薄壁无缝钢管在平锻机上镦粗
超薄壁无缝管的生产工艺
超薄壁无缝管的生产工艺超薄壁无缝管是一种高精度、高质量的管材,其生产工艺需要经过多道工序。
下面将从原材料、生产工艺、质量控制等方面介绍超薄壁无缝管的生产工艺。
一、原材料超薄壁无缝管的原材料主要是钢坯,钢坯的质量直接影响到管材的质量。
因此,在选择钢坯时需要考虑其化学成分、机械性能、表面质量等因素。
一般来说,优质的钢坯应具有均匀的化学成分、良好的机械性能和表面质量。
二、生产工艺1. 钢坯加热钢坯加热是超薄壁无缝管生产的第一步。
钢坯需要在高温下加热,使其变得柔软,便于后续的加工。
加热温度一般在1100℃左右。
2. 穿孔穿孔是超薄壁无缝管生产的关键步骤之一。
在钢坯加热后,需要将其放入穿孔机中进行穿孔。
穿孔机通过高速旋转的刀具将钢坯中心部分挤压出去,形成管芯。
穿孔后的管芯需要进行冷却和清洗。
3. 轧制轧制是超薄壁无缝管生产的另一个关键步骤。
在轧制过程中,管芯需要经过多次轧制,逐渐变成管壁。
轧制过程中需要控制好轧制力和轧制速度,以保证管材的尺寸精度和表面质量。
4. 退火退火是超薄壁无缝管生产的最后一个步骤。
在退火过程中,管材需要在高温下进行加热和冷却,以消除内部应力和改善管材的机械性能。
退火后的管材需要进行表面处理和检测。
三、质量控制超薄壁无缝管的生产需要进行严格的质量控制,以保证管材的质量。
质量控制包括原材料的选择、生产过程中的控制、管材的检测等方面。
在生产过程中,需要对轧制力、轧制速度、退火温度等参数进行严格控制,以保证管材的尺寸精度和表面质量。
在管材生产完成后,还需要进行各项检测,包括化学成分分析、机械性能测试、表面质量检查等。
总之,超薄壁无缝管的生产工艺需要经过多道工序,需要严格的质量控制。
只有在原材料、生产工艺和质量控制等方面都达到一定的水平,才能生产出高精度、高质量的超薄壁无缝管。
采用锻造镗孔技术制造大口径厚壁9Cr无缝钢管
Joon Sik Park 等,当 W 含量小于 1.8%时,常温强度和高温强度、低周疲劳寿命均随 W 含量增加而提 高[8]。
2.1.5 避免 P92 材料 BN 的形成
当氮和硼的含量不当时,P92 材料显微组织中会形成 BN 夹杂,对材料的常温性能和高温性能均
有不利影响,因此确定适当的 B 和 N 的含量是必要的。Masaaki Tabuchi 等对 9Cr‐3W‐3Co‐VNb 钢的研
图 7 改进后的套料刀体
3 9%Cr 无缝钢管的性能评定
3.1 P91 无缝钢管的性能评定
3.1.1 化学成分分析 成品化学成分、痕量元素和气体含量分析在钢管两端壁厚 1/2 处切取试样,试验结果见表 2 和表
‐ ‐‐‐ ‐ 0.01 0.01 0.20
SA‐335 0.07 0.30 ‐ ‐ ‐ 8.50 0.30 0.15 0.03 ‐ ‐ 0.04 1.50 0.001 ‐ ‐ ‐ P92 0.13 0.60 0.020 0.010 0.50 9.50 0.60 0.25 0.07 0.40 0.04 0.09 2.00 0.006 ‐ ‐ ‐
2 锻造镗孔无缝钢管的特点和制造工艺流程
采用锻造镗孔技术制造大口径厚壁无缝钢管,是将无缝钢管的锻造坯料经过钻镗孔,机械加工为 无缝钢管。这种制造工艺特别适合于口径大、壁厚大的无缝钢管。由于实心坯料的中心区域被机械加 工去除,钢管的成分偏析、夹杂物级别、内外表面性能差等均较小。钢管的几何精度高于热轧、拉拔 或热扩无缝钢管。这是锻造镗孔技术制造无缝钢管的优点。但这种工艺也存在显著的缺点,即材料利 用率低、制造成本高。以 610×100×L 规格的外径管为例,从钢锭到成品钢管的材料利用率仅有 40% 左右。
