耐张线夹压接规程
耐张线夹压接规程

耐张线夹
施工作业指导书
(技术资料 )
编制:顾乔嵩
审核:吴明埝
江东金具设备有限公司
压接式耐张安装说明
(1)组件:锚、铝管接续管、钢管
(2)安装方法:
a)钢锚
1 、用干净的布擦拭导线表面,除去表面脏污,长度要
比耐张线夹铝管长出20cm左右;
2、将耐张线夹铝管穿到导线上;
3 、用铝线拨切刀或用钢锯切断铝股线。
长度比钢锚孔深约长出2cm。
注意在切断铝股线时,不能伤及钢芯。
4、用干净的布擦拭钢锚内侧,去除油污或附着物,将钢芯穿进钢锚孔内。
确认钢芯端头抵住钢锚孔的底部。
5、用液压机压接钢锚。
使用与钢锚外径相同尺寸的压模。
从孔底开始向孔的端口方向进行。
b)耐张铝管
2、用液压机压接耐张铝管。
使用与铝管外径相同尺寸
1、把铝管移至距钢锚末端5mm处。
的压模。
第一模 , 根据压接标记压钢锚凹槽处, ,一模即可。
然后根据压接标记向铝管出口端依次压接,搭接至少1/2 模长度。
3、压接结束后,用锉刀或其它工具去除飞边。
然后,用游标卡尺检查压接尺寸是否正确。
C)钢管
1、用铝线拨切刀或用钢锯切断铝股线。
长度比钢管长度的1/2 长 2cm。
注意在切断铝股线
时,不能伤及钢芯;
2、将导线外层油污或附着物擦拭干净,将导线穿进铝管,并做好对称标记;
3、将殷钢芯对称插到钢管内,压接时先将殷钢芯对接处压一模,然后分别向管口处压接;
4、将铝管移到对称标记上,从压接标记处向管口压接,,搭接至少1/2 模长度。
5、压接结束。
一种输电线路耐张线夹压接质量检测方法

一种输电线路耐张线夹压接质量检测方法输电线路耐张线夹是一种连接导线的金属构件,负责承受导线的张力,在电力输送过程中始终处于高压状态。
因此,为确保输电线路的安全稳定运行,耐张线夹压接的质量检测至关重要。
下面介绍一种常用的耐张线夹压接质量检测方法。
一、外观检查耐张线夹压接在正常工作状态下,应呈现灰色银色均匀表面,并不应有明显裂纹、变形等物理缺陷。
检查过程中,需使用放大镜和手电筒对耐张线夹表面进行细致的观察,确保所有线夹表面无晶粒疲劳现象。
二、尺寸检测将耐张线夹安装在万能测试机上,应拉伸目标导线并以既定的负载压缩线夹。
压缩完毕后,将线夹从测试机上拆下,测量其内径、外径、长宽高、角度等各种尺寸,并与标准规定的数值进行比对,确定线夹尺寸是否符合要求。
三、内部缺陷检测耐张线夹的内部缺陷,包括微小裂纹、气孔等都会对其连接导线的安全性产生极大影响。
因此,在耐张线夹压接检测中,内部缺陷的检查至关重要。
常见的内部缺陷检测方法包括X射线检测、超声波检测等非破坏性的无损检测技术。
四、耐张强度测试线夹的耐张强度测试是衡量其安全稳定性的重要指标之一。
测试过程中,需将线夹与目标导线连接起来,施加规定的拉力,并持续施力1分钟以上,直到达到规定的受试目标。
测试过程中,需要提前设置好各种测试参数,确保测量数据的准确性。
总之,耐张线夹压接质量检测的重要性不言自明,而各种检测方法的合理结合,才能确保线夹连接的安全性和可靠性。
因此,我们应该根据实际情况选择合适的检测方法,全面、准确地检查耐张线夹压接的所有指标。
耐张线夹压接工艺

1.NY-630/55液压压接工艺规范说明NY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
1.1压前准备(1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)。
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。
1.2剥线及清洗图1.1 剥线示意图(1)剥导线外层铝股,剥线OA段长度约为140mm,(见图1.1,图中O点为导线端部),用汽油清洗钢绞线表面。
