大功率激光光纤耦合技术
光纤和半导体激光器耦合的实现方法
光纤和半导体激光器耦合的实现方法光纤和半导体激光器的耦合是将光纤与半导体激光器的光输出进行有效地连接的过程。
光纤和半导体激光器的耦合技术对于实现高效率和高品质的光纤通信、光纤传感和光纤激光器应用非常重要。
下面将介绍光纤和半导体激光器耦合的几种基本实现方法。
1.朴素方法:一种最简单的方法是将光纤粗略地对准激光器的外圆,然后用胶水或其他适当的导光材料固定光纤。
这种方法的缺点是会引入大量的光耦合损耗和模式不匹配损耗,导致耦合效率较低。
2.渐变折射率耦合:渐变折射率耦合是一种改进的方法,该方法通过在光纤末端表面使用透镜或折射率均匀变化的介质来改善耦合效率。
这种方法可以通过将光纤端面与激光器外表面之间的折射率差最小化来减少反射和模式相位匹配的不匹配,从而提高光纤和激光器之间的功率转移效率。
3.FC/APC连接:FC/APC(Angled Physical Contact)是一种常见的连接器类型,其端面倾斜以减少反射。
在光纤和激光器之间使用倾斜的光纤连接器,可以减少反射损耗,并提高耦合效率。
4.GRIN透镜耦合:GRIN(Graded-Index)透镜是一种折射率渐变的透镜,其折射率从中心向外缓慢减小。
将适当长度的GRIN透镜嵌入光纤末端,并将其与半导体激光器的激光输出区域对准,可以有效地将激光通过透镜耦合到光纤中。
GRIN透镜耦合可以提高耦合效率和模式匹配。
5.V-形槽耦合:V-形槽耦合是一种使用槽形结构来改善光纤和激光器之间耦合的方法。
在光纤末端和激光器之间创建V形槽,然后将光纤放置在槽中,可以实现更高的耦合效率。
这种方法可通过优化V形槽的形状、深度和角度,来减少反射和提高光耦合效率。
以上是光纤和半导体激光器耦合的几种基本实现方法。
在实际应用中,根据具体需求和要求,可以选用合适的耦合方法。
此外,还可以通过优化耦合尺寸、使用适当的光纤补偿器、调整光纤和激光器之间的距离等方法,进一步改善光纤和半导体激光器的耦合效果。
工业所用大功率固体激光加工系统探究分析

工业所用大功率固体激光加工系统探究分析p在新世纪的工业领域中,激光加工技术得到了迅速的发展。
由于激光具有很好的方向性、相干性和单色性,激光加工使传统的加工业得到了改善。
在机械制造领域广泛被用于打孔、焊接、切削加工等,逐步成为目前工业加工领域技术的主导。
1、固体激光加工系统的组成工业所用的大功率固体激光加工系统主要由光纤耦合、大功率的Nd:YAG 激光器、激光加工工作头及加工机械手组成。
其中加工机械手为运动系统,光纤耦合作为光纤传输系统,目前Nd:YAG激光器的应用已大大超过了二氧化碳激光器,它有很多优点例如金属的吸收率高、易于光纤传输、储存的能量高等。
激光加工头主要有切割头和焊接头组成,一般切割头上都有水冷的装置,同时又是该大功率激光加工的水冷系统。
2、大功率固体激光加工光纤耦合技术的激光聚焦系统设计大功率的激光光纤传出系统具有一定的特异性,在光纤耦合技术中传输效率的高低是该设计是否成功的一个重要取向。
因此通常我们用三透镜来取代单透镜,这样可以降低激光的功率损失。
为了满足激光光纤的耦合条件,光束聚焦后其束宽和发散角必须满足以下关系:W<3/2d=3mm,θ<arcsin(N.A.)≈0.22其中w为光束的束宽,d为光纤芯径,θ为激光的远扬发散角大功率激光光纤耦合技术所用的光纤基本上是大芯径多模光纤,根据数学的计算结果表明光纤耦合器的光纤端面处激光光斑直径小于光纤纤芯直径2/3是非常合适的。
