表C.0.5钢筋电阻点焊质量检查记录
钢筋连接施工质量检查(测)记录表
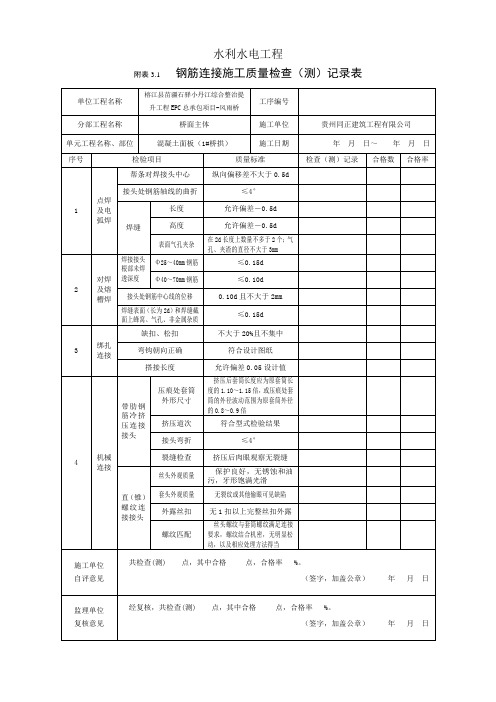
螺纹匹配
丝头螺纹与套筒螺纹满足连接要求,螺纹结合机密,无明显松动,以及相应处理方法得当
施工单位
自评意见
共检查(测) 点,其中合格 点,合格率 %。
(签字,加盖公章) 年 月 日
监理单位
复核意见
经复核,共检查(测) 点,其中合格 点,合格率 %。
(签字,加盖公章) 年 月 日
水利水电工程
附表
单位工程名称
榕江县苗疆石驿小丹江综合整治提升工程EPC总承包项目-风雨桥
工序编号
分部工程名称
桥面主体
施工单位
贵州同正建筑工程有限公司
单元工程名称、部位
混凝土面板(1#桥拱)
施工日期
年 月 日~ 年 月 日
序号
检验项目
质量标准
检查(测)记录
合格数
合格率
1
点焊及电弧焊
帮条对焊接头中心
纵向偏移差不大于0.5d
施工日期
年 月 日~ 年 月 日
序号
检验项目
质量标准
检查(测)记录
合格数
合格率
1
点焊及电弧焊
帮条对焊接头中心
纵向偏移差不大于0.5d
接头处钢筋轴线的曲折
≤4°
焊缝
长度
允许偏差-0.5d
高度
允许偏差-0.5d
表面气孔夹杂
在2d长度上数量不多于2个;气孔、夹渣的直径不大于3mm
2
对焊及熔槽焊
焊接接头根部未焊透深度
(签字,加盖公章) 年 月 日
监理单位
复核意见
经复核,共检查(测) 点,其中合格 点,合格率 %。
(签字,加盖公章) 年 月 日
水利水电工程
钢筋工程施工质量检查记录表
永安监理
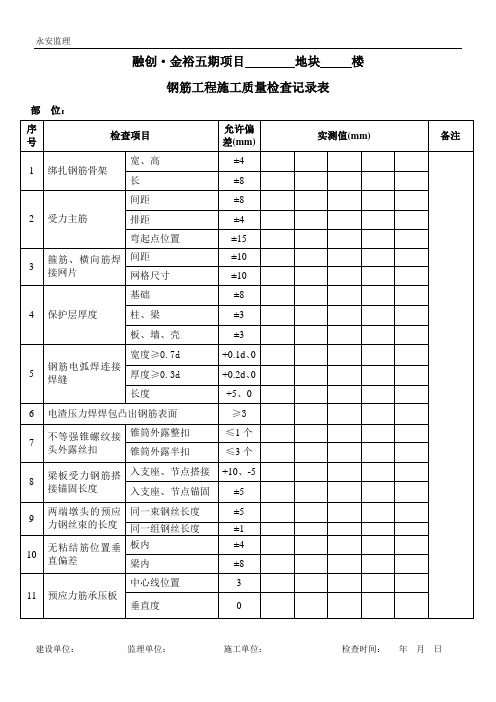
建设单位: 监理单位: 施工单位: 检查时间: 年 月 日
融创·金裕五期项目 地块 楼
钢筋工程施工质量检查记录表
部 位: 序号 检查项目
允许偏
差(mm) 实测值(mm) 备注
1
绑扎钢筋骨架
宽、高 ±4
长 ±8 2
受力主筋
间距
±8 排距 ±4 弯起点位置
±15 3
箍筋、横向筋焊接网片 间距 ±10 网格尺寸
±10 4
保护层厚度
基础
±8 柱、梁 ±3 板、墙、壳 ±3 5
钢筋电弧焊连接
焊缝
宽度≥0.7d
+0.1d 、0 厚度≥0.3d
+0.2d 、0 长度 +5、0 6 电渣压力焊焊包凸出钢筋表面 ≥3 7
不等强锥螺纹接头外露丝扣 锥筒外露整扣 ≤1个 锥筒外露半扣
≤3个
8
梁板受力钢筋搭接锚固长度 入支座、节点搭接 +10、-5 入支座、节点锚固 ±5 9
两端墩头的预应力钢丝束的长度 同一束钢丝长度 ±5 同一组钢丝长度
±1
10
无粘结筋位置垂直偏差 板内
±4 梁内
±8
11 预应力筋承压板 中心线位置
3 垂直度。
钢筋焊接质量检测记录表

钢筋焊接质量检测记录表项目信息
项目名称: [请填写项目名称]
项目地点: [请填写项目地点]
日期: [请填写日期]
检测人员信息
检测人员: [请填写检测人员姓名]
资质: [请填写检测人员资质]
检测要求
根据相关标准和要求,对钢筋焊接质量进行检测,包括以下项目:
1. 焊接材料检查
2. 焊缝外观检查
3. 扩展性能检查
4. 抗冲击性能检查
检测结果
1. 焊接材料检查
- 焊条牌号: [请填写焊条牌号]
- 焊接工艺: [请填写焊接工艺]
- 焊缝检测结果: [请填写焊缝检测结果,例如合格、不合格]
2. 焊缝外观检查
