锻造、法兰工艺卡
法兰盘工序卡片一套资料
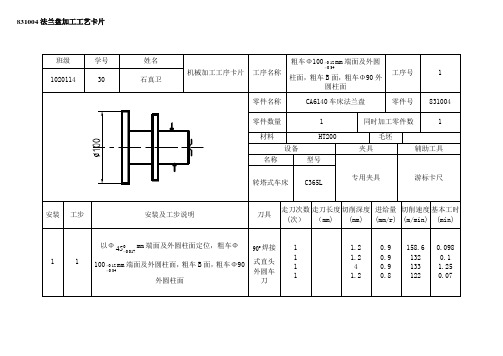
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
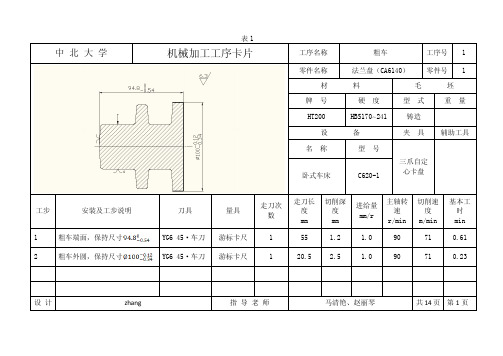
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
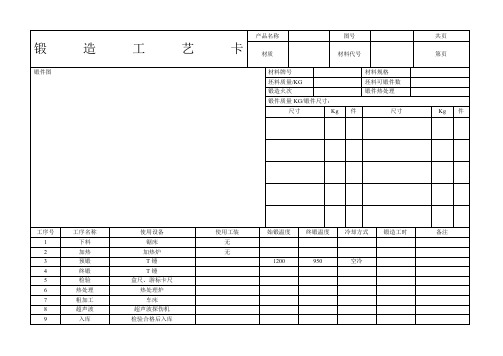
锻造工艺卡片

设备 高速切割机 中频感应电炉
辊锻机 摩擦压力机
摩擦压力机
切边压力机 螺旋压力机
井式电炉
抛丸机 荧光探伤机
精压机
工艺装备
挤压模 挤压模 切边模具 校正模具 耐热料框、砂盘
量检具 卡尺测量 红外测温计 卡尺测量 卡尺测量 卡尺测量 卡尺测量 卡尺测量 红外测温计 布氏硬度计 布氏硬度计
会签 (日期)
序号 1 2 3 4 5 6 7
8
9 10 11
工序名称 下料 加热
辊锻制坯 预锻
终锻
切边冲孔 热校正
热处理
抛丸处理 荧光探伤
精压
工艺内容 将坯料棒切割至φ40×210
坯料加热至1230℃±20 坯料辊锻至规定尺寸
先锻一头至锻靠换另一头 先锻一头至锻靠换另一头 在压力机上用切边模去除飞边连皮,掉头切另一边 在校正模上校正直线度并精确尺寸 每筐装500件堆放平加热至900℃±10℃保温30分钟出炉将锻件 散开放于砂盘内空冷 硬度HB220-280 在抛丸机上处理去除氧化皮 磁化后浇荧光粉在黑光灯下检查裂纹、折叠后退磁
精压模具
卡尺测量
附录二:连杆锻造工艺卡
锻造工艺卡
Hale Waihona Puke 产品型号 EG01T 零件图号
产品名称 汽车连杆 零件名称
材料牌号
材料规格
毛坯长度
毛坯重量 kg
毛坯可制锻件数
每锻件可制件数
锻件重量 kg
毛坯(连皮)重量 kg
标记
内容
更改
原始
时间
签字
设计
(日期)
审核 (日期)
1
共(1)页
连杆
第(1)页
锻造、法兰工艺卡
(2)车内圆ф mm
(3)按图车成
(4)密封面
E
3
检验
按图纸检验
4
划线
按中心圆直径ф mm 划
ф mm 孔
5
钻孔
钻-ф 孔
E
6
检查
(1)-ф 孔中心圆直径
(2)相邻二孔弧长允差≤mm
(3)任意二孔弧长允差≤mm
(4)厚度 mm
E
7
打钢印
检验合格后,在零件外圆打上产品标记
钢印
日期
件号 专检
数据
零件编号
锻
造
锻件图
工
艺
产品名称
卡 材质
图号 材料代号
材料牌号
坯料质量/KG
锻造火次
锻件质量 KG/锻件尺寸:
尺寸
Kg
材料规格 坯料可锻件数 锻件热处理
件
尺寸
共页 第页
Kg 件
工序号 1 2 3 4 5 6 7 8 9
工序名称 下料 加热 预锻 终锻 检验 热处理 粗加工 超声波 入库
使用设备 锯床 加热炉 T锤 T锤
检查员 日期
责任师 日期
第页 共页 监检员 日期
产品名称
图号
制造编号
加工示意图Βιβλιοθήκη 材料代号第页 共页
图中加工尺寸: 公称通径 DN 法兰外径 D
密封面直径 d
螺栓孔中心圆直 径K
螺栓孔数量 n
孔径 L
法兰厚 度C
法兰高度 H
编制
日期
审核
日期
产品名称
检验项目 标准要求 产品编号
制造编号
执行标准
法兰外径 D
密封面直径 d
中心距 K
法兰盘工序卡片

蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第1页车间工序号工序名材料牌号1 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗车Φ100左端面136 42.7 0.92 2 1 0.472 粗车Φ90左端面136 38.4 0.73 2 1 0.2673 粗车Φ100外圆183 57.5 0.92 2.5 1 0.1074 粗车左端Φ45外圆322 45.5 0.41 2 1 0.3035 粗车Φ100右端面136 42.7 0.92 2 1 0.252设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第2页车间工序号工序名材料牌号2 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗车右边Φ45右端面322 45.7 0.41 2 1 0.2352 粗车Φ90右端面136 38.4 0.73 2 1 0.2673 粗车右边Φ45外圆322 45.5 0.41 2 1 0.3564 粗车Φ90外圆183 51.7 0.76 2 1 0.108设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期机械加工工序卡片3蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第 3页车间工序号工序名材料牌号3钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻Φ18的孔400 22.6 0.72 0.35422 扩Φ19.8的孔140 8.7 0.96 0.871设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片4蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第4页车间工序号工序名材料牌号4半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 半精车Φ100左端面238 74.7 0.24 0.3 1 0.8162 半精车Φ90左端面322 91 0.24 0.45 1 0.343 半精车Φ100外圆322 101.1 