在大功率固体激光加工系统的激光光纤耦合过程中,我们也不能为了追求小的聚焦束腰半径,而忽视了光束发散角增,因为在束腰半径减小的过程中光束的发散角在不断地增大,当光束的发散角超过光纤数值最大孔径的时候,这样就会增大激光的功率损失,从而造成一定的浪费。
因此应该同时考虑光束发散角和束腰半径的关系,将两者进行综合全面的考虑,准确的衡量两者的关系,不能因为单纯追求其中一个参数的变小而忽视了另一个参数条件,而是在两者之间找到一个合适的焦距使束腰发散角和束腰半径都达到最佳,从而使两者都能够满足相应的条件。
光纤耦合激光器的原理
光纤耦合激光器的原理
光纤耦合激光器是一种通过光纤传递激光信号的装置。
它的工作原理主要包括光纤输入、光纤耦合和激光器三个部分。
首先,光纤输入部分是将激光信号引入光纤的过程。
一般来说,使用光纤末端对准激光器的发射区域,通过一系列光学元件进行对准和调节,将激光信号引导入光纤中。
其次,光纤耦合是将激光信号从光纤中耦合至激光器的过程。
这一步骤中,需要使用一些特殊的光纤连接器或耦合器件,将光纤与激光器适当地连接起来,使得激光信号能够在光纤和激光器之间高效地传输。
最后,激光器是光纤耦合激光器的核心部分。
激光器可以通过注入电流或提供适当的输入能量来激发放大介质,产生一束高强度、单色、方向性良好的激光光束。
这个激光光束经过光纤耦合并传输到目标位置,实现了光纤耦合激光器的最终应用。
光纤耦合激光器具有结构紧凑、功率稳定、传输距离远等优点,被广泛应用于通信、医疗、材料加工等领域。
光纤耦合输出半导体激光器制作过程

光纤耦合输出半导体激光器制作过程光纤耦合输出半导体激光器(Fiber-Coupled Output Semiconductor Laser)是一种利用光纤将激光输出的半导体激光器。
它能够有效地将激光器的输出束聚焦到光纤中,具有小尺寸、高功率输出、方便集成等特点。
本文将介绍光纤耦合输出半导体激光器的制作过程。
1. 材料准备光纤耦合输出半导体激光器的制作过程涉及到多种材料,包括半导体片、光纤、封装材料等。
在准备材料的过程中,需要确保材料的质量和稳定性,以保证后续工艺的可靠进行。
2. 半导体片生长首先,需要进行半导体片的生长。
半导体片是激光器的核心组件,其性能直接影响着后续激光器的性能。
常用的半导体材料包括GaAs (砷化镓)和InP(磷化铟)等。
通过分子束外延(MBE)或金属有机化学气相沉积(MOCVD)等技术,可以在半导体衬底上生长出具有所需能带结构的半导体片。
3. 制备激光器结构接下来,需要将半导体片加工成激光器的结构。
这个过程通常包括光刻、腐蚀、沉积等步骤。
通过光刻技术,可以在半导体片上定义出激光器的电极形状和波导结构。
然后,通过腐蚀和沉积等工艺,可以形成激光器的电极和波导结构。
4. 管芯封装激光器的制备需要将其封装到一个管芯中,以保证激光输出的稳定性。
在管芯封装的过程中,需要将半导体片与光纤粘合在一起,并对其进行定位和固定。
通常,采用光纤对准和焊接的方法,将光纤与激光器的输出端面精确耦合。
5. 板载封装最后一步是进行激光器的板载封装。
这一步是将激光器结构固定在一个电路板上,并与其他电路元器件进行连接。
板载封装需要考虑到激光器的热管理和电路连接等问题,以确保激光器的性能和可靠性。
通过以上几个步骤,光纤耦合输出半导体激光器的制作过程就完成了。
这种激光器具有输出功率高、稳定性好、尺寸小等优点,广泛应用于光通信、激光医疗、激光雷达等领域。