- 焊缝外观检查结果: [请填写焊缝外观检查结果,例如合格、不合格]
- 外观缺陷描述: [请填写外观缺陷描述,如果有]
3. 扩展性能检查
- 扩展性能检查结果: [请填写扩展性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
4. 抗冲击性能检查
- 抗冲击性能检查结果: [请填写抗冲击性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
备注
[请填写其他需要记录的信息以及备注]
签名
检测人员: [请填写检测人员姓名]
日期: [请填写日期]
以上为钢筋焊接质量检测记录表,供参考使用。
根据实际情况填写相关信息,并确保记录准确可靠。
钢筋焊接(点焊)质量检验评定表
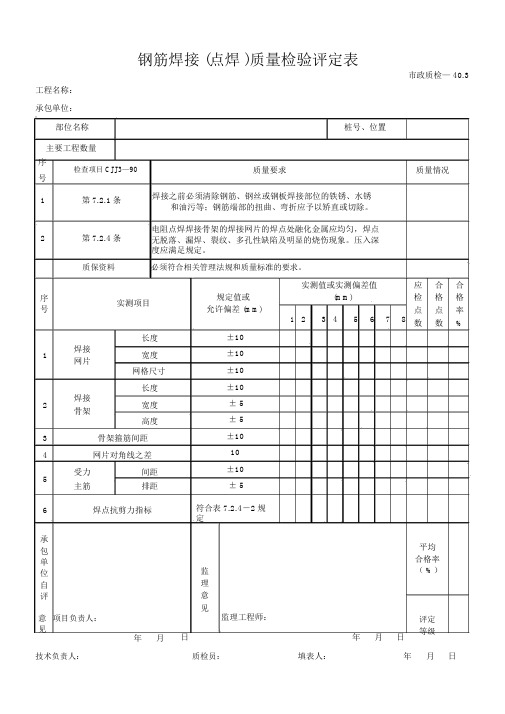
钢筋焊接 (点焊 )质量检验评定表
工程名称:
承包单位:
部位名称
主要工程数量
序
检查项目 CJJ3—90号
1第7.2.1条
2第7.2.4条
市政质检— 40.3
桩号、位置
质量要求质量情况
焊接之前必须清除钢筋、钢丝或钢板焊接部位的铁锈、水锈
和油污等;钢筋端部的扭曲、弯折应予以矫直或切除。
电阻点焊焊接骨架的焊接网片的焊点处融化金属应均匀,焊点
无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象。
压入深
度应满足规定。
质保资料必须符合相关管理法规和质量标准的要求。
序
实测项目
号
长度
1焊接
宽度网片
网格尺寸
长度
2焊接
宽度骨架
高度
3骨架箍筋间距4网片对角线之差
5受力间距主筋排距
6焊点抗剪力指标
承
包
单
位
自
评
规定值或
允许偏差 (mm)
±10
±10
±10
±10
± 5
± 5
±10
10
±10
± 5
符合表 7.2.4-2规
定
监
理
意
见
实测值或实测偏差值应合合
(mm)检格格
12345678
点点率
数数%
平均
合格率
( %)
意项目负责人:
见
年月
监理工程师:
日年月日
评定
等级
技术负责人:质检员:填表人:年月日。
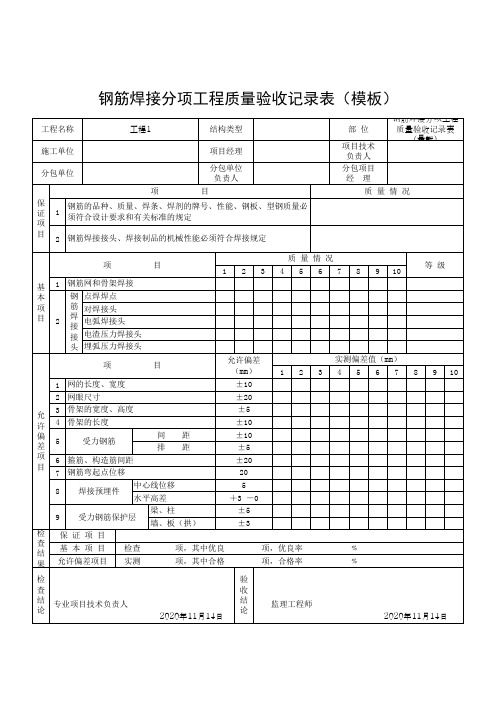
钢筋焊接分项工程质量验收记录表(模板)
﹪
等级 8 9 10
检 查 结 专业项目技术负责人 论
验 收 结 2020年11月14日 论
监理工程师
2020年11月14日
钢筋焊接分项工程质量验收记录表(模板)
工程名称
工程1
结构类型
施工单位
项目经理
分包单位
分包单位 负责人
项
目
保 证
1
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量必 须符合设计要求和有关标准的规定
项
目 2 钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
部位
项目技术 负责人
钢筋焊接分项工程 质量验收记录表 (最新)
分包项目 经理
质量情况
项
目
质量情况 1 2 3 4 5 6 7 8 9 10
基 1 钢筋网和骨架焊接
本
钢 点焊焊点
项
筋 对焊接头
目
2
焊 接
电弧焊接头
接 电渣压力焊接头
头 埋弧压力焊接头
项
目
允许偏差 (mm)
实测偏差值(mm) 1234567
1 网的长度、宽度
±10
2 网眼尺寸
±20