0.28 0.3 1 0.1744 半精车左边Φ45外圆550 77.75 0.28 0.45 1 0.2625 半精车Φ90外圆322 91 0.28 0.3 1 0.1666 倒角(Φ90)238 67 1.5 1 0.037 车过渡圆R5 430 5 1 0.058 半精车Φ100右端面238 74.7 0.24 0.45 1 0.5549 倒角(Φ100)238 74.7 1.5 1 0.03设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片5蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第5页车间工序号工序名材料牌号5半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 半精车右边Φ45右端面322 45.7 0.41 0.5 1 0.1452 半精车Φ90右端面322 91 0.24 0.3 1 0.343 半精车右边Φ45外圆550 77.75 0.28 0.3 1 0.3044 倒角(Φ45右侧)430 60.79 3.5 1 0.105 车3X2退刀槽322 45.52 0.41 3.6 1 0.454设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片6蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第6页车间工序号工序名材料牌号6精铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗铰Φ19.94的孔140 8.788 0.07 0.47772 精铰Φ20的孔140 8.796 0.03 0.626设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片7蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第7页车间工序号工序名材料牌号7精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 精车Φ100左端面322 101.1 0.23 0.16 1 0.6242 倒角(内孔左侧)430 27.02 1.0 1 0.033 精车Φ90右端面322 91 0.23 0.16 1 0.35784 倒角(内孔右侧) 430 27.02 1.0 1 0.03设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片8蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第8页车间工序号工序名材料牌号8精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗铣Φ90两平面(距离24mm面)255 128 0.14 3 6 0.6165粗铣Φ90两平面(距离34mm面)255 128 0.14 3 3 0.2532 精铣Φ90两平面(距离24mm面)47.5 23.87 0.08 2 2 0.293 精铣Φ90两平面(距离34mm面)47.5 23.87 0.08 3 3 0.16设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片9蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第9页车间工序号工序名材料牌号9钻、铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻Φ4孔1700 21.36 0.20 0.51472 铰Φ6孔420 7.92 0.26 0.2198设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片10蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第10页车间工序号工序名材料牌号10钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻4*Φ9孔850 24.03 0.40 0.188设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第11页车间工序号工序名材料牌号11磨HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数轻型外圆磨床MQ1350A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备砂轮转速(r/min)工作速度(m/s)轴向进给量(mm/r)径向进给量(mm/r)进给次数工步工时(min)机动辅助1 磨Φ45外圆2670 0.3 300.052 1 0.75652 磨Φ100外圆2670 0.3 30 0.066 1 0.52883 磨Φ90外圆2670 0.3 30 0.064 1 0.53524 磨B面2200 0.3 30 0.052 1 0.98设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第12页车间工序号工序名材料牌号12磨平面HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备砂轮转速(r/min)工作速度(m/s)轴向进给量(mm/r)径向进给量(mm)进给次数工步工时(min)机动辅助1 磨Φ90上距离轴心24mm的平面2810 0.3 10 0.01 4 0.209设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