随着制备工艺和材料的不断改进,光纤耦合输出半导体激光器的性能还将不断提高,应用范围也将进一步扩大。
高功率光纤激光技术
光纤激光器的介绍周菊平2009142105摘要:作为固体激光器的一员,光纤激光器以其结构简单紧凑、体积小,工作稳定可靠,易于集成等特点,一直被认为是固体激光器技术实用化的最佳选择。
高功率光纤激光除在科研、工业加工和医疗保健等领域有着广泛的应用外,在军事国防领域也有着巨大的应用价值。
海湾战争等高技术战争的实践表明,光电武器装备对战术武器性能起决定性作用。
近十年来,高功率光纤技术已成为激光技术领域的热点研究技术之一。
本文介绍了光纤激光器的背景及最新成果,双包层光纤激光器的原理与特点。
关键词:双包层光纤光纤激光器掺杂光纤早在1961年,美国光学公司(American Optical Corporation)的Snitzer等就提出了光纤激光器的构想,但由于受当时条件的限制,研究进展非常缓慢。
进入20世纪80年代中期,Townsend等发明了溶液掺杂技术(Solution doping technique)。
此后,Poole等用改进的化学气相沉积法(MCVD)研制成低损耗的掺铒光纤,一些实验室开始从掺铒光纤中得到了波长1.5um、高达30dB的光放大增益,引起了人们的高度重视。
到80年代中后期,基于半导体激光器泵浦的掺铒光纤激光器和低损耗的石英单模光纤制造技术,为光纤通信的迅猛发展奠定了强有力的技术基础。
正是由于掺铒光纤放大器为光纤通信所带来诱人前景的驱动,引发了80年代中后期稀土掺杂光纤激光器的研究热潮。
随后Hanna等纷纷报道掺铒、钕、镱、铥及铒/镱共掺等光纤激光器。
但当时采用的稀土掺杂光纤为单包层光纤,泵浦光必须直接耦合到直径仅仅几微米的单模纤芯中,这对泵浦源的激光模式提出了较高的要求,导致泵浦源昂贵且耦合效率低。
因此,传统的稀土掺杂光纤激光器只能作为一种低功率的光子器件。
1)与传统的半导体激光器不同,光纤激光器以掺杂稀土元素的光纤作为工作介质,采用反馈器件构成谐振腔,在泵浦光的激励下,光纤内掺杂介质产生受激发射,进而形成激光振荡输出激光。
大功率半导体激光器光纤耦合技术调研报告
大功率半导体激光器光纤耦合技术调研报告1.前言近年来,高功率光纤激光器因其优良的性能日益受到人们的重视和青睐,被广泛地应用于工业加工、空间光通信、医疗和军事等各个方面,其迅速发展在很大程度上得益于大功率高亮度半导体激光器技术的进步,大功率半导体激光光纤耦合技术一直是高功率光纤激光器技术的一项关键核心技术。
相反地,半导体激光器泵浦的高功率光纤激光器(DPFL)的发展也带动了大功率半导体激光器技术,尤其是大功率半导体激光光纤耦合技术的进步。
由于单管半导体激光器(LD)的输出功率受限于数瓦量级,远不能满足高功率光纤激光器泵浦源的要求,要获得更大输出功率须采用具有多个发光单元的激光二极管阵列(LD Array)。
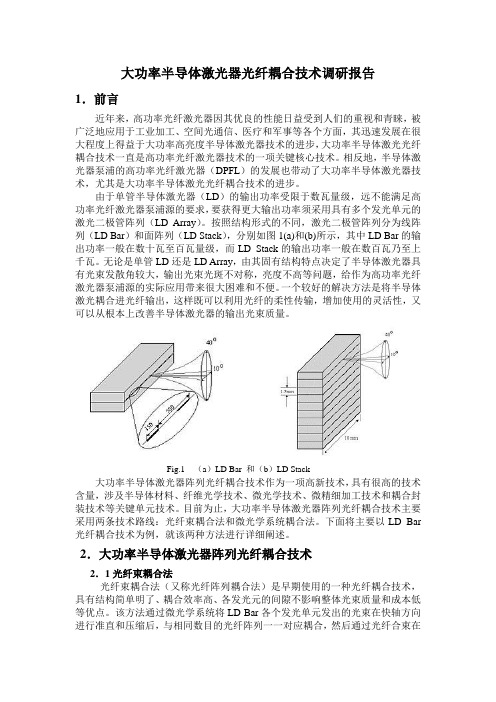
按照结构形式的不同,激光二极管阵列分为线阵列(LD Bar)和面阵列(LD Stack),分别如图1(a)和(b)所示,其中LD Bar的输出功率一般在数十瓦至百瓦量级,而LD Stack的输出功率一般在数百瓦乃至上千瓦。
无论是单管LD还是LD Array,由其固有结构特点决定了半导体激光器具有光束发散角较大,输出光束光斑不对称,亮度不高等问题,给作为高功率光纤激光器泵浦源的实际应用带来很大困难和不便。