允 3 骨架的宽度、高度 许 4 骨架的长度
偏 差
5
受力钢筋
项 6 箍筋、构造筋间距 目 7 钢筋弯起点位移
间距 排距
±5 ±10 ±10 ±5 ±20 20
中心线位移 8 焊接预埋件
水平高差
5 +3 -0
梁、柱
±5
9 受力钢筋保护层
墙、板(拱)
±3
检 保证项目
查 结
基本项目
检查
项,其中优良
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
表C.0.1钢筋闪光对焊质量检查记录

般
项
目
3
接头处外观质量
接头处表面不得有横向裂纹,与电极接触处钢筋表面不得有明显烧伤
4
接头处弯折偏差
≤3°
5
接头处钢筋轴线偏移
不大于0.1倍钢筋直径,且不大于2mm
施工单位
检查结果
项目专业质量检查员:项目专业技术负责人:年 月日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年 月日
钢筋闪光对焊质量检查记录
表C.0.1工程编号:
单位(子单位)
工程名称
分部(子分部)
工程名称
分项工程名称
验收部位
施工单位
项目经理
施工执行标准
名称及编号
《电力建设施工质量验收及评价规程 第1部分:土建工程》
DL/T 5210.1-2012
专业工长
(施工员)
分包单位
分包项目经理
施工班组长
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位
验收记录
类别
序号
检验项目
质量标准
主
控
项
目
焊工技能
从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作
2
钢筋级别
必须符合设计要求及现行有关标准的规定
3
焊前试焊
模拟施工条件试焊必须合格
4
钢筋焊接接头
的机械性能
必须符合JGJl8的规定
5
钢筋低温焊接头
必须符合JGJl8的规定
焊接质量自检记录表

电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表C.0.5工程编号:
单位(子单位)
工程名称
分部(子分部)
工程名称
分项工程名称
验收部位
施工ห้องสมุดไป่ตู้位
项目经理
施工执行标准
名称及编号
《电力建设施工质量验收及评价规程 第1部分:土建工程》
DL/T 5210.1-2012
专业工长
(施工员)
分包单位
分包项目经理
施工班组长
施工质量验收规范的规定
一
般
项
目
1
焊点处
外观质量
焊点处熔化金属均匀;无脱落、漏焊、裂纹、多孔性缺陷及明显烧伤
2
焊点压入深度
热轧钢筋为O.3~0.45倍较小钢筋直径;冷拔低碳钢丝为0.3倍~O.35倍较小钢筋直径(mm)
施工单位
检查结果
项目专业质量检查员:项目专业技术负责人:年 月日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年 月日
施工单位自检记录
监理(建设)单位
验收记录
类别
序号
检验项目
质量标准
主
控
项
目
1
焊工技能
从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作
2
钢筋级别
必须符合设计要求和现行有关标准的规定
3
焊前试焊
模拟施工条件试焊必须合格
4
钢筋焊接接头的机械性能
应符合JGJl8的规定
5
钢筋
低温焊接头
应符合JGJl8的规定