平锻机模锻平锻机模锻特点及应用范围
带入得 1 = ( 2+ 2+ ) 3
解得
=
3
3 3 3 - 2- 或= - 2- 4 2 - 4 2
ε 是一个关于、 函数。下图是锥形型槽内聚集的限制曲线,设 计时采用abc曲线以下的系数,可获得合格的产品。由长径比数值 与曲线的交点确定系数、,求出聚集工步尺寸Dm= d,dm= d0。
2 2 d 计= D锻 -d 锻
带孔锻件坯料直径计算: 当(1)d计/ d锻=1.0~1.2时,取d坯=(0.82~1.0)d计; (2) d计/ d锻> 1.2时,取d坯> d锻 (3)d计/ d锻< 1.2时,取d坯< d锻 坯料长度的计算: L坯=1.27V坯/d2坯 其中 V坯=(V锻+V芯+M毛)(1+δ )
6-4 顶镦规则及聚集工步计算
一、顶镦规则 顶镦:坯料端部的局部墩粗为顶镦或聚集,是平锻机的基本工步。 1)顶镦第一规则:当长径比 ≤ 3,端部较平时,可在平锻机中自 由墩粗到任意大的直径而不弯曲。即:不弯曲的工艺条件 ≤ 3。
长径比过大造成弯曲
端面不平,长径比过大造成弯曲
允许长径比允
2)顶镦第二规则:在凹模内顶镦时,若:Dm ≤1.5d0时,f ≤ d0 或 Dm ≤ 1.25d0时,f ≤ 1.5d0, > 允,可进行正常的局部墩粗而不 产生折叠。如图(b),用于 <10锻件。即:细长杆镦粗时,产 生纵向弯曲,但不致于引起折叠的工艺条件。
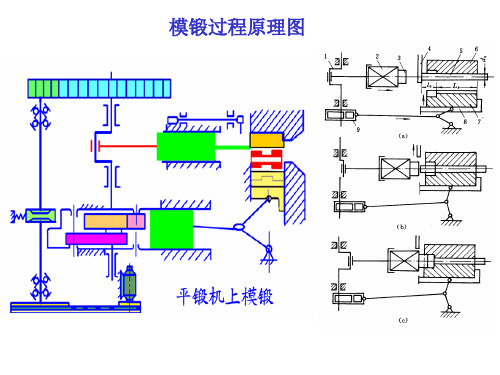
模锻过程原理图
2.平锻机模锻工艺、设备特点及其应用 工艺特点: (1)设有两个相互垂直的分模面,能锻出两个不同方向具有凹档和凹 孔的锻件。
(2)坯料水平放料,锻件长度不受设备空间限制,能进行长杆类 锻件和长杆空心类锻件的模锻,进行深穿孔或深冲孔工作。
《锻造工艺学》作业

116、什么样的锻件是长轴类锻件?长轴类锻件大约分几种?它们各用什么方法制坯?答:
有长轴线的锻件是是长轴类锻件。
按外形、主轴线、分模线特征,长轴类锻件可分为:
(1)直长轴锻件
一般采用拔长制坯或滚挤制坯。
(2)弯曲轴锻件
除了需要拔长制坯或拔长加滚挤制坯外,还要有弯曲制坯或成型制坯。
(1)对于横截面形状复杂、分模面接近圆形或方形的锻件(例如薄辐齿轮),必须正确设计预锻工步。
(2)对于截面相差很大的长毛坯,一般需要用其它设备制坯。
(3)最好使用电加热及其它少无氧化加热,或在热坯料送进压力机前有效清除氧化皮。
(4)热模锻压力机导向精度较高,工作方式和普通冲床相近。
111、摩擦压力机模锻有什么特点?
(1)备料工序包括原材料检验、切割坯料、清除坯料上的毛刺和表面缺陷、坯料检验等工序。
(2)模锻成形工序
包括制坯、预锻、终锻等工序。
(3)加热与冷却工序(4)来自锻件热处理工序(5)模锻件的表面清理与加工工序
清除模锻件表面的异物、污染层、氧化物和缺陷,或减少多余金属和提高模锻件精度。
(6)品质保证和品质检验条件
(2)确定锻造工艺过程
根据工艺过程技术分析结果,确定制造模锻件的锻造工艺过程。
(3)设计模锻工步
一般模锻件均需对成形工步和各工序进行详细计算和设计。
(4)确定工艺过程
形成完整的模锻工艺过程路线。
(5)编制工艺过程规程
编写加工和验收模锻件的指令性文件。
142、模锻工艺过程的总体设计要点是什么?
