冲压模具一览表
冲压模具常识
1.1冲压的概念1.1.11.1.11.1.11.1.1冲压冲压:在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
因为通常使用的材料为板料,故也常称为板料冲压。
冲压成形产品示例一——日常用品:易拉罐、餐盘、垫圈等。
冲压成形产品示例二——兵器产品:子弹壳等。
冲压成形产品示例三——高科技产品:汽车覆盖件、飞机蒙皮等。
1.1.21.1.21.1.21.1.2冲模冲压模具:将材料加工成所需冲压件的一种工艺装备,称为冲压模具(俗称冲模)1.1.21.1.21.1.21.1.2冲压生产的三要素:冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备1.2冲压加工特点与应用1.2.11.2.11.2.11.2.1冲压加工的特点(1)生产率高、操作简单。
高速冲床每分钟可生产数百件、上千件。
(2)一般无需进行切削加工,节约原料、节省能源。
(3)冲压件的尺寸公差由冲模来保证,产品尺寸稳定、互换性好。
“一模一样”(4)冲压产品壁薄、量轻、刚度好,可以加工形状复杂的小到钟表、大到汽车纵梁、覆盖件等。
局限性:由于冲模制造是单件小批量生产,精度高,是技术密集型产品,制造成本高。
因此,冲压生产只适应大批量生产。
1.2.21.2.21.2.21.2.2冷冲压的应用由于冷冲压在技术上和经济上的特别之处,因而在现代工业生产中占有重要的地位。
在汽车、拖拉机、电器、电子、仪表、国防、航空航天以及日用品中随处可见到冷冲压产品。
如不锈钢饭盒,搪瓷盆,高压锅,汽车覆盖件,冰箱门板,电子电器上的金属零件,枪炮弹壳等等。
据不完全统计,冲压件在汽车、拖拉机行业中约占60%,在电子工业中约占85%,而在日用五金产品中占到约90%。
如一辆新型轿车投产需配套2000副以上各类专用模具;一台冰箱投产需配套350副以上各类专用模具;一台洗衣机投产需配套200副以各类专用模具。
冲压模具公差及间隙标准

公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
冲压模具表单-1
0.05
>6.5
0.015---0.04
0.025
0.03
铝、铝合金
0.03---0.08
0.03---0.07
纯铜、黄铜
0.02---0.06
0.03---0.09
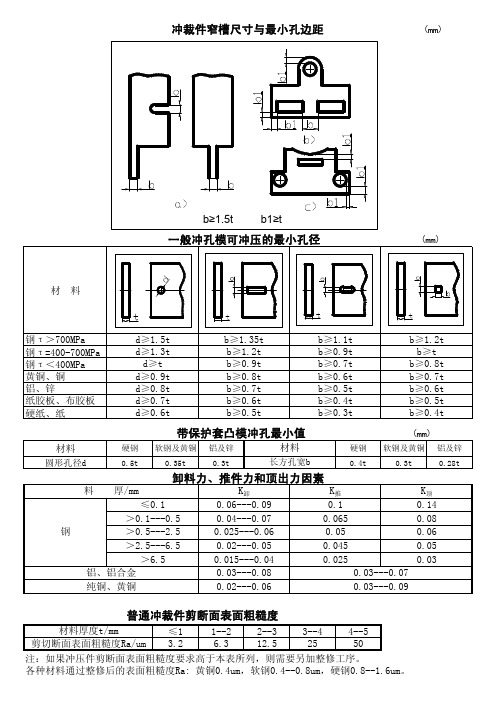
普通冲裁件剪断面表面粗糙度
材料厚度t/mm
≤1
剪切断面表面粗糙度Ra/um 3.2
1--2 6.3
2--3 12.5
3--4 25
4--5 50
b≥1.1t b≥0.9t b≥0.7t b≥0.6t b≥0.5t b≥0.4t b≥0.3t
b≥1.2t b≥t
b≥0.8t b≥0.7t b≥0.6t b≥0.5t b≥0.4t
带保护套凸模冲孔最小值
(mm)
材料
硬钢 软钢及黄铜 铝及锌
材料
硬钢 软钢及黄铜 铝及锌
圆形孔径d
0.5t
0.35t
0.3t
长方孔宽b
0.4t
0.3t
0.28t
卸料力、推件力和顶出力因素
料 厚/mm
K卸
K推
K顶
≤0.1
0.06---0.09
0.1
0.14
>0.1---0.5
0.04---0.07
0.065
0.08
钢
>0.5---2.5
0.025---0.06
0.05
0.06
>2.5---6.5
0.02---0.05
0.045
冲裁件窄槽尺寸与最小孔边距
(mm)
b≥1.5t b1≥t
一般冲孔模可冲压的最小孔径
(mm)
材料
钢τ>700MPa 钢τ=400-700MPa 钢τ<400MPa 黄铜、铜 铝、锌 纸胶板、布胶板 硬纸、纸
冲压模具(英语)

