设备设施编号命名规则
电力系统部分设备统一编号准则
电力系统部分设备统一编号准则摘要这份文档旨在制定电力系统部分设备统一编号的准则,以便在电力系统管理和运维中统一设备编号的命名规则和标准。
准确、规范的设备编号是电力系统管理工作的基础,有助于提高设备管理的效率和精度。
1. 引言为了规范和统一电力系统部分设备的命名和编号,保证电力系统管理的准确性和高效性,制定本准则。
2. 设备编号的重要性设备编号在电力系统管理中具有重要作用,主要体现在以下几个方面:2.1 设备信息记录与查询通过设备编号可以快速定位和查询设备的详细信息,包括设备类型、使用情况、维护记录等。
准确的设备编号能够提高设备信息记录的准确性和查询的效率。
2.2 设备管理和维护设备编号是设备管理和维护的基础。
通过设备编号可以对设备进行分类、分组和统计,帮助进行设备的巡检、维修和替换工作。
2.3 安全管理和事故分析设备编号在安全管理和事故分析中具有重要作用。
通过设备编号可以快速了解设备所属系统、设备类型和设备属性,便于安全管理和事故分析的定位和处理。
3. 设备编号的命名规则为了确保设备编号的准确性和一致性,制定以下命名规则:3.1 统一前缀设备编号应以统一的前缀标识不同的设备类型,以便进行设备类型的快速区分。
设备类型前缀电缆CB开关SW变压器TF发电机组DG3.2 分段编号设备编号可以分为多个段落,每个段落由英文字母、数字、下划线或连字符组成,用于描述设备的属性、位置、型号等信息。
示例:CB-D01-001•CB 为电缆设备的前缀•D01 表示设备所在的分区•001 为设备在分区内的编号3.3 设备属性标识设备编号中可以包含设备的属性信息,用于进一步描述设备的特性或功能。
示例:SW-HV-001•SW 为开关设备的前缀•HV 表示设备的电压等级为高压•001 为设备的编号4. 设备编号的应用示例以下是几个设备编号的应用示例:4.1 电缆设备编号电缆设备的编号可以按照以下规则进行命名:•前缀:CB•分段编号:CB-ZH-001,CB-ZH-002,CB-BJ-001,CB-BJ-0024.2 开关设备编号开关设备的编号可以按照以下规则进行命名:•前缀:SW•分段编号:SW-HV-001,SW-HV-002,SW-LV-001,SW-LV-0024.3 变压器设备编号变压器设备的编号可以按照以下规则进行命名:•前缀:TF•分段编号:TF-1000KVA,TF-2000KVA,TF-5000KVA5. 设备编号管理为了确保设备编号的管理和维护,需要建立相应的管理系统和流程。
设备名称的命名、编号管理制度
设备名称的命名、编号管理制度1 总则1.1 为了确保安全生产,避免在操作上、联系上产生混乱,根据有关技术法规及我厂的具体情况,制订本制度。
1.2 本制度适应于大唐甘谷发电厂所有生产设备及系统和生产型建筑物的命名和编号。
2 管理2.1 全厂设备的命名及编号,由设备部统一命名和编号,发电部负责审核,总工程师(生产厂长)批准后执行,任何设备只有唯一命名和编号,任何部门不得随意变更。
2.2 新建、改建和正建设备系统的名称及编号,由新建、改建和正建部门命名和编号,上报设备部、发电部、总工程师(生产厂长)批准后执行。
2.3运行规程、检修规程以及各种技术台帐、资料的编写、设备名称及编号遵照本标准执行。
2.4 工作票及操作票严格按已定的命名和编号填写,如有与已命名和编号不符的操作票及工作票时,操作人员应拒绝执行。
3 命名编号原则3.1 主设备和独立的辅助设备以阿拉伯数字命名编号,单位机组内的主设备的编号相同,如1号锅炉、1号主变压器、1号汽轮机、1号发电机。
3.2主设备所属的辅助设备的编号用A、B、C、D、E字样,并在其编号前加主设备的名称,如1号机A凝结水泵、 2号炉B送风机、2号炉E磨煤机等;辅助设备所属的一般辅助设备编号用A、B、C、D、E字样,并在其编号前加辅助设备的名称;全厂独立设备(只有一台设备)只呼其名,如启/备变压器故障录波器等。
3.3设备命名编号基本原则是:由东至西、自下而上、由南至北顺序进行。
3.4设备命称按所在位置和用途直呼其名。
3.4 电气系统的命名编号3.4.1 电气升压站设备的命名应用连接的主系统及设备名称双重命名。
如1号主变330KV侧中性点避雷器。
3.4.2 升压站断路器和隔离开关的命名编号按系统电压等级以及开关用途自始至终的顺序使用双重编号。
如: 1号机-变3301断路器是指1号机组的330KV 出线断路器。
3.4.3 与出线连接的隔离开关命名:应与本出线及所属系统的设备名称相符。
配电线路、设备及设施命名编号导则