法兰盘工艺卡工序卡资料

镀铬14 检测入库车间工序号工序名材料牌号1粗车左边两个端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ70mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.552 粗车φ130mm端面90°外圆车刀、游标卡136 38.4 0.72 2 1 0.094 0.853 粗车φ130mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.354 粗车φ70mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.09车间工序号工序名材料牌号2钻、扩、粗铰、精铰中心孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 5min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ40mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.352 扩φ40mm的孔至φ扩孔钻、内径150 8.7 0.96 1.66 0.8741mm 千分尺3 粗铰φ41mm的孔至φ41.95mm铰刀、内径千分尺300 6.5 0.40 0.95 1.124 精铰φ41.95mm的孔至φ42mm铰刀、内径千分尺450 3.2 0.40 0.95 1.83车间工序号工序名材料牌号3粗车右边端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ55mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.252 粗车φ55mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.22车间工序号工序名材料牌号4半精车左两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液盘工位器具编号工位器具名称工序工时准终单件0 2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ70mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.722 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.96车间工序号工序名材料牌号5半精车右两个端面、外圆、倒角、退刀槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.52min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ55mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.542 车退刀槽3×3mm 3mm宽切刀、游标卡尺238 45.2 0.3 0.5 1 0.094 0.053 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.964 半精车φ55mm外圆90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.455 车倒角4×25°25°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.056 车倒角C145°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.05车间工序号工序名材料牌号6精车左边两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数车间工序号工序名材料牌号7精车右两个外圆和端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 0.82min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 精车φ130mm端面90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.352 精车φ130mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.083 精车φ55mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.25车间工序号工序名材料牌号8 精铣拨叉头前后两端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式铣床X51 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 22.1s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z背吃刀量mm进给次数工步工时机动s辅助s1 精铣φ130mm左面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 1.8252 精铣φ130mm右面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 2.135车间工序号工序名材料牌号9 