焊接质量检查验收表(范本)知识讲解
焊接工程外观质量观感检查表
焊接工程外观质量观感检查表(实用版)目录1.焊接工程外观质量观感检查表的概述2.检查表的内容和要求3.焊接工程外观质量观感检查表的填写方法4.注意事项和常见问题正文一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于评估焊接工程外观质量的一种检查工具,通过对焊接接头的观感质量进行检查,以确保焊接质量达到标准要求。
外观质量观感检查表通常包括焊接接头的形状、表面粗糙度、焊缝成形、焊缝宽度、焊缝高度、焊缝凹陷、焊缝错边、焊缝磨痕等方面的检查。
二、检查表的内容和要求焊接工程外观质量观感检查表通常包括以下内容和要求:1.焊接接头形状:检查焊接接头是否呈圆滑、对称的形状,无明显凹凸、翘曲、变形等缺陷。
2.表面粗糙度:检查焊接表面是否平整、光滑,无明显砂粒、气孔、焊瘤等缺陷。
3.焊缝成形:检查焊缝是否整齐、均匀,无明显宽窄不一、高低不平的现象。
4.焊缝宽度:检查焊缝宽度是否符合设计要求,无明显宽窄不一的现象。
5.焊缝高度:检查焊缝高度是否符合设计要求,无明显高低不一的现象。
6.焊缝凹陷:检查焊缝凹陷是否符合设计要求,无明显凹陷、塌陷的现象。
7.焊缝错边:检查焊缝错边是否符合设计要求,无明显错边、歪斜的现象。
8.焊缝磨痕:检查焊缝磨痕是否平整、光滑,无明显砂粒、气孔等缺陷。
三、焊接工程外观质量观感检查表的填写方法在填写焊接工程外观质量观感检查表时,应按照以下步骤进行:1.首先,根据焊接工程的具体情况,确定检查表的填写内容和要求。
2.其次,按照检查表的要求,对焊接接头的外观质量进行观感检查,记录检查结果。
3.最后,根据检查结果,填写检查表,并签署检查结论。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表时,应注意以下事项:1.检查表的填写应由具备相关资质的人员进行。
2.检查表的填写应按照实际情况进行,不得随意捏造数据。
3.检查表的填写应完整、清晰,便于查阅和理解。
4.对于检查中发现的问题,应及时进行整改,并重新进行检查。
钢筋焊接接头检验批质量验收记录表格(2012新规程)

钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
交流电焊机检查验收表

使用单位
工程名称
交流电焊机
规格型号
编 号
操作人员
操作证
编号
项 目内 容 及 要 求结果备注1.整机
1.1主要部件完整无缺、主要工作性能是否达到额定指标。
1.2焊接变压器的一次线圈与二次线圈之间、绕组线圈与外壳之间绝缘电阻不应低于1Ω。
1.3焊机内外整洁、油漆良好。
1.4各部连接螺丝紧固是否牢靠,不得松动、缺损。
4.2焊机罩要是否合乎防雨、防尘、防潮的要求。
4.3行走轮及牵引件是否完整,润滑良好。
设
备
科
验
收
意见
见
(盖 章)
监
理
单
位
意
见
见
(盖 章)
项
目
部
意
见
(盖 章)
设负备责科人
年
日期:
部负责
门人
日期:
部负责
门人
日期:
2.接线与接线柱