(2)线夹本体及钢锚钢管内壁用汽油清洗。
(3)钢芯铝绞线的液压部分穿管前应用汽油清除表面污垢,清除AB段长度应为导线进入铝管部分的1.5倍(约500mm)。
1.3涂电力脂(1)涂电力脂部分为钢芯铝绞线进入铝管部分。
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住。
(3)用钢丝刷沿钢芯铝绞线轴线方向对已涂电力脂部分进行擦刷,应使液压后与铝管接触的钢芯铝绞线表面全部刷到。
1.4穿管(1)套入耐张线夹本体,注意引流板方向。
(2)将钢绞线自钢锚口旋转推入,直至钢锚底端。
(注意:穿线时应顺着钢绞线绞制方向,保持原节距)。
1.5液压操作(1)钢锚压接长度及压接顺序如下图1.2所示。
注意:压接时每后一模重叠前一模的1/3。
图1.2 钢锚压接示意图(2)耐张线夹本体铝管压接长度、方向及位置如下图1.3所示。
注意:压前应注意引流板方向;压接时每后一模重叠前一模的1/3。
图1.3 耐张线夹本体铝管压接示意图2 NY-80G(Ⅰ型)液压压接工艺规范说明NY-80G耐张线夹是为GJ-80镀锌钢绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
注脂耐张线夹压接工艺
注脂耐张线夹压接工艺
注脂耐张线夹压接工艺是一种用于电力线路中的接头连接工艺。
它主要用于连接电力线路中的导线或电缆,以保证电力传输的质量和安全。
该工艺的具体步骤如下:
1. 准备工作:首先要准备好所需的工具和材料,包括注脂耐张线夹、导线或电缆、注脂材料等。
2. 拆卸原有连接器:如果需要更换连接器,首先要拆卸原有的连接器,将导线或电缆端部的绝缘层剥离,露出导体。
3. 准备注脂耐张线夹:将注脂耐张线夹分别插入连接器两端的导体中,确保它们能够牢固地固定住导体。
4. 注脂:将合适的注脂材料注入到连接器中,填满连接器的空隙,保护导体不受外界环境的影响。
注脂材料可以是绝缘材料,可以提供耐张和耐压的作用。
5. 夹压接:用夹压工具将注脂耐张线夹夹紧,确保导线或电缆与连接器之间的接触良好,同时也保证了连接的牢固性。
6. 检验:完成连接后,使用电压表或其他相应工具进行连接的质量检验,确保连接的电阻和绝缘良好。
以上就是注脂耐张线夹压接工艺的基本步骤,其中每个步骤都
需要注意操作的细节和安全措施。
这种工艺可以提供优良的电气性能和机械性能,延长线路的使用寿命,保障电力传输的可靠性。
耐张线夹及接续管主要技术参数
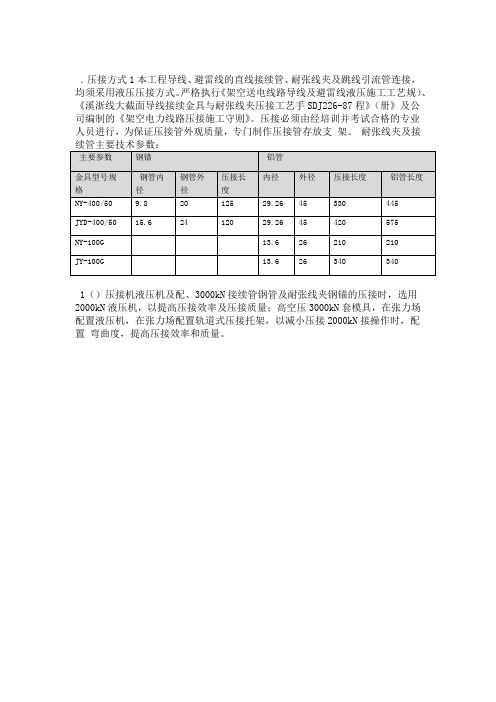
.压接方式1本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手SDJ226-87程》(册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接1()压接机液压机及配、3000kN接续管钢管及耐张线夹钢锚的压接时,选用2000kN液压机,以提高压接效率及压接质量;高空压3000kN套模具,在张力场配置液压机,在张力场配置轨道式压接托架,以减小压接2000kN接操作时,配置弯曲度,提高压接效率和质量。
2)压接模具(-~S=0.86D-0.1应选用与液压机型号相匹配的铝模或钢模,模具对边距:0.2。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
弯曲超差时允许用压钳或木锤调直,但不得使用铁锤直接锺击。
6.检查耐张线夹、接续管的压后尺寸,液压操作人员在指定部位打上操作者钢印,旁站监理也需打上钢印,并应做好原始记录。
7.液压管压后呈正六边形,压后对边距S=0.866×0.993D+0.2mm,式中D---管外径、S---对边距。
