出,可对该元件使用 置位或复位指令在非活动步程序中,PLC通电常ON触点SMO.O也处于断开状 态。
第6章S7-200PLC顺序控制程序设计方法.

08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
08:09:56
Байду номын сангаас
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
初始步
转移条件
工作步
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
三个电机顺序启停 的控制程序
手动启动按钮i00泵p1接触器q001号容器满i01泵p2接触器q011号容器空i02泵p3接触器q022号容器满i03泵p4接触器q032号容器空i04泵p5接触器q043号容器满i05泵p6接触器q053号容器空i06加热器接触器q064号容器满i07搅拌器接触器q074号容器空i10温度传感器i1109
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
6.1.2 步(状态)与动作
顺序控制设计法的最基本思想:
将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶 段称为步,并用编程元件来代表各步。步是根据输出量的状态来划 分的,在任何一步之内,各输出量的ON/OFF状态不变,但相邻两 步输出量总的状态是不同的。步的划分使代表各步的编程元件的状 态与各输出量的状态之间有着极为简单的逻辑关系。
转换条件控制代表各步的编程元件,让它们的状态按一定的控 制顺序变化,然后用代表各步的编程元件去控制PLC的各输出。
步用方框表示,并用辅助存储器的编号作为步的顺序编号。
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
图5-11 波形图
S7-200PLC顺序控制功能图

6.4 顺序控制指令应用举例
• 6.4.1 选择和循环电路举例
• 1. 题目
• 图6-11为一台分检大小球的机械臂装置。它的工作过程是:当机械臂处于原始位 置时,即上限开关LS1和左限位开关LS3压下,抓球电磁铁处于失电状态。这时 按动启动按钮SB1后,机械臂下行,碰到下限位开关LS2后停止下行,且电磁铁 得电吸球。如果吸住的是小球,则大小球检测开关为SQ为ON;如果吸住的是大 球,则SQ 为OFF。1秒钟后,机械臂上行,碰到上限位开关LS1后右行,它会根 据大小球的不同,分别分别在LS4(小球)和LS5(大球)处停止右行,然后下 行至下限位停止,电磁铁失电,机械臂把球放在小球箱里或大球箱里,1秒钟后 返回。如果不按停止按钮,则机械臂一直工作下去。如果按了停止按钮,则不管 何时按,机械臂最终都要停止在原始位置。再次按动启动按钮后,系统可以再次 从头开始循环工作。
6.1 功能图的产生及基本概念
• 6.1.2 功能图的基本概念
• 功能图又称为功能流程图或状态转移图,它是一种描述顺序 控制系统的图形表示方法,是专用于工业顺序控制程序设计 的一种功能性说明语言。它能完整地描述控制系统的工作过 程、功能和特性,是分析、设计电气控制系统控制程序的重 要工具。
• 功能图主要由“状态”、“转移”及有向线段等元素组成。 如果适当运用组成元素,就可以得到控制系统的静态表示方 法,再根据转移触发规则模拟系统的运行,就可以得到控制 系统的动态过程。
• (4)一个功能图至少要有一个初始状态。 • 下面用一个例子来说明功能的绘制。
6.1 功能图的产生及基本概念
• 某一冲压机的初始位置是冲头抬起,处 于高位;当操作者按动启动按钮时,冲头 向工件冲击;到最低位置时,触动低位行 程开关;然后冲头抬起,回到高位,触动高 位行程开关,停止运行.图6-5所示为功能 图表示的冲压机运行过程.冲压机的工 作顺序可分为三个状态:初始、下冲和 返回状态。从初始状态到下冲状态的转 移须满足启动信号和高位行程开关信号 同时为ON时才能发生;从下冲状态到 返回状态,须满足低位行程开关为ON 时才能发生。
s7-200plc顺序控制梯形图的设计方法
根据顺序功能图设计梯形图时,可以用存储 器位M来代表步。
5.1.1单序列编程方法
1. 锅炉的鼓风机和引风机梯形图设计 设计起保停电路的关键是它的启动条
件和停止条件。
2. 输出电路的设计方法
1)某一输出量仅在某一步中为ON,可将 它的线圈与对应步的存储器位(M0.2)的 线圈并联。
允许用跳转的方法跳入或跳出SCR段; 不能在SCR段中使用FOR、NEXT和END指令。
• 5.3.2 单序列 编程方法 • 某小车运动的梯形图设计。