答:
模锻工艺过程的总体设计要点:
答:
左图的优点是能保证锻件和圆柱表面光滑,缺点是不易检查上下模的合模情况。
(工艺技术)材料成型及工艺基础考试题含答案
《材料成形技术基础》考试样题答题页(本卷共10页)三、填空(每空0.5分,共26分)1.( ) ( ) ( )2.( )3.( ) ( )4.( )5.( )( )6.( ) ( )7.( ) ( )8.( ) ( )9.( ) 10.( )11.( )12.( ) ( ) 13.( ) ( )14.( )15.( ) 16.( ) ( )17.( ) ( ) 18.( )19.( )20.( ) ( ) 21.( ) ( )22.( )23.( ) 24.( )25.( ) ( )26.( )( )27.( ) ( )28.( ) 29.( ) ( )30.( )31.( )( ) ( )32.( ) ( )四、综合题(20分)1、绘制图5的铸造工艺图(6分)修2、绘制图6的自由锻件图,并按顺序选择自由锻基本工序。
(6分)自由锻基本工序:3、请修改图7--图10的焊接结构,并写出修改原因。
图7手弧焊钢板焊接结构(2分)图8手弧焊不同厚度钢板结构(2分)修改原因:焊缝集中修改原因:不便于操作图9钢管与圆钢的电阻对焊(2分)图10管子的钎焊(2分)修改原因:修改原因:《材料成形技术基础》考试样题(本卷共10页)注:答案一律写在答题页中规定位置上,写在其它处无效。
一、判断题(16分,每空0.5分。
正确的画“O”,错误的画“×”)1.过热度相同时,结晶温度范围大的合金比结晶温度范围小的合金流动性好。
这是因为在结晶时,结晶温度范围大的合金中,尚未结晶的液态合金还有一定的流动能力。
F2.采用顺序凝固原则,可以防止铸件产生缩孔缺陷,但它也增加了造型的复杂程度,并耗费许多合金液体,同时增大了铸件产生变形、裂纹的倾向。
T3.HT100、HT150、HT200均为普通灰口铸铁,随着牌号的提高,C、Si含量增多,以减少片状石墨的数量,增加珠光体的数量。
4.缩孔和缩松都是铸件的缺陷,在生产中消除缩孔要比消除缩松容易。
锻造工艺中墩粗拔长的意思
锻造工艺中墩粗拔长的意思【锻造工艺中墩粗拔长的意思】一、引言其实啊,锻造工艺在我们的生活中无处不在,从小小的五金零件到大型的机械部件,都离不开锻造。
而在锻造工艺中,墩粗拔长是非常重要的环节。
今天,咱们就来好好聊聊这墩粗拔长到底是咋回事。
二、墩粗拔长的历史1. 古代的起源说白了,墩粗拔长这技术可不是现代才有的。
在古代,咱们的祖先们就已经开始运用类似的原理来打造工具和武器啦。
比如说,打造一把剑,那剑身的初步成型可能就用到了墩粗和拔长的手法。
那时候没有先进的机器设备,全靠工匠们的经验和手艺。
他们用锤子和砧子,一点一点地把金属材料进行加工,为了让武器更加坚固耐用,就会通过反复的墩粗和拔长来改善金属的内部结构。
2. 工业革命后的发展随着工业革命的到来,锻造技术也迎来了巨大的变革。
机器逐渐取代了手工,墩粗拔长的工艺也变得更加精确和高效。
比如说,蒸汽锤的出现,让锻造的力量大大增加,能够处理更大尺寸的金属材料,而且墩粗拔长的精度也有了显著提高。
这就像是给锻造工艺装上了强大的引擎,使其能够飞速发展。
三、墩粗拔长的制作过程1. 墩粗咱们先来说说墩粗。
墩粗就好比是把一块面团用力压扁,让它变得更厚实。
在锻造中,就是把金属坯料放在砧座上,用压力设备或者锤子施加压力,让坯料的横截面增大,长度缩短。
比如说,要把一根圆柱形的金属棒墩粗,就把它竖着放在砧座上,用大锤子使劲砸,它的直径就会变大,就像吹气球一样,只不过是从侧面“吹”大了。
2. 拔长说完墩粗,再来说说拔长。
拔长呢,就像是把面团拉长,让它变得更细长。
在锻造里,就是通过对金属坯料不断地进行局部压缩,使其长度增加,横截面减小。
举个例子,还是那根刚才墩粗过的金属棒,现在要把它拔长,就把它横着放在砧座上,从一端开始用锤子或者压力设备进行锻打,这样它就会越来越长,越来越细。