Q/GZW 贵州电网公司企业标准Q/GZW X XXXX-2010配电线路、设备及设施命名编号导则(试行)2010-XX-XX发布 2010-0X-XX实施贵州电网公司发布目录前言 (IV)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)3.1线路 (1)3.210KV主干线 (1)3.310KV支线 (1)3.4低压主干线 (1)3.5开关箱 (2)3.6开关房 (2)3.7分接箱 (2)3.8低压开关箱 (2)3.9低压分接箱 (2)3.10开关 (2)3.11刀闸 (2)3.12地刀 (2)3.13令克 (2)3.14箱变 (2)3.15台变 (2)3.16配电房 (2)3.17主进开关 (2)3.18主出开关 (3)3.19出线开关 (3)3.20电缆段 (3)3.21配电设施 (3)3.22开闭所 (3)3.23配电调度部门 (3)4职责与权限 (3)4.1配电调度部门 (3)4.2分(县)局配电生产技术部门 (4)4.3分(县)局运行部门 (4)5内容与方法 (4)5.1基本原则 (4)5.210KV线路命名原则 (4)5.310KV杆塔编号原则 (5)5.4低压线路命名原则 (5)5.5低压电杆编号原则 (5)5.6开关箱、开关房命名原则 (5)5.7开关箱、开关房内设备命名编号原则 (6)5.8分接箱命名原则 (7)5.910KV柱上开关、刀闸及线路令克命名编号原则 (7)5.10低压开关设备的命名编号原则 (8)5.11箱变命名原则 (9)5.12台变命名原则 (9)5.13低压开关箱命名原则 (10)5.14低压分接箱命名原则 (10)5.15配电房命名原则 (10)5.16配电房内设备的编号原则 (10)5.17箱变及环网箱变内设备命名编号原则 (11)5.1810KV电缆段命名原则 (11)5.19低压撑铁横担命名编号原则 (11)5.20低压电缆段命名原则 (11)5.21附属设备命名原则 (12)5.2210KV 升压变、无功补偿命名原则 (12)5.23电缆中间接头编号原则 (12)5.24电缆井命名原则 (12)5.25开闭所命名原则 (12)5.26开闭所内设备的命名、编号原则 (12)附录本导则用词说明 (14)前言为指导和规范配电线路、设备、设施命名编号,特编制本标准。
设备位号编号规则及含义
设备位号编号规则及含义按照《化工工艺设计施工图内容和深度统一规定》的要求,施工图中设备名称应与初步设计所确定的名称一致。
位号的书写方法设备位号在流程图、设备布置图及管道布置图中书写时,在规定的位置划一条粗实线-设备位号线,线上方书写设备位号,线下方在需要时可书写设备名称。
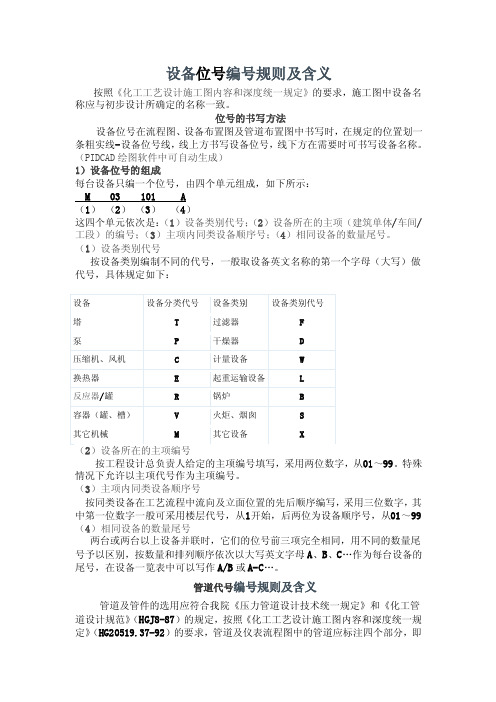
(PIDCAD绘图软件中可自动生成)1)设备位号的组成每台设备只编一个位号,由四个单元组成,如下所示:M 03 101 A(1)(2)(3)(4)这四个单元依次是:(1)设备类别代号;(2)设备所在的主项(建筑单体/车间/工段)的编号;(3)主项内同类设备顺序号;(4)相同设备的数量尾号。
(1)设备类别代号按设备类别编制不同的代号,一般取设备英文名称的第一个字母(大写)做代号,具体规定如下:设备设备分类代号设备类别设备类别代号塔T过滤器F泵P干燥器D压缩机、风机C计量设备W换热器E起重运输设备L反应器/罐R锅炉B容器(罐、槽)V火炬、烟囱S其它机械M其它设备X(2)设备所在的主项编号按工程设计总负责人给定的主项编号填写,采用两位数字,从01~99。
特殊情况下允许以主项代号作为主项编号。
(3)主项内同类设备顺序号按同类设备在工艺流程中流向及立面位置的先后顺序编写,采用三位数字,其中第一位数字一般可采用楼层代号,从1开始,后两位为设备顺序号,从01~99(4)相同设备的数量尾号两台或两台以上设备并联时,它们的位号前三项完全相同,用不同的数量尾号予以区别,按数量和排列顺序依次以大写英文字母A、B、C…作为每台设备的尾号,在设备一览表中可以写作A/B或A-C…。
管道代号编号规则及含义管道及管件的选用应符合我院《压力管道设计技术统一规定》和《化工管道设计规范》(HGJ8-87)的规定,按照《化工工艺设计施工图内容和深度统一规定》(HG20519.37-92)的要求,管道及仪表流程图中的管道应标注四个部分,即管道号(管段号,由三个单元组成)、管径、管道等级和隔热或隔声代号,总称为管道组合号(管道代号),一般标注在管道的上方,如下所示:PG 03 001 – 100 L1B - C(1)(2)(3)(4)(5)(6)管道组合号(管道代号)由六个单元组成,这六个单元依次是:(1)物料代号;(2)主项代号;(3)管道顺序号,以上三个单元组成管道号(管段号);(4)管道尺寸;(5)管道等级;(6)隔热或隔声代号。
工厂设备设施编号命名规则
设备设施编号命名规则(水工观测维护班)根据总厂的设备编号命名规则,水工观测维护班需要对所辖的相关设备及设施进行编号命名,其中包括大量监测仪器:如隧洞内观仪器、边坡外观、测斜仪、位移计等,另外还包含主要水工建筑物,如:大坝、引水隧洞、压力钢管、调压井、厂房等。
根据实际情况,监测自动化系统的DAU、NDA已有编号,因涉及到系统软件的改动和原始资料分析,在未做特殊要求的情况下,本次不做改动,只将编号原则列出。