5.3.3 选择序列与并行序列编程
应用举例
5.4 具有多种工作方式的系统的顺序控制梯形 图设计方法
概述
多种工作方式:手动和自动(包括连续、单周期、 单步、自动返回初始状态等)手动程序比较简单, 一般用经验法设计,复杂的自动程序一般根据系 统的顺序功能图用顺序控制法设计。
注意:使用这种编程方法时,不能将输出位 的线圈与置位指令和复位指令并联。因为图 5-8中控制置位、复位的串联电路连通的 时间是相当短的,只有一个扫描周期,转换 条件满足后前级步马上被复位,该串联电路 断开,而输出位的线圈至少应该在某一步对 应的全部时间内接通。
5.2.2 选择序列编程方法
5.2.3 并行序列编程方法
应用举例
5.3 使用SCR指令的顺序控制梯形图设计 方法
5.3.1顺序控制继电器指令 顺序控制继电器s专门用于编制顺序控制程序。
装 载 顺 序 控 制 继 电 器 (Load Sequence Control Relay) 指 令 “ LSCR s-bit” 用来 表 示一个SCR段(方式时手动 开关I2.0为1状态,将跳过自动程序,执行公 用程序和手动程序。选择自动工作方式时I2.0 为O状态,将跳过手动程序,执行公用程序和 自动程序。
基于S7-200的工业洗衣机PLC课程设计(顺序功能指令)

基于S7-200的工业洗衣机PLC课程设计目录一PLC的介绍 (2)1.1 PLC的简介 (2)1.2 PLC的特点 (2)二设计任务与要求 (4)2.1 设计任务 (4)2.2 设计要求 (4)2.3 实用价值与理论意义 (4)三硬件设计 (5)3.1 控制要求 (5)3.2 I/O分布表 (5)3.3 I/O外部接线图 (5)四软件设计 (6)4.1 设计方案 (6)4.2 设计分析 (6)4.3 自动洗衣机功能图与梯形图 (7)五结束 (13)参考文献 (14)一PLC的介绍1.1 PLC的简介PLC可编程控制器:PLC英文全称Programmable Logic Controller,中文全称为可编程控制器,它采用一类可编程的存储器,用于其内部存储程序、执行逻辑运算、顺序控制、定时、计数与算数操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
PLC是基于电子计算机,且适用于工业现场工作的电控制器。
它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
入出信息变换、可靠物理实现,可以说是PLC实现控制的两个基本要点。
入出信息变换靠运行存储于PLC内存中的程序实现。
PLC的I/O 电路,都是专门设计的。
PLC有多个I/O用点,一般也就有多少个I/O用电路。
可编程控制器(PLC)以微处理器为核心,普遍采用依据继电接触器控制系统电气原理图编制的梯形图语言进行程序设计,编程容易,功能扩展方便,修改灵活,而且结构简单,抗干扰能力强。
S7-200系列可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩展设备,其中的模拟输入设备和通信设备更是符合全自动洗衣机控制系统的要求与特点。
通过对结构图的分析,可知全自动洗衣机的I/O点不多,选择小型的S7-200,可以完全满足其要求。
本设计选择S7-200为核心部件,着重进行硬件接口设计,利用梯形图进行编程,实现了全自动洗衣机控制系统的自动化。
顺序功能图,三种编程方式
3.1PLC梯形图的三种顺序控制设计法PLC以其独特的优点,已经在当今各个领域中得到了广泛的应用,尤其是在组合机床的自动化改造中。
在改造的过程中,主要涉及到PLC硬件的设计和软件的设计,其中软件的设计主要是编程语言的设计。
PLC常用的编程语言有梯形图语言、助记符(指令表)语言、功能块图语言、顺序功能图语言、高级编程语言等。
但使用最广泛的是梯形图语言。
梯形图语言的设计方法很多,主要有经验设计法、翻译法和顺序控制设计法。
用经验设计法和翻译法设计梯形图时,没有一套固定的方法和步骤可以遵循,特别是在设计机床复杂控制系统的梯形图时,常要用大量的中间单元来完成记忆、连锁和互锁的功能,需要考虑的因素很多。
另外,用此方法设计的梯形图很难阅读,给系统的维修和改进带来很大困难。
而用顺序控制设计法设计梯形图,却有一定的规律可循,程序的阅读和改进也比较容易,可以大大提高设计的效率。
本文主要以西门子公司S7 - 200 PLC为例来介绍PLC梯形图的三种顺序控制设计法,并对其进行比较分析,总结其特点。
顺序控制与顺序功能图概述:顺序控制是按照生产工艺预先规定的顺序,在不同的输入信号作用下,根据内部状态和时间的顺序,使生产过程中的每个执行机构自动有步骤地进行操作。