冲压模具-冲压名称类英汉对照plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸) draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量序號工序\工藝中文工序\工藝英文1沖孔\下料復合Compound2下料僅下外形Blank\Blanking3沖孔沖孔Pierce4側沖Cam Pierce5預沖Pre-Pierce6打沙拉C'sink7打沉頭Coun-Bore8抽牙\抽孔Extrude\Extrusion9折彎一般折Bend10U-折U-Bend 11V-折V-Bend 12Z-折Z-Bend 13折不規則邊Form 14打圓凸包Emboss 15打不規則凸包Forming16打補強長條形Rib Form17三角形Gusset\Knifing 18壓毛邊Coin19反折壓平Hem20空步Idle21捲圓Curling22鉚合抽牙沙拉Flaring23無孔鉚合(三點)Toxing24無孔鉚合(三線)Tog-L-Lock 25拉釘鉚合Riveting 26鉚螺柱Staking27點焊不打點Welding\Spot Welding28打點Projection Welding29整形Shaping\Re-strike 30切破Lancing31半切破Half Cut32切邊一般切Trim33側切Cam Trim\Side Trim34打天橋Bridge Form\Bridge Lance 35拉伸Drawing36擠薄Thinning37壓厚Back Pack38打字模Lettering39打壓印Marking40打百葉窗Louver41旋壓Spinning42沖引導孔Pilot43切節距Notch\French Notch。
冲压模具SPM参数表

401-20000-090 HDMI铆线式中夹片
401-20000-100 HDMI焊线式中夹片
203-10101-000 IDC 0.14单夹持端子
203-10201-000 IDC 0.16单夹持端子
202-10107-000 ATA 0.14\7P接地片端子
202-10108-000 ATA 0.14\8P接地片端子
208-20211-050 SATA 间隔性 (短型)七芯端子
208-20211-150 SATA7P7C间隔PINCONTACT(素材)反铆口
208-20212-000 SATA 间隔性 八芯端子
208-20212-030 SATA 间隔性 30AWG
208-20214-030 SATA7P端子\母\铆线式\间隔P8C\30AWG
402-12011-090 HDMI铆线式外壳上盖
220-20110-010 HDMI 9P焊线式公端子
220-20120-010 HDMI 10P焊线式公端子
401-10000-060 HDMI焊线式中间片
402-12015-020 HSDAMTIA1短5P铜0壳.76刺破口母端子\90度刺破
209-10230-000 式
221-20224-000 sata6p母端子\焊线式\间隔PIN 4杯口
221-20225-000 SATA6P母端子焊线式间隔PIN6杯口
SATA15P 0.84刺破口母端子\90度单边
209-20230-020 刺破式
SATA15P 0.6刺破口母端子\90度单边刺
209-20230-030 破式
209-20220-020 SATA15P焊线式端子for LT
24091-20020200-050 SATA15P焊线式端子for LT
冲压模具零件名称及作用