一、仪器命名编号原则1、隧洞内观仪器1.1 II号引水洞编码规则第一个字母为仪器类型: R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为断面序号:F-断面编号,II号引水洞从上游向下游有12个观测断面,依次为A、B、…、L;第三个字母为仪器埋设方向:H(环向)、Z(纵向)、无纵向仪器时没有附号;第四个字母为仪器埋设位置:N(内层)、Z(中部)、W(外层)、D(底板);后缀数字是仪器埋设方位(面向上游,洞顶为0°,然后反时针旋转分别为90°、180°、270°)例:RFHW180即为本钢筋计处于F断面外层钢盘环向180°方位。
1.2 III号引水洞编码规则第一个字母为仪器类型: R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为仪器埋设方向:H(环向)、Z(纵向)、无纵向仪器时没有附号;第三个字母为仪器埋设位置:N(内层)、Z(中部)、W(外层)、D(底板);第四部分的数字是仪器埋设方位(面向下游,洞顶为0°,然后顺时针旋转分别为90°、180°、270°)后缀部分为断面序号:如“﹣1”为第1断面,依次为﹣2…﹣16;﹣XZ1为新增1断面,依次为﹣XZ2…﹣XZ5。
埋在底板的仪器编号由5个字母和后缀序号构成:第一个字母为仪器编号由5个字母和后缀序号构成:第一个字母为仪器类型:R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为仪器埋设方向:H(横向)、Z(纵向);第三个字母为仪器埋设部位名称:D(底板)、J(加强板);第四个字母为仪器所处平面位置:Y(右边角边)、Z(中部);第五个字母为仪器所处钢筋层位:S(上层)、X(下层);第六部分是字母与数字组成:代表仪器所处断面序号:XZ1(新增1断面),依次为XZ2(新增2断面)……XZ5(新增5断面)。
设备编号规范
设备编号规范设备编号是用于对设备进行标识和管理的一种编码体系,通常由一系列数字、字母或符号组成。
设备编号规范是指在设备编号的使用和管理上需要遵守的一些准则和规则。
下面是一个设备编号规范的示例,包括编号的格式、分组、命名规则等内容。
一、编号格式设备编号应该具备清晰、易读、易于理解的特点。
一般可以采用以下格式:1. 数字编号:由一串数字组成,例如0001、0002、0003等。
2. 字符编号:由字母、数字或符号组成,例如A01、B02、@03等。
3. 组合编号:由数字和字母组合而成,例如001A、002B、003C等。
二、编号分组为了方便管理和查询,可以将设备编号分组。
例如按照设备类型、用途、地点等进行分组,每个分组可以有特定的编号范围。
这样做可以提高设备的管理效率,便于管理人员进行分类查询和统计分析。
三、命名规则设备编号的命名规则可以参考以下几点:1. 设备类型前缀:在编号的前面加上设备类型的标识,可以使用单个字母或数字表示设备类型。
例如:P001表示打印机、C001表示电脑等。
2. 日期标识:可以在编号中加入日期信息,例如年份、月份或日期的缩写。
例如P200101表示2020年01月01日的打印机。
3. 地点标识:可以在编号中加入地点信息,例如简化地点名称的缩写或数字表示。
例如P200101BJ表示北京地区的打印机。
4. 递增序号:可以使用递增的数字作为序号,用于标识同一类型、同一地点的设备。
例如P200101001、P200101002等。
5. 分隔符:可以在编号中使用特定的分隔符,以提高编号的可读性。
例如使用"-"、"_"等分隔符。
四、编号分配与管理为了保证设备编号的唯一性和连续性,需要建立完善的编号分配与管理机制。
具体的管理措施包括:1. 编号分配:设备编号由专门的管理员进行分配,按照规定的格式和命名规则进行分配,避免重复和混乱的现象。
2. 编号管理:建立设备编号的管理系统,对设备的增加、删除、调整等进行记录和管理。
《火电厂设备、设施编号命名规则》
華潤電力控股有限公司企業標準Q/CRP-FP-204.008-2012火电厂设备、设施编号命名规则 regulation of coding and naming for Equipmentand installation of fossil fuel power plants華潤電力標準化委員會發佈目 次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 设备、设施编号命名规则 (1)前 言为使华润电力控股有限公司建设项目(以下简称华润电力)适应现代化管理需要,进一步提高企业基础管理水平,使设备、设施命名编号管理工作得以在规范、标准、科学、有序的原则下运作,达到使用安全、方便的目的特制定本标准。
设备、设施命名编号应从火电厂设计开始着手,有序、规范、合理的编号命名对火电厂的运营管理具有重要意义,能方便运行人员操作,减少误操作风险,提高文明生产形象。
本标准由华润电力控股有限公司火电事业部建设部提出,华润电力标准化委员会归口。
本标准的主要起草人:涂红俊、陈剑、李本广、聂树广本标准的审核人: 赵后昌本标准的审定人: 刘萍本标准的审批人: 王玉军本标准由华润电力标准化委员会负责解释。