2.1一、二次接线板、接线柱表面应光滑、平整,不得有烧蚀、破裂现象。
2.2铜垫圈,母线紧固螺母不得有缺失、烧蚀、松动现象。
3调节器及防震装置
3.1调节丝杆及螺母应转动灵活,无弯曲、卡阻现象,紧固件不松动。
3.2防震弹簧弹力是否良好有效。
3.3手摇把不得松旷、损坏。
4安全与
防护
4.1焊机接地(零)良好,是否符合规定要求,接线排列整齐,接线板护罩完整。
焊接工程与金属监督质量检查验收表
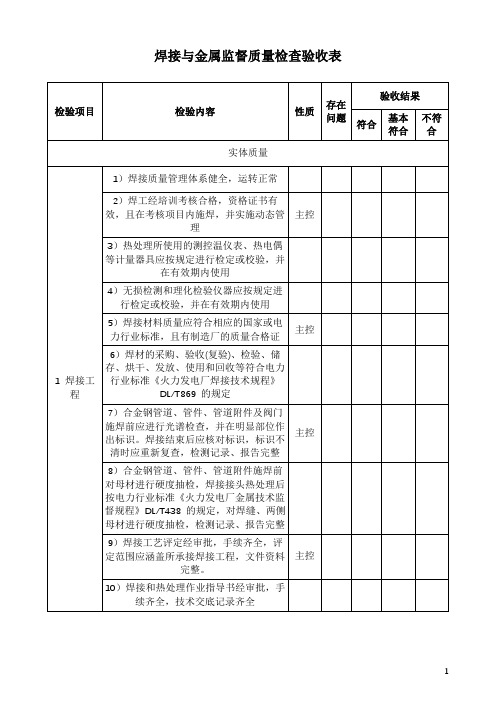
8)合金钢管道、管件、管道附件施焊前对母材进行硬度抽检,焊接接头热处理后按电力行业标准《火力发电厂金属技术监督规程》DL/T438的规定,对焊缝、两侧母材进行硬度抽检,检测记录、报告完整
9)焊接工艺评定经审批,手续齐全,评定范围应涵盖所承接焊接工程,文件资料完整。
主控
10)焊接和热处理作业指导书经审批,手续齐全,技术交底记录齐全
10)锅炉受热面温度测点布置合理,满足测温需要。锅炉运行正常,超温、温度偏差控制在制造厂允许范围内,运行记录齐全
11)循环流化床锅炉的炉膛水冷壁内侧所有焊接部位应打磨光滑。
主控
4汽轮发电机组
1)汽轮机合金钢部(零)件应按电力行业标准《火力发电厂金属技术监督规程》DL/T438的规定进行光谱复查,符合制造厂要求,检验记录齐全
8)焊工技术考核登记表齐全完整
9)焊接工艺评定目录及应用范围统计表
主控
10)金属检测一览表
11)焊接工程一览表
12)受监焊缝记录图
13)受监焊缝检验报告
主控
14)焊缝热处理曲线及热处理检验报告
主控
15)焊缝返修记录
16)承重钢结构焊缝表面质量检验报告
17)质量监督检查报告涉及金属监督及焊接的问题整改闭环签证记录
18)焊接验收按电力行业标准《电力建设施工质量验收规程第5部分:焊接》DL/T5210.5的规定执行;焊接质量经施工单位、监理单位和建设单位验收合格,资料齐全
主控
2金属原材料
1)金属材料质量保证书齐全完整,进口金属材料还需提供报关单、商检合格证明书,且规范完整;首次使用的钢材,在焊接工艺评定前应收集其焊接性资料和焊接、焊接热处理以及其他热加工方法指导性工艺资料。
主控
4)9%~12%Cr类钢制管道安装后焊接接头的硬度符合电力行业标准《火力发电厂金属技术监督规程》DL/T438、《火力发电厂焊接技术规程》DL/T869的规定
各种焊缝加工质量验收记录

各种焊缝加工质量验收记录焊缝加工质量验收是对焊缝加工过程中的各项指标进行检查和评价,以确保焊接工件具有良好的质量,能够满足使用的要求。
下面是一个焊缝加工质量验收记录的示例,共计1200字以上。
一、焊工质量评估1.焊工证书:检查焊工是否持有相关合格证书,并确认证书的有效性。
2.焊工技术水平评估:评估焊工的技术水平,包括焊缝的外观质量、焊缝的硬度、焊缝的尺寸等指标。
二、焊接设备质量评估1.设备检查:检查焊接设备是否正常工作,包括焊机、电源、焊钳等部件,确保其能够满足工艺要求。
2.设备校准:对焊接设备进行校准,确保焊接设备的稳定性和准确性。
三、焊缝外观质量评估1.焊缝形状:检查焊缝的形状是否符合图纸要求,包括焊缝的宽度、高度、角度等指标。