四、墩粗拔长的特点1. 改善金属组织其实啊,墩粗拔长不仅仅是改变了金属的形状,更重要的是改善了金属内部的组织结构。
加工复杂形状薄壁管类件的新方法
加工复杂形状薄壁管类件的新方法--局部加热镦粗法摘要:提出一种新的加工薄壁管类件的方法,利用该方法可以加工局部变粗的各种形状的管类件,这对于提高工件的结构强度、材料的利用率和降低工件的重量及制造成本具有重要的意义。
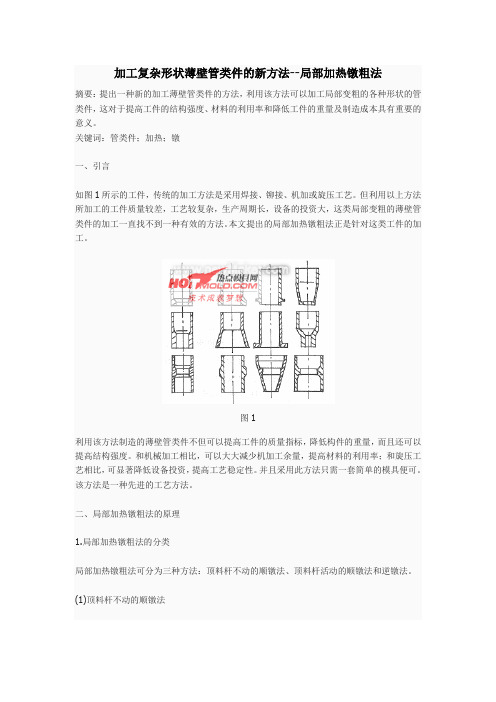
关键词:管类件;加热;镦一、引言如图1所示的工件,传统的加工方法是采用焊接、铆接、机加或旋压工艺。
但利用以上方法所加工的工件质量较差,工艺较复杂,生产周期长,设备的投资大,这类局部变粗的薄壁管类件的加工一直找不到一种有效的方法。
本文提出的局部加热镦粗法正是针对这类工件的加工。
图1利用该方法制造的薄壁管类件不但可以提高工件的质量指标,降低构件的重量,而且还可以提高结构强度。
和机械加工相比,可以大大减少机加工余量,提高材料的利用率;和旋压工艺相比,可显著降低设备投资,提高工艺稳定性。
并且采用此方法只需一套简单的模具便可。
该方法是一种先进的工艺方法。
二、局部加热镦粗法的原理1.局部加热镦粗法的分类局部加热镦粗法可分为三种方法:顶料杆不动的顺镦法、顶料杆活动的顺镦法和逆镦法。
(1)顶料杆不动的顺镦法如图2所示,管子端部变粗是靠作用于凹模上的管子另一端的轴向压力P来完成,这种方法可制成的变粗部分的高度h为管径D的1.5~2倍。
图2在离管子端部较远的部位所进行的镦粗称为中间镦粗,实际上也常用这种顺镦法。
这时,为了保证变粗部分距管子端部的尺寸,在模具内部加一衬块来限定管子不变形部分,实质上,这种用衬块的中间镦粗相当于管端镦粗。
(2)顶料杆活动的顺镦法如图3所示,它是在变粗部分镦成达到规定的尺寸后,从顶料杆方向有一个为Q的压力作用于毛坯,压力Q的值是变粗部分高度的函数。
使用这种方法可制成厚度均匀的任意高度的变粗部分。
图3(3)逆镦法如图4所示,这时压力是从凹模底部向上作用于管端,用这种方法制成的变粗部分的尺寸最大(h/D≤0.5)。
图42.局部加热镦粗法的工装管子的镦粗由于是局部的变形,所以加热只能是局部加热。
X70钢级大口径薄壁热扩无缝钢管及其生产方法[发明专利]
![X70钢级大口径薄壁热扩无缝钢管及其生产方法[发明专利]](https://img.taocdn.com/s3/m/2e3ac3c9453610661fd9f405.png)
专利名称:X70钢级大口径薄壁热扩无缝钢管及其生产方法专利类型:发明专利
发明人:王建文
申请号:CN202010779916.7
申请日:20200805
公开号:CN111979485A
公开日:
20201124
专利内容由知识产权出版社提供
摘要:X70钢级大口径薄壁热扩无缝钢管及其生产方法,该热扩无缝钢管外径D为:406.4mm,公差为:+/‑0.75%D,壁厚S为:7.92mm,公差为:+/‑12.5%S,成分以质量%计,具体有:C:0.12~0.15、Mn:1.40~1.48、Al:0.02~0.05、Si:0.30~0.40、Nb:0.35~0.45、Ti:0.02~0.04、P≤0.015、S≤0.010、B≤0.001,其余为Fe及不可避免的杂质,其碳当量小于0.42。
生产该热扩无缝钢管首先通过控制合适的C、Mn、Al、Si、Nb、Ti含量,并离线调质热处理,获得X80钢级热扩母管;然后控制一定温度、扩径比不大于1.2条件下对X80钢级热扩母管加热热扩,出感应线圈后空冷。
本发明生产的X70级热扩无缝钢管的理化性能符合钢管X70级和0℃纵向冲击性能要求,且能够保证钢管尺寸的稳定性提高产品合格率,同时能够降低生产成本,具有较好的应用前景。
申请人:衡阳鸿大特种钢管股份有限公司
地址:421001 湖南省衡阳市蒸湘区大栗新村18号3号厂房
国籍:CN
代理机构:衡阳市科航专利事务所
代理人:邹小强
更多信息请下载全文后查看。