火电厂设备、设施编号命名规则1 范围本标准规定了华润电力控股有限公司(以下简称华润电力)火力发电厂设备、设施(以下简称设备)的编号命名规则,用于指导火电厂设备编号设计管理和火电厂生产准备设备标识工作。
本标准适用于华润电力新建火力发电厂、扩建项目可参考执行。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
3 术语和定义下列术语和定义适用于本标准。
3.1 设备 equipment可供企业在生产中长期使用,并在反复使用中基本保持原有实物形态和功能的劳动资料和物质资料的总称。
火电厂设备命名规则

火电厂设备命名规则文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-火电厂设备、设施编号命名规则1范围本标准规定了华润电力控股有限公司(以下简称华润电力)火力发电厂设备、设施(以下简称设备)的编号命名规则,用于指导火电厂设备编号设计管理和火电厂生产准备设备标识工作.本标准适用于华润电力新建火力发电厂、扩建项目可参考执行.2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本.凡是不注日期的引用文件,其最新版本适用于本标准.3术语和定义下列术语和定义适用于本标准.3.1设备equipment可供企业在生产中长期使用,并在反复使用中基本保持原有实物形态和功能的劳动资料和物质资料的总称.3.2设施installation可供企业在生产中长期使用建筑物及其附件.3.3设备、设施名称nameofequipment&installation用以识别某一个或一种设备、设施的专门称呼,表明设备的功能属性.设备名称一般由多个汉字组成,也可有大写英文字母缩写组成.3.4设备、设施编号equipmentequipment&installationnumbering在设备、设施名称前增加顺序号,用于区分识别同类设备,该顺序号为设备编号.3.5设备、设施编号命名equipment&installationcodingandnaming设备、设施编号加设备名称,为设备、设施编号命名,完整标识设备、设施位置、属性、功能,具有唯一性.4设备、设施编号命名规则4.1设备、设施编号基本原则4.1.1设备、设施序号按照从固定端向扩建端,从主厂房A列向C列,从下向上以及介质流动的方向依次从小到大递增.对于背靠背布置的汽轮发电机组,其设备、设施编码规则可从汽轮机端开始,发电机端结束.汽机房内的电气、热控、化学、暖通、消防设备应与汽机编码规则一致.与主机配套的水工设备如:循环水泵房(站)设备应与主机一致.4.1.2归属于单一机组的设备、设施,其编号为“机组编号+设备序号”.机组编号由数字表示,设备序号由大写英文字母表示.如“2A给水泵”,表示2号机组A给水泵.4.1.3公用系统的设备、设施,其编号为“设备序号”,设备序号由大写英文字母表示.如“B除盐水泵”表示公用系统的B除盐水泵.4.1.4多期建设的火电厂,新建公用系统在原场地进行扩建,其公用系统的设备、设施编号采用在原编号基础上进行顺延的原则,设备序号由大写英文字母表示.如,一期反渗透编号已编制到“B”号,二期扩建两反渗透编号则为“C、D”.4.1.5多期建设的火电厂且公用系统异地建设,其公用系统的设备、设施编号为“工程期号+设备序号”.工程期号由罗马数字表示,设备序号由大写英文字母表示.如“Ⅱ期B除盐水泵”表示二期公用系统的B除盐水泵.首期建设的公用系统,工程期号可以缺省,如“B除盐水泵”表示一期公用系统的B除盐水泵.4.2设备、设施名称基本原则4.2.1设备、设施名称一般直接表示,但对某一设备的下一级设备可用上一级设备加该设备的名称来表示,如1A给煤机的出口闸板,用“1A给煤机出口闸板”表示.4.2.2阀门名称的规定4.2.2.1 凡是用手动、气动和电动机驱动的开和关之间有一定时间的阀门都称为“门”.如“XX电动门”,“XX气动门”,“XX手动门”等.调节型阀门称为:“XX电动调节门”,“XX气动调节门”.凡是用电磁或者其他介质驱动,瞬间开关的阀门都称为“阀”.如“电磁阀”,“逆止阀”,“安全阀”等.4.2.2.3对于用于串联的两个门,按介质流向分别表示为,“XXX一次门”和“XXX二次门”表示.安装于某一设备上的阀门,阀门命名为“设备编号命名+阀门名称”.如,1A给水泵的进口门称为“1A给水泵进口门”.4.2.3驱动装置名称的规定4.2.3.1 所有使用电力驱动的转动设备都称“电动机”或简称“电机”.如“磨煤机电动机”或“磨煤机电机”.4.2.3.2 其他驱动介质,如气体、液体的装置都统称为“机构”,如“气动机构”,“液动机构”.驱动装置名称用“所驱动设备+本身名称”表示.如,1碎煤机所配置的电动机称为“1碎煤机电动机”.4.2.4容器名称规定4.2.4.1池:钢筋混凝土结构的盛装液体的容器,称为池.如,化学水池、工业水池.箱:钢结构盛装液体的容器,称为箱.如,除盐水箱、凝补水箱.罐:钢结构密闭压力容器,称为罐.