上表中的S(压后对边距)为最大值,三个对边距只允许一个8.钢绞线压接管口、铝管管口涂红丹防锈漆,钢管压后部位,不管最终是否裸露在外,均喷涂富锌漆。
240导线压接说明

1.NY-80BG液压压接工艺规范说明NY-80BG耐张线夹是为铝包钢绞线LBGJ-80-20AC钢芯铝绞线研制的配套金具,其压接施工工艺参照SDJ226-87《架空送电线路导线和避雷线液压施工工艺规程》进行。
为便于操作,现作以下补充。
1.1 压前准备(1)备有相应的液压机及钢模(Φ24)和铝模(Φ36)。
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。
1.2 剥线及清洗(1)剥导线外层铝股,用汽油清洗钢绞线表面。
(2)线夹本体及钢锚钢管内壁用汽油清洗。
(3)铝包钢绞线的液压部分穿管前应用汽油清除表面污垢。
1.3 涂电力脂(1)涂电力脂部分为钢芯铝绞线进入铝管部分。
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住。
(3)用钢丝刷沿铝包钢绞线轴线方向对已涂电力脂部分进行擦刷,应使液压后与铝管接触的铝包钢绞线表面全部刷到。
1.4 穿管(1)套入耐张线夹本体,注意引流板方向。
(2)将钢绞线自钢锚口旋转推入,直至钢锚划线处。
(注意:穿线时应顺着钢绞线绞制方向,保持原节距)。
1.5 液压操作(1)耐张线夹钢锚首先进行压接,钢模型号YMG-24,宽度28。
液压时,如图1.2所示方向进行压接,每模应重叠已压模长的5~8mm;模数根据实际情况确定。
图1.2 钢锚压接示意图(2)压缩耐张线夹本体时,钢锚插入铝管,同时在铝管头部装入铝套管。
耐张线夹钢模型号YML-36,宽度70。
液压时,除钢锚前端带台阶部分压一模,其余有钢管部位的铝管不予压接,压缩方向及顺序参见图1.3,自第二模起,每次压缩应重叠已压模长的5~8mm。
图1.3 耐张线夹本体铝管压接示意图1.NYG-240/30液压压接工艺规范说明NYG-240/30耐张线夹是为LGJ-240/30钢芯铝绞线研制的配套金具,其压接施工工艺参照SDJ226-87《架空送电线路导线和避雷线液压施工工艺规程》进行。
大截面导线耐张线夹反向压接施工工艺
困难 ; ( 4 )受制 于上游 设计 方对 于 贯穿 电气孔 洞敷 设 电 的 一 部 分 , 封 堵 施 工 必 须 严 格 执 行 安 装标 准 和 管 理 流 缆信息的完整性; ( 5 )受制 于 材 料 供 货 为 国外 厂 家 , 程 。台山核 电站肩 负 “ 引进 、消化 、 吸收 ”E P R 核 电技术 供 货 周 期 长 ,材 料 供 应 不 及 时 ,现 场 施 工 面 临 “窝 ” 的使 命 。及 时掌 握三 代 核 电防火 封 堵施 工 技术 ,积 累经 工、 “ 赶 ”工 ; ( 6 )受 制 于封堵 材料 保质 期 的影响 ,硅 验 ,总 结不足 ,为后 续三代核 电安 装做好 准备 。 酮 、胶 都 有 保 质 期要 求 ,存 在 材 料 过 期风 险 ; ( 7 )与 C P R I O 0 0 i  ̄ 电气孔 洞封 堵相 比施 工工 艺 发生变 化 ,材 料 参考 文献 填 充 后 除去 临 时支 模 拆 除和 封堵 面 加 工 ( 表 面修 整 、涂 刷 防水 胶 、粘 贴硅 布 等 )外 ,还 需按 要求 对 贯 穿孔洞 的 电缆 、地线 进 行包 裹 ; ( 8 )预 留楔 块 。为 了防止后 续设 计 变 更 增加 穿 越 电气 孔洞 电缆 ,在 进 行 防火封 堵 施 工时 预 先埋 置楔 块 ,便 于防 火封堵 的 电缆二 次穿越 。 【 1 】 【 2 】 【 3 】 【 4 】 压水堆核 电站防火设计和建造规则 ( R C C — l 1 9 9 7 ) 【 s 】 .