一个较好的解决方法是将半导体激光耦合进光纤输出,这样既可以利用光纤的柔性传输,增加使用的灵活性,又可以从根本上改善半导体激光器的输出光束质量。
Fig.1 (a)LD Bar 和(b)LD Stack大功率半导体激光器阵列光纤耦合技术作为一项高新技术,具有很高的技术含量,涉及半导体材料、纤维光学技术、微光学技术、微精细加工技术和耦合封装技术等关键单元技术。
目前为止,大功率半导体激光器阵列光纤耦合技术主要采用两条技术路线:光纤束耦合法和微光学系统耦合法。
下面将主要以LD Bar 光纤耦合技术为例,就该两种方法进行详细阐述。
2.大功率半导体激光器阵列光纤耦合技术2.1光纤束耦合法光纤束耦合法(又称光纤阵列耦合法)是早期使用的一种光纤耦合技术,具有结构简单明了、耦合效率高、各发光元的间隙不影响整体光束质量和成本低等优点。
中国光耦输出大功率半导体激光模块技术取得重要进展
光 源 的高 亮度 输 出。 上海 光 机 所 的光 束 整形
和 光 纤 耦 合 技 术 易 于加 工装 调 ,适 合 于 立足 中 国 自主 发 展 的 要 求 。 近 年 来 ,光 纤 激 光 器 、 生 物 和 医 学 研 究 、
N- 高 性 能 全 固 态 激 光 器 的 泵 浦 光 源 , 又 可 超 精 度 加 工 和 微 细 加 工 , 对 激 光 光 源 的 聚 焦 型
业 , 其 背 投 产 品 型 号 涵 盖 了 4 英 寸 、 4 英 3 8
三 星 东莞 建 厂 生产 手 机用 L D C
一
● _ 一
寸 、 51 英 寸 、 55 英 寸 、 61 英 寸 、 5 英 寸 、 0 英 6 7
寸 等 规 格 , 这 标 志 着 我 国 在 背 投 彩 电 的 生 产
议 , G Ph lp L L i s CD 将 在 南 京 经 济 技 术 开 发 区 i 设 立 液 晶 显 示 板 工 厂 ,E 程 将 在 今 年 9 月 动 2 _ 2_ E, 预 计 在 2 03 年 上 半 年 投 产 。 0
已成 为 世 界 上 规 格 最 齐 全 的 背 投 彩 电生 产 企
单 根 光 纤 输 出 更 符 合 点 光 源 的特 性 。 大 功 率
半 导 体 激 光 器 是 一 种 列 阵 器 件 ,光 束 质 量 极
Байду номын сангаас9
求 。 该 所 加 强 关 键 技 术 的 集 成 与 创 新 ,通 过
成 为 大 功 率 半 导 体 激 光 模 块 的 发 展 方 向 。 同 时 ,随 着 光 通 信 、微 电 子 、基 因 研 究 和 新 材 料 的 发 展 , 这 种 模 块 的 需 求 正 在 迅 速 增 长 。 因
大功率半导体激光器光纤耦合技术调研报告
大功率半导体激光器光纤耦合技术调研报告摘要:随着激光器技术的不断发展,大功率半导体激光器光纤耦合技术得到了越来越广泛的应用。
本调研报告主要介绍了大功率半导体激光器光纤耦合技术的原理和优势,同时探讨了在工业、医疗以及通信等领域的应用前景。
通过系统的研究和分析,本报告对大功率半导体激光器光纤耦合技术的发展和未来趋势进行了预测。
1. 引言大功率半导体激光器是一种高效率、高亮度的激光器,被广泛应用于工业加工、医疗器械以及通信领域。
然而,传统的大功率半导体激光器在传输过程中会因为自发辐射和散焦而产生能量损耗和光束质量的下降。
为了克服这些问题,研究人员提出了光纤耦合技术,可以有效地将激光器的输出光束耦合到光纤中,提高能量传输效率并保持光束质量。