如,压缩空气罐、储氢罐.4.2.5设备双电源或不同性能参数的同种设备名称的规定设备如果有两路电源或不同性能参数的同种设备,为区分设备,要常规名称后统一使用“Ⅰ”、“Ⅱ”……罗马数字表示区分.如:汽机DCS电源配置两路,名称即为“汽机DCS 电源Ⅰ”和“汽机DCS电源Ⅱ”,再如,补给水系统配置两种流量除盐水泵,名称即为“除盐水泵Ⅰ”和“除盐水泵Ⅱ”.4.3电气设备编号命名规则4.3.1主变出口送出系统编号命名服从电网相关规定.4.3.2启备变高压侧开关、刀闸编号命名服从电网相关规定.4.3.3电气开关及刀闸编号命名原则4.3.3.1采取从属设备和固定编号相结合进行编号,即刀闸从属母线等.接地刀闸编号,在所属刀闸编号右上角加“-1”“-2”,“-3”等4.3.3.3设备编号顺序一般采取:在配电室内面对设备,变电站面对线路从左至右、从固定端向扩建端、从母线电源起始点向母线负荷终端,从上到下顺序方向进行设备数字顺序编号.4.3.4发电机、励磁机、主变压器、高压厂用工作变的编号命名由两部分组成,第一部分表示机组号,第二部分为中文名称,如,一号高压厂用工作变,编号命名为“1高厂变”.4.3.5启/备变的编号命名由三部分组成,第一部分为“0”,表示备用变,第二部分为设备序号,第三部分为中文名称.如,一期1、2机启/备变编号命名为“01启/备变”,二期3、4机启/备变编号命名为“02启/备变”.4.3.6高压(6KV/10KV)厂用电系统编号命名规定4.3.6.1 高厂变低压侧工作母线:编号由三组代号组成,第一组数表示电压等级,用6KV或10KV表示,第二组数表示机组号,用数字表示,第三组由大写的英文字母(A、B)表示母线段.如:“6KV1A段”表示“1机组厂用6KV工作母线1A段”.4.3.6.2 高压公用变低压侧工作母线:与上述原则相同,母线段用C表示,如:1机组1公用变的6KV低压侧称为6KV1C段,2机组2公用变的6KV低压侧称为“6KV2C段”.4.3.6.3 工作电源进线开关编号由三位数组成,“第一位用数字表示电压等级,第二三位表示母线名称”.如:“61A开关”表示1机组6KV1A段工作电源进线开关.4.3.6.4 备用电源进线开关编号由四位数组成,“第一位用数字表示电压等级,第二位用0表示备用,第三四位表示母线名称”.如:“601A开关”表示1机组6KV1A段备用电源进线开关;“601B”开关表示1机组6KV1B段备用电源进线开关.4.3.6.5 机组低压厂用变压器(汽机变、锅炉变、除尘变)由三段数组成:第一部分为机组号,第二部分为来自高压厂用母线段(A或B),第三部分为低变中文名称.如“1A汽机变”表示1机组低压汽机厂用变压器A.(仪表变遵循同样原则)4.3.6.6低压公用系统变压器(不含汽机变、锅炉变、除尘变)编号,由大写英文字母(A、B)表示,代表电源取自的(1、2)机组,变压器序号用字母A、B表示,如:A化水变,B 化水变.4.3.6.7 电动机开关的编号命名为“机组号+驱动设备名称及序号+开关”.如:“1A磨煤机开关”表示就是1机组A磨煤机动力开关.4.3.6.8 机组低压厂用变压器高压侧开关编号命名由三组代号组成,第一组表示机组号,第二组表示变压器序号用英文字母(A、B)表示,第三段由“H”表示6KV/10KV高压开关.如“1A汽机变H开关”表示1A汽机变高压侧开关;4.3.6.9 低压公用系统厂用变压器高压侧开关编号由三段数组成:第一组表示变压器序号用英文字母(A、B)表示,第二组表示变压器名称,第三段由“H”表示6KV/10KV高压开关表示.如:“A化水变H开关”表示A化水变高压侧开关.4.3.7400V低压厂用电系统编号命名规定4.3.7.1 400V厂用工作母线编号由四组代号组成,第一组数表示电压等级,用400V表示,第二组数表示母线用途,如“汽机PC、锅炉PC、保安PC、除尘PC、”等,第三组数表示机组号,用“1、2”数字表示,第四组数字由大写的英文字母(A、B)表示段数.如:“400V汽机PC1A段”,表示1机组400V汽机PC母线1A段.4.3.7.2400V外围、公用系统PC段母线编号由三组代号组成,第一组数表示电压等级,用400V表示,第二组数表示用途名称,如“化水PC、循环水PC”等,第三组数表示变压器序号,用“A、B”表示.如:“400V化水PCA段”,表示400V化水PC母线A段.4.3.7.3 机组低压厂用变压器低压侧400V开关编号命名由“功能名称及序号+L(表示400V)+开关”表示.如“汽机变1AL开关”表示汽机变1A低压侧400V开关.4.3.7.4 公用系统低压厂用变压器低压侧400V开关编号由“功能名称及序号+L(表示400V)+开关.如“A化水变L开关”表示A化水变低压侧400V开关.4.3.7.5 对应单元机组的PC段联络开关,用三位数表示,例如:1机组汽机PC母线A、B段联络开关称为“1汽机PC联络开关”;1机组锅炉PC母线A、B段联络开关称为“1锅炉PC联络开关”.公用系统的联络开关,则用“汉字简称+联络开关”表示,如:“化水联络开关”等.400V电动机开关的编号命名为:驱动设备名称+开关,如:1A定冷水泵开关.4.3.7.7 400V各MCC段编号命名,用“对应用途名称MCC+机组名称+英文字母序号+段”表示,公用系统则用“对应用途名称MCC+英文字母序号+段”表示.