2.焊缝表面质量:检查焊缝表面是否光滑、平整,无气孔、夹渣、裂纹等缺陷。
3.焊缝边缘质量:检查焊缝边缘是否完整、锐利,无起皮、翘曲等现象。
四、焊缝力学性能评估1.焊缝强度:通过拉伸试验、剪切试验等方法,评估焊缝的强度是否满足要求。
2.焊缝韧性:通过冲击试验、弯曲试验等方法,评估焊缝的韧性和抗变形能力。
3.焊缝硬度:通过硬度测试,评估焊缝的硬度是否在允许范围内。
五、焊缝尺寸评估1.焊缝尺寸:比对焊缝的实际尺寸与图纸要求的尺寸,评估焊缝的尺寸是否符合要求。
2.焊缝交互检验:通过焊缝的交互检验,评估焊缝的尺寸是否符合交互规定要求。
综上所述,焊缝加工质量验收记录对焊缝加工过程中的各项指标进行监督和评估,确保焊接工件具有良好的质量。
各类评估包括焊工质量评估、焊接设备质量评估、焊缝外观质量评估、焊缝力学性能评估和焊缝尺寸评估等方面。
通过这些评估,可以确保焊缝的质量达到或超过设计要求,从而保证焊接工件的性能和可靠性。
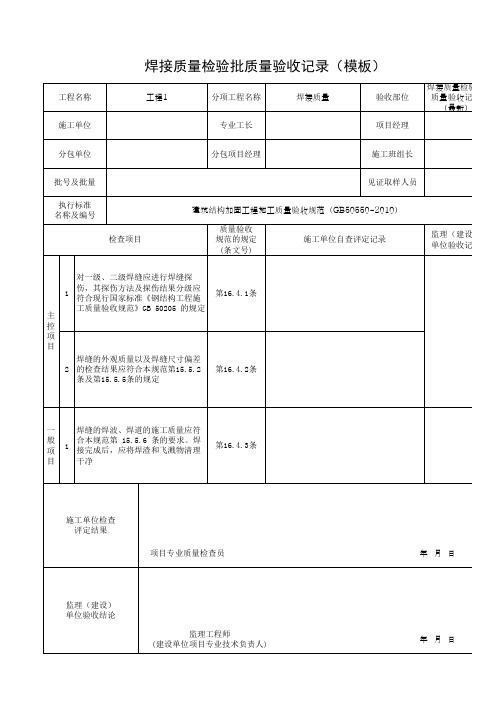
焊接质量检验批质量验收记录(模板)
第16.4.2条
一 焊缝的焊波、焊道的施工质量应符
般 项
1
合本规范第 15.5.6 条的要求。焊 接完成后,应将焊渣和飞溅物清理
目 干净
第16.4.3条
施工单位检查 评定结果
项目专业质量检查员
监理(建设) 单位验收结论
监理工程师 (建设单位项目专业技术负责人)
年月日 年月日
验批质量验收记录(模板)
施工单位自查评定记录
监理(建设) 单位验收记录
对一级、二级焊缝应进行焊缝探
1
伤,其探伤方法及探伤结果分级应 符合现行国家标准《钢结构工程施
第16.4.1条
工质量验收规范》GB 50205 的规定 主
控
项
目
焊缝的外观质量以及焊缝尺寸偏差 2 的检查结果应符合本规范第15.5.2
条及第15.5.5条的规定
焊接质量检验批 质量验收记录 (最新)
加固工程施工质量验收规范(GB50550-2010)
监理(建设) 单位验收记录
年月日 年月日
工程名称 施工单位
焊接质量检验批质量验收记录(模板)
工程1
分项工程名称 专业工长
焊接质量
验收部位 项目经理
焊接质量检验批 质量验收记录 (最新)
分包单位
分包项目经理
施工班组长
批号及批量
执行标准 名称及编号
检查项目
见证取样人员
建筑结构加固工程施工质量验收规范(GB50550-2010)
质量验收 规范的规定 (条文号)
焊接质量检查表

项目名称
施工人员
检查项目
设计要求及规范规定
焊条外观不应有药皮脱落、焊芯
1
焊条外观 生锈等缺陷;焊剂不应受潮结块
。
焊缝感观应达到:外形均匀、成
2
焊缝感官
型较好,焊道与焊道、焊道与基 本金属间过渡过较平滑,焊渣和
飞溅物基本清除干净。
焊件坡口达到焊接规范要求60
3
焊接准备 °,焊口应清理干净,保持干燥
100mm 管径≤
100mm 管径>
100mm
1 1.5 ≯13 ≯25
焊口 平直
度
管壁厚10mm以 内
管壁厚 1/4
焊缝
高度
加强
6
管道焊口 面 的允许偏差
宽度 深度
Hale Waihona Puke +1mm小于 0.5mm