2. 大功率半导体激光器光纤耦合技术原理大功率半导体激光器光纤耦合技术利用光学器件实现激光器与光纤的耦合。
通常采用的耦合方式包括球透镜耦合、非球透镜耦合和光纤末端直接耦合等。
其中,球透镜耦合是较为常见的耦合方式。
它通过选择适当的球透镜、调整透镜距离和角度等参数,将激光器的输出光束聚焦到光纤的进口端,使得光能量更加集中和高效的传输进入光纤。
3. 大功率半导体激光器光纤耦合技术优势大功率半导体激光器光纤耦合技术具有以下几个优势:3.1 提高能量传输效率:光纤可以有效地将激光器的输出能量耦合并传输到目标位置,避免了能量损耗和衰减的问题。
3.2 保持光束质量:光纤的耦合使得激光器的输出光束保持高质量,不易受到自发辐射和散焦的影响,保证了传输的稳定性和精准性。
3.3 灵活性和便携性:光纤的使用使得激光器的输出可以灵活地传输到需要的位置,增加了设备的可移动性和应用的灵活性。
4. 大功率半导体激光器光纤耦合技术应用前景4.1 工业加工:大功率半导体激光器光纤耦合技术在工业加工领域具有广泛应用,可以用于激光切割、激光打标、激光焊接等工艺,提高加工速度和精度。
4.2 医疗器械:大功率半导体激光器光纤耦合技术可以用于医疗器械中的激光治疗和激光手术,如激光美容、激光矫正等治疗方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ξ 2004 年 10 月 A P PL I ED L AS ER October 2004
大功率激光光纤耦合技术研究 3
Fig 3 coupling efficiency vs. obliquitous error (θ)
Fig 2 coupling efficiency vs. upright error (s)
(2) 纵向误差 s
纵向偏移误差是指激光的束腰不在光纤的端面
上 ,而是与光纤端面有一定的距离 ,这个距离就是纵
向误差 。我们假设聚焦激光光斑半径与光纤芯径是
相等的 ,耦合进光纤的光功率与光纤和光斑的重叠
面积成正比 ,则光纤耦合效率就等于光纤纤芯的面
积与激光光斑面积之比 。计算可以得到激光光斑与 光纤端面的纵向偏移对耦合效率影响为[7 ] :
ηs
=
Sf So
=
( w
+
w
s·ta
nθc
)
2
(6)
式中 w 为激光焦斑半径 ,θc 为光纤的临界入射
ܻ༸֥࿊ᄴაܻ༸؊૫ԩ
大功率激光光纤耦合技术的研究 ,光纤的选择 是首要问题 。一般来说传能光纤主要分为两种 :塑 料包 层 石 英 光 纤 ( PCS) 和 石 英 包 层 石 英 光 纤 ( HCS) 。两者相比塑料包层石英光纤的损伤阈值较 低 ,可传输功率较小 ,但数值孔径可以做得比较大 , 通常可以达到 0. 37 左右 ,主要用在激光手术 、光动 力学治疗 、光谱测量 、照明 、传感器等较小功率能量 传输领域中 。石英包层石英光纤的损伤阈值较高 , 可传输功率较大 ,但其数值孔径不能做得很大 ,一般 只有 0. 2 左右 。在大功率激光光纤耦合技术应用
中 ,若传输激光的功率达到千瓦量级 ,一般都选用石
英包层石英光纤 。
用于传输大功率激光的石英包层石英光纤的芯 径一般从 300μm 到 1500μm 不等 。具体选用多大芯
径的光纤需由激光的光束质量来决定 。激光光束质
量可用下式来表示[1 ] :
B PP =
θ · dlaser laser 4