大 截面 导线 耐 张线 夹 反 向压 接施 工 技 术为 导 线压 接
2 大 截面 导线耐 张线夹 反向压 接数据
施工 提 供 了全 新 的 出路 ,确 保 了导 线 耐张 线 夹反 向压 接 导线 耐 张 线夹 反 向压 接过 程 中要 想 确保 施 工质 量 , 施工 质 量 ,提 高 了其 施 工水 平 , 能够 妥善 确保 耐 张线 夹 就 要 精准 地算 得 各 项数 据参 数 ,例 如 :铝 导线 和钢 锚 管 压接施 工质 量 ,为配 网线路架 设打 好基础 。 端 之 间相 距距 离 ,具 体包 括铝 管 以及 铝 线各 自的伸 长
耐张线夹压接工艺

1. NY-630/55液压压接工艺规范说明XY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压圧接工艺规程》进行。
为便于操作,现作以下补充。
1.1压前准备(1)备有相应的液压机及钢模(①20)和铝模(①60)。
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。
1.2剥线及清洗14D7777/777/力B A 0图1.1剥线示意图(1)剥导线外层铝股,剥线0A段长度约为140mm,(见图1. 1,图中0点为导线端部),用汽油清洗钢绞线表面。
(2)线夹本体及钢锚钢管内壁用汽油清洗。
(3)钢芯铝绞线的液圧部分穿管前应用汽油清除表面污垢,清除AB段长度应为导线进入铝管部分的1. 5倍(约500mm)。
1.3涂电力脂(1)涂电力脂部分为钢芯铝绞线进入铝管部分。
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住。
(3)用钢丝刷沿钢芯铝绞线轴线方向对已涂电力脂部分进行擦刷,应使液圧后与铝管接触的钢芯铝绞线表面全部刷到。
1.4穿管(1)套入耐张线夹本体,注意引流板方向。
(2)将钢绞线自钢锚口旋转推入,直至钢锚底端。
(注意:穿线时应顺着钢绞线绞制方向,保持原节距)。
1.5液压操作(1)钢锚压接长度及压接顺序如下图1・2所示。
注意:压接时每后一模重叠前一模的l/3o图1.2钢锚压接示意图(2)耐张线夹本体铝管压接长度、方向及位置如下图1.3所示。
注意:压前应注意引流板方向;压接时每后一模重叠前一模的1/3。
图1.3耐张线夹本体铝管压接示意图2 NY-80G ( I型)液压压接工艺规范说明NY-80G耐张线夹是为GJ-80镀锌钢绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电匸程架空导线和地线液压压接工艺规程》进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
耐张线夹
施工作业指导书
(技术资料)
编制:顾乔嵩
审核:吴明埝
江东金具设备有限公司
压接式耐张安装说明
(1)组件:锚、铝管接续管、钢管(2)安装方法:
b)耐张铝管
C)钢管
1、用铝线拨切刀或用钢锯切断铝股线。
长度比钢管长度的1/2长2cm。
注意在切断铝股线时,不能伤及钢芯;
2、将导线外层油污或附着物擦拭干净,将导线穿进铝管,并做好对称标记;
3、将殷钢芯对称插到钢管内,压接时先将殷钢芯对接处压一模,然后分别向管口处压接;
4、将铝管移到对称标记上,从压接标记处向管口压接,,搭接至少1/2模长度。
5、压接结束。