如:“汽机MCC1A段”、“汽机MCC1B段”、“化水MCC1A段”.4.3.7.8 柴油发电机出口开关编号命名用“机组序号+柴发”表示,对应刀闸则在开关名称后加“刀闸”二字.如“1柴发”、“1柴发刀闸”.4.3.8电气附属设备的编号命名规定:附属设备(电压互感器、避雷器、接地刀闸、二次设备等)均附属于其对应的主设备名称,在主设备名称后加自身名称.4.4输煤设备编号命名规则4.4.1按卸煤区域向主厂房方向的介质流向顺序为命名原则.4.4.2分期建设的输煤系统,首期建设缺省,后期建设分别以同期建设的主机期序为前缀.如,某厂建设三期工程时,同期建设一套新的输煤系统,则三期全部新上设备及设施的编号前统加“Ⅲ”.4.4.3带式输送机的编号按介质流向顺序,即从卸煤区域向锅炉方向采用数字依次编号,如,1带、2带.4.4.4双路布置的皮带机,以面向煤流方向,左侧为A路,右侧为B路,如,1A皮带机、2B皮带机.4.4.5与带式输送机布置方向横向布布置的设备,按面向介质流向,从左向右编号,如碎煤机、滚轴筛.4.4.6转运站落煤管、三通、锁气器、导料槽、除铁、除杂、除尘等辅助设备均按带式输送机的序号排序,用文字说明加以区分,如,4A头部除铁器、4B中部除铁器、3A头部三通翻板.4.4.7犁煤器编号与皮带机及原煤仓关联,如某厂煤仓间皮带机为6带,其B路对应2原煤仓上的犁煤器,编号为“6BM2-L1”,以此类推.4.4.8原煤仓除尘器与原煤仓编号关联.铁路专用线编号原则上按铁路标准执行,电厂站内的铁路股道编号按距主厂房最远股道为1道,依次排列.设备命名规则1 目的设备命名合理、标志清晰、编号齐全、挂牌准确是确保全厂运行操作和设备维护准确无误的重要条件.为使设备命名具有条理性,明确设备命名的责任,加强设备的规范化管理,特制订本规定.2 主要内容与使用范围2.1 本规则规定了电厂设备命名的原则、管理方法、命名手续和职责.2.2 本规定适用于电厂各专业所管辖系统范围的设备、阀门等的命名.3 依据本规定依据国家电力公司有关标准而制定.4 设备命名范围和审批4.1 主设备(汽轮机、锅炉、发电机等)及重要辅助设备(给水泵、循环水泵、磨煤机、主变等),由运行部负责命名,经生产部审核、生产副总审定、生产副厂长批准后执行. 4.2 一般辅助设备,热力系统、厂用电系统、循环水系统、冷却水系统、化学水汽系统、除盐水系统、输煤系统、除灰系统、脱硫系统等的设备和阀门由运行部命名,经生产部审核、生产副总审定、生产副厂长批准后执行.4.3 电气、热工保护控制盘及盘内相关设备分别由电气、热工专业命名,生产部审核、生产副总审定、生产副厂长批准后执行.4.4 属于各级调度管辖的设备,由生产部根据有关程序要求报送资料至电力调度中心,由网调、省调下达新设备调度关系和设备命名编号,运行部再进行下一级设备的明明编号工作.5 设备命名的手续5.1 需要命名的设备,由运行部提出命名方案,经批准后执行.5.2 机组投运后因小型基建、更新改造项目新增的设备和系统,由项目专业负责人提出设备、阀门、系统的命名方案,经项目负责人审核后,附技术标准、设备图纸,送生产部相关专业查阅是否符合设备命名原则,经签阅后送运行部,由运行部按5.1程序进行命名.5.3 所有设备及阀门的命名和编号一经确定,未经审批手续不得更改.6 设备、阀门命名原则6.1 为了便于运行、检修、施工单位之间的工作联系及运行人员的操作联系,全厂设备应有统一规定的设备命名和编号.6.2 设备命名应准确、合理,编号齐全.6.3 在保证名称编号唯一性的前提下力求简单,设备命名应考虑发展远景和设备实际情况.6.4 设备编号的顺序排列原则6.4.1 设备从固定端向扩建端方向排列者,以固定端的第一台为A,向扩建端延伸方向编号.6.4.2 横向6.4.3 所有设备、阀门,则以上述二条起点线之交点的一台为A再按顺时针方向逐台编号.6.4.4 系统设备、阀门的命名可按系统流程、介质流向等顺序进行命名.6.4.5 特殊情况下,经批准也可不受上述原则限制.6.4.6 设备命名(包括编号)规定有设备全程及设备简称两种,在一般情况下均使用设备全程(现场标志灯),必要时同时使用设备简称(如:填写工作票、操作票及发布口头命令时).6.4.7 所有设备的命名,以正式批准使用的运行系统图所标示的名称为准,所有设备标示牌及规程上使用的设备和阀门的名称,必须与系统图相符.6.4.8 汽机和锅炉辅机的编号应与所属汽机和锅炉的编号相同,当同类型辅机超过一台时,在编号后附以A、B或阿拉伯数字或第二编号.例如5号机凝泵A、等6.4.9 其他辅机应采用独立命名和编号,当可能与其他设备混淆时,该辅机前面应加上所属设备的名称,例如:3号炉磨煤机C润滑油泵A等.主要变压器统一命名为主变、启备变、高厂变和厂变四种.主变为向外供电的变压器,编号从1号开始,原则上应与所属发电机编号同步;高厂变为厂用6kV母线供电的变压器,编号从1号高厂变A开始;厂变为厂用6kV降压到400V的变压器,编号以所供负荷命名,例如3号汽机变A等;主厂房外的变压器另外命名,如2号输煤变A、1号除尘变B等.