2 、单个聚焦镜 只用一个聚焦透镜来完成激光光纤耦合 ,虽然 同样聚焦透镜的聚焦性能相比“伽利略望远镜 + 聚 焦镜”组合的聚焦性能会有所下降 ,但是仅有最少的 两个面 ,使得系统的传输效率大大提高 。而聚焦性 能的下降可以通过改变透镜的焦距来弥补 。
ࣤཞҵ֥႕ཙ
光学设计中 ,光学系统的像差包括色差 、球差 、 彗差 、畸变 、像散和场曲 。但对于激光光纤耦合系 统 ,通常只需考虑透镜的球差即可 。若单透镜的孔 径不大时 ,初级球差和实际球差非常接近 ,高级球差 很小 ,只需考虑光学系统的初级球差即可[6 ] 。 不同的透镜外形对光学系统球差的影响也是不 同的 。一般来说 ,聚焦透镜有 4 种外形 ,分别为 :双 凸型 、平凸型 、弯月型和非球面型 。四种透镜的像差 对比关系为 :双凸型 > 平凸型 > 弯月型 > 非球面消 像差型 。减小或消除透镜的球差 ,可以改善耦合系 统的聚焦性能 ,还能减弱激光在整个传输系统中光 束质量的劣化 。考虑到激光光纤耦合的要求和制作 成本 ,通常选择弯月型聚焦透镜 。 聚焦透镜的放置位置对其球差亦有影响 。平凸 透镜在凸面进光 ,平面出光时的球差相比平面进光 、 凸面出光时的球差要小 。正弯月透镜也遵从类似的 规律 。
Ξ 北京市教委科技发展计划资助项目 。项目编号 P27050001
— 276 —
有体损伤阈值的
1 2
~
1 [2] 100
,光纤的端面和内部的
损伤阈值也基本满足这个关系 ,这使得光纤的损坏
易发生在光纤端面处 。所以为了提高光纤端面的损
伤阈值 ,必须要对光纤端面进行抛光 、镀增透膜的处
理。
ܻܻࠗ༸ᯒࡱ่ކ
ܻඏაܻ༸ാሙႄఏ֥ᯒੱིކ༯ࢆ
用于大功率激光传输系统的光纤的芯径为 0. 4
- 1. 0mm ,因此在设计耦合器时保证激光束精确与
光纤精确对准是非常重要的 ,如果激光束与光纤的
机械对准误差较大 ,必将产生激光的辐射损耗 。激
光与光纤的对准误差包括聚焦光斑与光纤端面位置
的纵向间距误差 s ,聚焦光束的光轴与光纤光轴的
有角度误差 Q 。对于阶跃型光纤角度误差 Q 引起
的损耗可以用 D. Marcuse 推导的公式来表示 [7 ] :
ηθ = exp ( - (πnλ2 wθ) 2)
(7)
式中 w 为激光束的束腰半径 , n2 为光纤的包
层折射率 。图 3 所示为角度误差θ对耦合效率的影
响曲线 。
Fig 1 coupling efficiency vs. transverse error (d)
1999. p64 [ 4 ]陈吉星. 激光光纤能量传输研究. 硕士学位论文 , 1992 [ 5 ] E·赫克特《, 光学》,人民教育出版社 ,1979. p297 [ 6 ]张以谟.《应用光学》上册 , 机械工业出版社 , 1982 , p175 [7 ]杨祥 林 等 ,《光 纤 传 输 系 统》, 东 南 大 学 出 版 社 , 1991.
ࢲં
简要讨论了大功率激光光纤耦合技术研究的主 要研究方向 ,从原理上和工艺上提出了提高激光光 纤耦合器耦合效率的方法 。
ҕॉ໓ང
[ 1 ] Th. Beck et al , O ptics and L asers Engi neeri ng , 2000 , vol. 34 : 255
[ 2 ]孙承伟.《激光辐照效应》, 国防工业出版社 , 2002. p264 [3 ] 吕 百 达. 《强 激 光 的 传 输 与 控 制》, 国 防 工 业 出 版 社 ,
激光和光纤的耦合必须满足以下条件 ,如下式 :
w < d/ 2
(2)
θ< 2N . A.