咬边 长 度
连续长度
总长度 (两侧)
25mm 小于焊缝
长度的 10%
检查数量
检查记录
焊缝外形尺寸: 焊缝高度: 焊缝观感:
检查结 果
检查小组检查结论
检查组长
检查小组成员
年月日 年月日
清洁 焊缝外形尺寸应符合图纸和工
艺文件的规定,焊缝高度不得
4
管道及管件 的焊接
低于母材表面,焊缝与母材应 圆滑过渡;焊缝及热影响区表
面应无裂纹、未熔合、未焊透
夹渣、弧坑和气孔等缺陷
5
室内供热 管道安装 的允许偏差
水平
管道 每m 纵、
横方 向弯 全长
曲 (25m (mm) 以上)
管径≤
100mm 管径>
焊接工程质量验收记录表

焊接工程质量验收记录表项目基本情况
项目名称:
项目地点:
建设单位:
监理单位:
施工单位:
施工工艺
焊接方法
- 焊接材料:(填写使用的焊接材料)
- 焊接设备:(填写使用的焊接设备)
- 焊工资质:(填写焊工的资质要求和证书信息)焊接参数
- 焊接电流(A):
- 焊接电压(V):
- 焊接速度(cm/min):
- 材料厚度(mm):
- 焊缝尺寸(mm):
- 焊接材料种类和规格:
施工质量评定
焊接前准备
- 材料情况:(填写焊接前材料情况,如材料表面状态、含水率等)
- 焊接准备:(填写焊接前的准备工作,如清洁、预热等)
焊接质量评估
- 焊缝外观:(填写焊缝外观是否符合要求,如焊缝形状、焊缝熔透度等)
- 焊接质量:(填写焊接质量是否符合要求,如焊缝强度、焊接接头的完整性等)
- 缺陷评估:(填写是否存在焊接缺陷,如气孔、裂纹、夹渣等)
焊接质量判定
- 合格判定:(填写焊接质量是否合格)
- 不合格判定:(填写焊接质量不合格的原因和处理措施)
参与人员
焊接质量验收人员:
监理单位确认人员:
施工单位确认人员:
结论
经过对焊接工程质量的评估和验收,根据相关标准和要求,确认焊接工程质量(合格/不合格)。
日期:
盖章(建设单位):盖章(监理单位):盖章(施工单位):。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接质量检查验收表
(范本)
焊缝表面质量(观感)检查记录表
编号:0203-TFEN-HJ-01-02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN-HJ-01-02-02-002
焊接工程质量分批验收记录表
编号:0203-HJ-01-02-02-01-001
焊接分项工程综合质量验收评定表
0203-HJ-01-02-02-001
编号:
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:表B.8 分项工程焊接接头表面质量检验评定表 mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表6.3.8-2 A类工程焊接质量检验评定标准 mm
表6.3.8-3 B类工程焊接质量检验评定标准 mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准 mm
表6.3.8-4(续)。