凡属某一设备专用的阀门,先表明该设备的简称,再标明阀门的性质及编号.非设备专用而是木管系统上阀门编号前标明该系统性质的汉字.例如:循通1(机1、机2循环水联通门等.设备全程与设备简称举例表7 设备标示牌管理办法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备设施编号命名规则(水工观测维护班)根据总厂的设备编号命名规则,水工观测维护班需要对所辖的相关设备及设施进行编号命名,其中包括大量监测仪器:如隧洞内观仪器、边坡外观、测斜仪、位移计等,另外还包含主要水工建筑物,如:大坝、引水隧洞、压力钢管、调压井、厂房等。
根据实际情况,监测自动化系统的DAU、NDA已有编号,因涉及到系统软件的改动和原始资料分析,在未做特殊要求的情况下,本次不做改动,只将编号原则列出。
一、仪器命名编号原则1、隧洞内观仪器1.1 II号引水洞编码规则第一个字母为仪器类型: R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为断面序号:F-断面编号,II号引水洞从上游向下游有12个观测断面,依次为A、B、…、L;第三个字母为仪器埋设方向:H(环向)、Z(纵向)、无纵向仪器时没有附号;第四个字母为仪器埋设位置:N(内层)、Z(中部)、W(外层)、D(底板);后缀数字是仪器埋设方位(面向上游,洞顶为0°,然后反时针旋转分别为90°、180°、270°)例:RFHW180即为本钢筋计处于F断面外层钢盘环向180°方位。
1.2 III号引水洞编码规则第一个字母为仪器类型: R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为仪器埋设方向:H(环向)、Z(纵向)、无纵向仪器时没有附号;第三个字母为仪器埋设位置:N(内层)、Z(中部)、W(外层)、D(底板);第四部分的数字是仪器埋设方位(面向下游,洞顶为0°,然后顺时针旋转分别为90°、180°、270°)后缀部分为断面序号:如“﹣1”为第1断面,依次为﹣2…﹣16;﹣XZ1为新增1断面,依次为﹣XZ2…﹣XZ5。
埋在底板的仪器编号由5个字母和后缀序号构成:第一个字母为仪器编号由5个字母和后缀序号构成:第一个字母为仪器类型:R(钢筋计)、P(渗压计)、Y(压力盒)、S(应变计)、N(无应力计)、T(温度计);第二个字母为仪器埋设方向:H(横向)、Z(纵向);第三个字母为仪器埋设部位名称:D(底板)、J(加强板);第四个字母为仪器所处平面位置:Y(右边角边)、Z(中部);第五个字母为仪器所处钢筋层位:S(上层)、X(下层);第六部分是字母与数字组成:代表仪器所处断面序号:XZ1(新增1断面),依次为XZ2(新增2断面)……XZ5(新增5断面)。
如RZDYX-XZ5:表示此钢筋计位于纵向底板右边角下层钢筋上。
其余编号的意义根据设计图纸所在位置即可理解。
1.3拱桥仪器编码规则:第一个字母为仪器类型:R(钢筋计)、P(渗压计)、Y(压力盒)、N(无应力计)、T(温度计);第二个字母为仪器埋设断面的钢筋层位:S(上层)、X(下层);第三个字母为仪器在断面上的分布:L(左侧)、Y(右侧)、C(中间);第四部分是字母与数字组成:代表仪器所处拱断面序号:G1(拱1断面),依次为G2(拱2断面)……G5(拱5断面)。
1.4明管段仪器编码规则:第一部分为仪器类型:GB(钢板计)、J(测缝计)、R(钢筋计)、Y(压力盒)、S(应变计)、N(无应力计)。
第二部分为仪器埋设方向:H(环向)、Z(纵向)、S(竖向)。
第三部分为仪器埋设的环向层位:N(内层)、W(外层)。
第四部分为仪器分布的方位角:面向下游,从洞顶开始顺时针旋转,分别为0°—300°。
第五部分的后缀为字母及数字序号,表示断面编号。
分别为Z1—Z6。
2、边坡测斜仪2.1首部右岸边坡首部右岸边坡8个测斜孔,编号为IS,字母后面的数字代表孔号,孔内仪器编号为IS*_*(注:*号为数字,中间为下划线),其它以此类推;例如:首部右岸边坡5号测斜孔,编号为IS5,从下向上数,孔内的第二支测斜仪编号为IS5_2。
2.2厂区边坡厂区边坡共34个测斜孔,按部位进行编号,调压井边坡统一采用字母A,其余位置(含西坡陡岩、芭蕉林、下山包、西坡、南坡)统一采用字母I(含IT、IB、IX、IK)表示,大写字母后面的数字代表孔号、下划线后面的数字为仪器编号。
如:芭蕉林13号测斜孔,从上向下数,第一支测斜仪编号为I13_1。
3、边坡渗压计3.1首部边坡渗压计首部右岸边坡水位孔共8个,用字母WS表示,字母后面的数字为孔号兼仪器号(因一个渗压孔安装一支渗压计),如:首部右岸边坡9号渗压计,编号为WS9。
3.2厂区边坡渗压计厂区边坡共37个水位孔,根据部位的不同,分别采用D和W(含WT、WB、WX)表示,字母后面的数字为仪器编号,如:WT4,表示西坡陡岩渗压计,WB5表示芭蕉林渗压计,WX1表示下山包渗压计等。