(3)
式中 w 为光纤端面处激光光斑半径 ,d 为光纤
芯直径 θ, 为激光聚焦后的发散角 (全角) ,N . A. 为光
纤的数值孔径 。
一般情况下 ,激光束在通过理想无衍射 、无像差 光学系统时 ,光束参数乘积是一个不变量[3 ] ,一味地
光纤传输大功率激光为激光材料加工开辟了一 个新天地 。大功率激光与光纤传输系统的组合提高 了激光加工的自动化和柔性 ,目前正逐步成为激光 加工用激光器的主流装备 。而光纤传输系统的目标 总是希望光纤能够传输更多的激光功率 。影响整个 系统传 输 效 率 的 主 要 因 素 是 激 光 与 光 纤 的 耦 合 损 失 ,为了使我国的激光加工和大功率激光传输科学 走向更高层次 ,大功率激光光纤耦合技术的研究是 很有必要的 。 在大功率激光光纤耦合技术研究中 ,为了提高 耦合系统的耦合效率 ,主要应从以下五个方面着手 进行研究 。
(4)
当 w =
2 3
d
时 ,ΔwW
= 1 %。式中
w
为光纤端面
处激光束宽 。因此 ,光纤端面处激光光斑直径不大
于光纤纤芯直径 2/ 3 是较为合适的 。
ऊࢊࣤቆ֥ކ࿊ᄴ
从激光光学变换的角度来说 ,透镜的组合有无 穷多种 ,但是在激光光纤耦合系统中 ,透镜组合主要 有以下两种 : 1 “、伽利略望远镜 + 聚焦镜”组合 使用望远镜是为先将光束进行准直 、扩束 ,这样 做可以使光束更好地聚焦 。此处特别指出使用伽利 略望远镜是因为它没有内部焦点 ,否则激光束在那 一点聚焦产生的很高的激光功率密度会使周围空气 电离[5 ] 。但是透镜数量的增加也使得激光在透镜传 输时的损失增大 。按每一个面损失 2 %能量计算 , 望远镜系统的 4 个面会损失掉 8 %左右的能量 ,这使 得系统的传输效率下降 ,而且增加了透镜组冷却的 负担 。如果系统对聚焦的要求非常高而对能量传输 效率的要求不高 ,在不损伤器件的情况下 ,还是可以 使用这种组合的 。
Scheme 1. laser beam quality vs. diameter of fibers
激光器型号 固体激光
激光光束质量 (mm mrad)
12
光纤芯径 (μm) 300 400
25
600
光纤选定后 ,需要对光纤进行端面的处理 。这 样做有两个好处 ,一是提高光纤端面的损伤阈值 ,二 是提高光纤的透光率 。光学元件的表面损伤阈值只
横向误差 d ,聚焦光束光轴与光纤光轴的角度误差
θ。
(1) 轴向误差 d
轴向误差是指光束与光纤未同轴引起的误差 ,
设激光光束光轴与光纤光轴的横向偏移误差为 d ,
R 为光纤芯径 , w 为激光焦斑半径 。经计算可得到 横向偏移误差 d 与耦合效率的关系式如下[7 ] :
ηd = 1 -
w 2 (α- sinα·cosα) - R2 (θ- sinθ·cosθ) πw 2
追求小的聚焦光斑只能使光束的发散角变大 ,所以
在激光 聚 焦 时 应 将 光 斑 半 径 和 光 束 发 散 角 统 一 考
虑 ,务必使两者都能满足耦合条件 。
对于大功率激光光纤耦合技术研究来讲 ,所用
的光纤都是传能用大芯径多模光纤 ,激光能量在光 纤端面的相对衍射损耗为[4 ] :
ΔwW = e - 2 ( d/ N) 2
李 钰 张阔海 李 强 左铁钏
(北京工业大学激光工程研究院 , 北京 100022)
ิေ 简要介绍了大功率激光光纤耦合技术的六个主要的研究方向 。包括 :光纤的选择与光纤端面处理 、激光光纤耦合
条件 、聚焦透镜组合的选择 、透镜像差的影响 、光束与光纤失准引起的耦合效率下降以及透镜的热透镜效应 。
角 。取θc = 0. 22 rad ,可得纵向间距对耦合效率的曲
ቤተ መጻሕፍቲ ባይዱ
线 ,如图 2 。