钻透孔并扩孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 4 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.4min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.112 扩φ7mm的孔至φ12mm,深度6mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.25车间工序号工序名材料牌号10 钻透孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 2 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.15min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.11车间工序号工序名材料牌号11 钻、扩、铰紧固孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具工位器具名称工序工时准终单件0 0.8min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.092 扩φ7mm的孔至φ7.9mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.233 铰φ7.9mm的孔至φ8mm铰刀、内径千分尺300 6.5 0.40 0.95 0.34车间工序号工序名材料牌号12划线刻字HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数专用机床1夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1左端刻字字形高5,刻线宽3,深0.5车间工序号工序名材料牌号13外圆无光镀铬HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1外圆无光镀铬车间工序号工序名材料牌号14 检测入库HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸。
机械加工工艺卡片实例
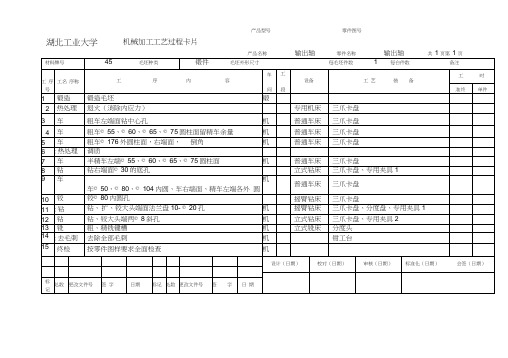
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
(完整word版)法兰盘机械加工工艺过程卡片_25094
去毛刺
15
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
及沟槽
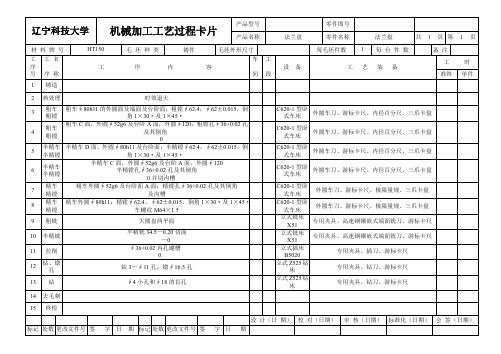
C620-1型卧式车床
外圆车刀、游标卡尺、极限量规、三爪卡盘
8
精车
精镗
精车外圆∮80h11;精镗∮62.4、∮62±0.015、倒角1×30·及1×45·
车螺纹M64×1.5
C620-1型卧式车床
外圆车刀、游标卡尺、极限量规、三爪卡盘
9
粗铣
大圆盘两平面
立式铣床X51
专用夹具、高速钢镶嵌式端面铣刀、游标卡尺
C620-1型卧式车床
外圆车刀、游标卡尺、内径百分尺、三爪卡盘
6
半精车
半精镗
半精车C面,外圆∮52g6及台阶A面,外圆∮120
半精镗孔∮36+0.02孔及其倒角
0并切沟槽
C620-1型卧式车床
外圆车刀、游标卡尺、内径百分尺、三爪卡盘
7
精车
精镗
精车外圆∮52g6及台阶面A面;精镗孔∮36+0.02孔及其倒角
辽宁科技大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称
图号
共页
材质
材料代号
第页
锻件图
材料牌号
材料规格
坯料质量/KG
坯料可锻件数
锻造火次
锻件热处理
锻件质量KG/锻件尺寸:
尺寸
Kg
件
尺寸
件
工序号
工序名称
使用设备
使用工装
始锻温度
终锻温度
冷却方式
锻造工时
备注
1
下料
锯床
无
2
加热
加热炉
无
3
预锻
T锤
1200
950
空冷
4
终锻
T锤
5
检验
盒尺、游标卡尺
6
热处理
热处理炉
7
粗加工
车床
8
超声波
超声波探伤机
9
入库
检验合格后入库
编制
日期
审核
日期
编号:
产品名称
图号
制造编号
法兰制造卡
件号
零件编号
第页
共页
控制
标记
序号
工序
工艺内容及技术要求
设备工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
E
1
领料
领用检验合格的材料。标记齐全。
2
车加工
按图加工(1)车外圆фmm
2、机加工表面不得有有割划痕、毛边、加工程度不足等缺陷。
3、环槽密封面的环槽两个侧面不得有机加工而引起的裂纹、划痕、机加工程度不足等缺陷。
检验员
审核
检验日期
检验专用章
共页
图中加工尺寸:
公称通径DN
法兰外径D
密封面直径d
螺栓孔中心圆直径K
螺栓孔数量n
孔径L
法兰厚度C
法兰高度H
编制
日期
审核
日期
产品名称
制造编号
执行标准
成品检验记录
材质
炉批号
材料代号
检验项目
法兰外径
D
密封面直径d
中心距
K
高度
H
法兰厚度
C
孔径
L
孔数
n
表面质量
检验结果
标准要求
产品编号
实测记录
注:1、成品表面应光滑,不得有锻造伤痕、裂纹等缺陷。
(2)车内圆фmm
(3)按图车成
(4)密封面
E
3
检验
按图纸检验
4
划线
按中心圆直径фmm划
фmm孔
5
钻孔
钻-ф孔
E
6
检查
(1)-ф孔中心圆直径
(2)相邻二孔弧长允差≤mm
(3)任意二孔弧长允差≤mm
(4)厚度mm
E
7
打钢印
检验合格后,在零件外圆打上产品标记
钢印
产品名称
图号
制造编号
加工示意图
材料代号
第页