4、边坡外观4.1首部右岸边坡首部监测网共12个测点,用字母DS表示,字母后面的数字为测点号,一般与附近的测斜孔关联,如4号测斜孔附近的监测网编号为DS4;控制网共4个测点,编号为SK,即首控拼音的第一个字母,字母后面为数字测站号,依次为SK1~SK4。
4.2厂区边坡厂区监测网共14个测点,以字母C表示,字母后面为数字代表网点号,编号与厂区边坡附近的测斜孔关联,如:下山包IX6测斜孔附近的测点,编号应为CX6;控制网共3个测点,编号为CK,依次为CK1~CK3。
5、静力水准坝顶静力水准共17支,用字母LS表示,用数字进行编号,编号原则一般跟坝段有关,如:左岸4号重力坝段的测点为LS4,后面的编号以此类推。
在河床溢流坝10号坝段有两支仪器,,相应的编号分别为LS10_1和LS10_2。
6、坝顶垂直位移人工测点坝顶垂直位移人工测点由25个测点和两个工作基点组成,测点分布在2#~26#坝段上,分别为LD2~LD26,如5号坝段为LD5;两个工作基点分别为左岸垂直位移工作基点、右岸垂直位移工作基点,为资料分析时引用方便,分别为LD1,LD27。
7、坝顶水平位移人工测点坝顶水工位移人工测点由14个测点和2个工作基点组成,测点分布在#7~#21坝段上,测点编号以TP i(i=8,9,…21)表示。
两个工作基点分别为7#坝段工作基点、21#坝段工作基点,为资料分析时引用方便,分别编号为TP7、TP21_2。
8、双金属管标坝顶双管标共2支,使用DS1_1表示钢标,铝标为DS1_2。
9、垂线大坝垂线共4台(含正垂线1台),其中倒垂线从#7坝段开始,编号依次为IP1~IP3,21#坝段的正垂线编号为PL1,厂区边坡垂线共2台,从下往上依次编号为CF1和CF2。
10、侧缝计坝体测缝计共21支,用字母J表示,编号从#2坝段开始,至#23坝段结束,编号依次为J1~J21。
1#调压井测缝计共5支,编号为J1#1~J1#5。
11、扬压力大坝坝基扬压力采用测压管和渗压计进行观测。
大坝基础扬压力观测孔原有30个,对应编号为UP1~ UP29(分别在#2~#24坝段),另外下游排水廊道还有一个人工观测孔,命名为UP30。
在2001年进行自动化改造,选择了23根测压管安装渗压计,2~24#坝段每坝段一孔。
渗压计和压力表均用字母UP表示,编号时相对应,便于人工比测,如:压力表UP10对应渗压计UP10。
12、量水堰坝基共设5台量水堰,编号依次为WE1~WE5,其中WE4为总渗漏量。
#2支洞口的量水堰编号为WE6。
13、下游水位计坝下游水位计共一支,编号为SW1。
14、气温计气温计共2支,其中首部气温计编号为T1、厂区气温计编号为T2。
15、多双点岩石变位计厂房边坡岩石变位计共有36组,其中三点变位计24组、双点变位计12组,分别布置于厂房西坡陡岩(三点、双点变位计各12组)和厂房南坡(三点变位计12组)。
使用M表示多点变位计,用数字表示测点,如:M19代表19号多点位移计,若M19测点布置了三根测杆,长度分别为3m、9m和15m,编号为1、3、5,相应的仪器编号为M19_1、M19_3、M19_5;对于双点变位计,一般使用D表示,用数字表示测点,因每孔两根测杆,分别长3m、9m,相应的仪器编号为中、边,如:D8中,表示8号双点位移计3m 处的仪器,D8边代表8号双点位移计9m处的仪器。
二、建筑物设施命名编号原则水工建筑物的命名和编号原则上与竣工图纸保持一致,需要特殊说明的,可根据实际情况和使用习惯进行命名和编号,不要引起歧义。
1、大坝共分26个坝段,编号依次为1#~26#坝段。
2、引水隧洞共3条引水隧洞,编号分别为1#引水隧洞、2#引水隧洞、3#引水隧洞。
3、压力钢管共6条压力钢管,编号依次为1#机压力钢管~6#机压力钢管。
4、调调压井共3个调压井,分别编号为1#调压井、2#调压井、3#调压井。
5、厂房分主厂房、上游副厂房、下游副厂房。
三、监测自动化设备命名编号原则自动化设备一般按照设备出厂名称命名,编号可根据部位、功能和实际使用习惯进行编,若大坝监测软件已经定义,则参照系统软件编号。
1、工作站大坝监测自动化系统工作站共3台,从右到左,编号依次为1#工作站~3#工作站。
2、服务器大坝监测自动化系统服务器共2台,按照使用功能进行命名,分别为大坝信息报送机和数据采集服务器。
3、交换机交换机按部位进行命名,如:工作站交换机、坝索交换机等。
4、串行网关系统串行网关按照所在部位进行命名,如:坝索串行网关(ip)、厂区南坡串行网关(ip)等。
5、网桥网桥一般按照系统到达位置进行命名,如:坝索至兴义的网桥,命名为:网桥(坝索-兴义)等。
6、光纤收发器光收发器一般按照部位进行命名,如:厂区西坡光收发器、厂区南坡光收发器等。
7、DAU数据采集单元一般按照部位进行编号,如:大坝DAU1~DAU8,隧洞DAU1~DAU14等。
8、NDA型数据采集模块严格按照模块ID地址进行编号,如:ID=62的数据采集模块,编号为NDA62。
9、稳压器按照所在部位进行命名,如:隧洞稳压器等。
编写:毛清华校核:林志友2010-07-26。