在使用顺序控制设计法设计梯形图时,首先要根据系统的工艺过程,设计出顺序功能图,然后根据顺序功能图编写出梯形图。
顺序功能图( Sequential Function Chart简称SFC)是描述控制系统的控制过程、功能和特性的一种图形,是设计PLC的顺序控制程序的主要工具。
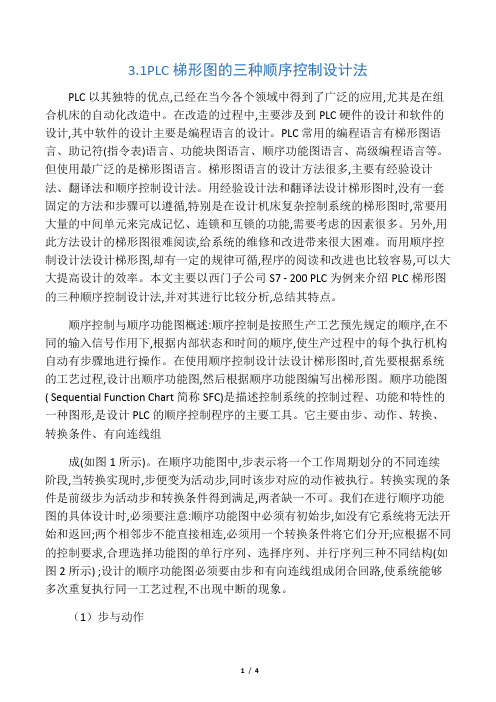
它主要由步、动作、转换、转换条件、有向连线组成(如图1所示)。
在顺序功能图中,步表示将一个工作周期划分的不同连续阶段,当转换实现时,步便变为活动步,同时该步对应的动作被执行。
转换实现的条件是前级步为活动步和转换条件得到满足,两者缺一不可。
我们在进行顺序功能图的具体设计时,必须要注意:顺序功能图中必须有初始步,如没有它系统将无法开始和返回;两个相邻步不能直接相连,必须用一个转换条件将它们分开;应根据不同的控制要求,合理选择功能图的单行序列、选择序列、并行序列三种不同结构(如图2所示) ;设计的顺序功能图必须要由步和有向连线组成闭合回路,使系统能够多次重复执行同一工艺过程,不出现中断的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、 各组成部分的功能 1)什么是步:将系统的一个工作周期划分为若干个顺序相连的阶段, 称为步。
在任何一步内,各输出量的状态不变, 但相邻两步输出量的状态是不同的;
顺序功能图
用编程元件M和顺序控制继电器S来代 表各步;
M
Q
2)步与动作
1. 初始步
启动 I0.0
停止 I0.1
Q0.0 Q0.1
引风机 鼓风机
状态1 状态2 状态3
2、把状态把时序划分为步: 启动 I0.0
停止 I0.1
Q0.0 Q0.1
M0.0 M0.1 M0.2 M0.3
状态1
制时序图:即顺序功能图
5.1.2 顺序功能图
一、 顺序功能图的组成
第5章 顺序控制设计法
❖ 5.1 顺序控制设计法与顺序控制功能图 ❖ 5.2 顺序控制梯形图的设计方法
5.1 顺序控制设计法与顺序控制功能图
5.1 .1 顺序控制设计法
一、什么是顺序控制?
按照生产工艺预先规定的顺序,在各个输入信号的作用 下,根据内部状态和时间的顺序,在生产过程中各个执行机 构自动地有秩序地进行操作。
3.绘制顺序功能图时的注意事项
(1) 两个步绝对不能直接相连,必须用一个转换将它们分隔开。 (2) 两个转换也不能直接相连,必须用一个步将它们分隔开。 (3) 不要漏掉初始步。 (4) 在顺序功能图中一般应有由步和有向连线组成的闭环。
4.顺序控制设计法的本质
例:指出顺序功能图中的错误
7 2
1 5 4
3)有向连线与转换条件
1. 有向连线
习惯方向:上→下,左→右 非习惯方向,箭头不能省略;
2. 转换条件
外部的输入信号:按钮、开关 PLC内部信号:定时器触点; 只有当某一步的前级步为活动步时,
该步才有可能变成活动步
顺序功能图
例:画出小车控制的顺序功能图
要求:下图中小车开始时停在最左边,左限位开关I0.2状态 为1,按下启动按钮后,小车向右运动,碰到右限位开关后 小车改为左行,返回到起始位置时,小车停止运行并延时 10s制动。
5.1.3 顺序功能图的基本结构
1.单序列 2.选择序列 3.并行序列
5.1.4 复杂功能顺序图的绘制
5.1.5 顺序功能图中转换实现的基本规则
1.转换实现的条件
1) 该转换所有的前级步都是活动步。 2) 相应的转换条件得到满足。
2.转换实现应完成的操作
1) 使所有的后续步变为活动步。 2) 使所有的前级步变为不活动步。
二、什么是顺序功能图?
描述控制系统的控制过程、功能和特性的一种图形,也是 设计PLC的顺序控制程序的有力工具。
顺序控制
顺序功能图
PLC梯形图
例:锅炉引风机与鼓风机控制。
要求:按动启动按钮后,应先开引风机,延时12秒后再开鼓 风机。按停止按钮后,应先停鼓风机,10秒后再停引风机。
1、根据锅炉控制流程绘出时序图:
3
(1)初始步应为双线框; (2)最上面的转换没有转换条件; (3)步M0.2和M0.0间没有转换条件; (4)输入I0.5不能为动作; (5)不采用Q作转换条件; (6)步M0.3后面没有转换和步; (7)最上面水平有向连线应在转换之下
6
5.2 顺序控制梯形图的设计方法
与系统初始状态相对应的步称为初始步 初始步用双线方框表示 每个顺序功能图有一个初始步
2. 动作
在步内向被控制系统发出的 “命令”
顺序功能图
保持型动作:若为保持型动作,则该步不活动 时继续执行该动作。 非保持型动作:若为非保持型动作则指该步不 活动时,动作也停止执行。
3. 活动步 系统处于某一步所在的阶段,称该步为活动步 活动步对应的动作才能执行;