冲压模具零件名称及作用
冲压模具零件的名称和作用有以下几种:
1. 上模板(也称为固定模板):支撑和固定模具的上部,安装上冲头,用于固定模具上部的冲压动作。
2. 下模板(也称为下模座):支撑和固定模具的下部,安装下冲头,用于固定模具下部的冲压动作。
3. 模板板材:通常为钢材,用于制造模具的固定模板和下模板。
4. 冲头(也称为上模座):安装在上模板上,用于冲击材料,使其变形或断裂。
5. 下冲头(也称为下模座):安装在下模板上,与上冲头相对应,用于支撑材料在压力下变形。
6. 切刀:安装在冲头或下冲头上,用于切割或切断材料。
7. 导柱:用于定位和引导模具的上下模板,确保模具的准确定位。
8. 导套(也称为导孔衬套):通常为塑料或铜材,安装在导孔中,用于减少摩擦力并延长导柱和导套的使用寿命。
9. 弹簧:用于提供模具的回弹力,使模具复位。
10. 侧顶销:安装在模具的侧板上,用于固定模具和导向材料。
11. 引导板(也称为导向板):安装在模具的侧板上,用于引导材料在冲压过程中的移动路径。
12. 模仁(也称为模块):用于冲压孔、凹槽或凸起形状的模具部分。
13. 模座:用于固定冲模的底部,支撑模具的外部结构。
14. 推杆(也称为顶杆):用于提供压力,使模具上的冲头或下冲头进行冲击动作。
以上是常见的冲压模具零件的名称和作用,不同的模具可能还有其他特殊的零件。
冲压模具常用材料种类及热处理
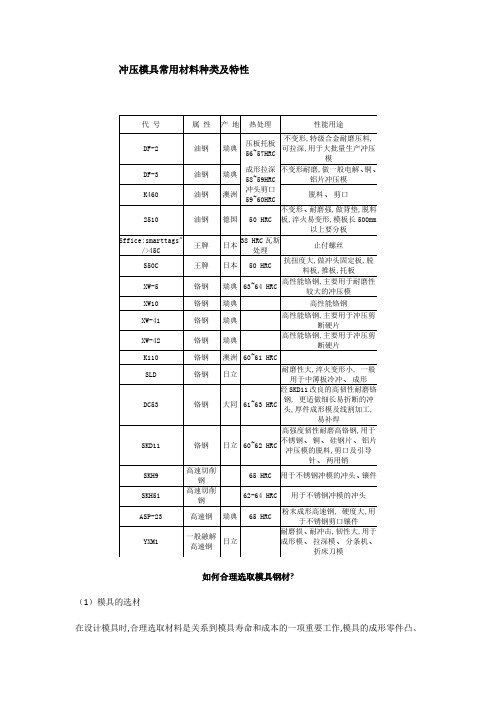
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
模具(工装)编号明细表

赶形模(铣 车边模(车 工装) 工装) 手工冲具 其它 弯形胎
拉延模(首 拉延模(二 拉延模(三 次) 次) 次) 落料冲孔模 压印模 铆合模 滚边模 翻边胎 玻璃弯形胎 连续模 落料压印模 初装合模 连续拉延模 压凸起模 终装合模
切断兼弯曲 落料冲孔反边 模 成形模 冲镦模 校正模 铆挤工具 冷拉模 钻孔、攻丝、 综合工装模
ቤተ መጻሕፍቲ ባይዱ
换位初装合 换位初装合 模 模 拉形模 调直工具 滚筒模 装配辅具
模具(工装)编号明细表
分类组成号 组分类 符号 10 材料分解类 11 12 弯形、压延 、成形模 13 14 15 16 17 18 19 复合冲模 材料体积重 新分配模 装铆类 非冲压成形 类 手工加工类 其它 落料模 卷筒模 冲圆孔模 卷边模 冲方孔模 折边模 冲异形孔模 内翻边模 拉延模(四 次) 落料拉延模 镦粗模 冲孔模 外翻边模 整形模 冲多孔模 翻边模 反拉延模 弯曲模、压圆 模 胀形模 冲孔兼切边模 冲孔压印模 扣合模 爆炸成形模 侧面冲孔模 扭面模 塑料拉延模 切断压弯冲孔 模 挤压模 装合模 镗孔工装 压装模 冲孔切口模 扩口模 成形模 落料拉延冲 孔模 切口模 缩口模 拉延波纹模 冲孔翻边模 名称 0 1 2 3 圆管切断模 4 分离模(切 开) 5 裁头模 6 裁头冲孔模 7 冲缺口模 8 剪裁模 9 修(切)边 模
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
03
济南大盛机械模具配件有限公司
完好
制表:李红彦2019.1.10
WG9725550991-8/2
各1套
02
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
济南大盛机械模具配件有限公司
完好
完好
完好
完好Βιβλιοθήκη 完好完好完好气瓶罩支架总成(钻孔、折弯、焊接工装)
气瓶右侧保护罩((冲孔、折弯、焊接工装))
气瓶后部气瓶罩(右侧)(冲孔、冲百叶窗、折弯工装))
气瓶罩支架(钻孔、折弯、焊接工装)
气瓶左侧保护罩(钻孔、折弯、焊接工装)
气瓶后部保护罩(左侧)(冲孔、冲百叶窗、折弯工装)
3
座椅骨架焊接总成(落料、冲孔、压型、折弯、焊接工装)
WG9725550991-8/2
模具一览表
部门/车间:SDHT/SCB17-001
序号
工装名称
规格型号
数量
编号
制造单位、开始使用时间
性能、完好状态
报废时间、原因
备注
1
王子盒-落料、冲孔模具、冲字头模具、折弯刀、压型模具、焊接工装
XG1601513357
各1套
01
济南大盛机械模具配件有限公司
完好
2、
气瓶顶部保护罩(冲孔、折弯、焊接工装)