锻造法兰工艺卡
法兰盘工序卡片一套资料
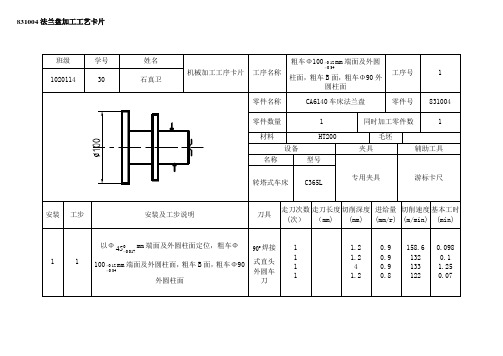
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)

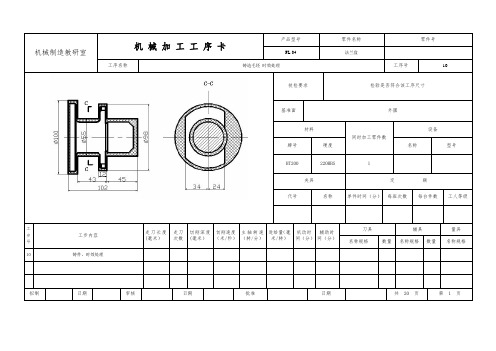
中北大学机械加工工序卡片工序名称粗车工序号 1零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸YG6 45·车刀游标卡尺 1 55 1.2 1.0 90 71 0.612 粗车外圆,保持尺寸YG6 45·车刀游标卡尺 1 20.5 2.5 1.0 90 71 0.23 设计zhang 指导老师马清艳、赵丽琴共14页第1页中北大学机械加工工序卡片工序名称粗车工序号 2零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持YG6 45·车刀游标卡尺 1 312 1 90 14 0.352 粗车外圆YG6 45·车刀游标卡尺 1 43.5 1.85 1 90 13 0.48 设计zhang 指导老师马清艳、赵丽琴共14页第2页中北大学机械加工工序卡片工序名称钻孔工序号 3零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔18锥柄麻花钻内径百分表 1 108 9 0.81 185 10.5 0.722 扩孔19.7锥柄扩孔钻内径百分表 1 98.8 0.85 1 150 93 0.673 粗绞孔20钢锥柄机用铰刀内径百分表 1 98 0.12 0.96 185 11.6 0.554 精绞孔20钢锥柄机用铰刀内径百分表 1 97.8 0.03 0.5 185 11.6 1.055 倒角1×45·YG6 45·车刀游标卡尺 1 2.8 1 1 185 11.6 0.03 设计zhang 指导老师马清艳、赵丽琴共14页第3页中北大学机械加工工序卡片工序名称粗车工序号 4零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 30 1.2 1 90 14 0.172 倒角1.5×45·YG6 90·车刀游标卡尺 13 1.5 1 90 14 0.023 粗车外圆,YG6 90·车刀游标卡尺 1 35.1 1.85 1 90 14 0.204 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 1.2 1 90 14 0.155 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 0.9 1 90 14 0.156 粗车外圆YG6 90·车刀游标卡尺 1 10.3 1.8 1 90 14 0.077 车圆角YG6外圆车刀游标卡尺 1 5 2 1 90 14 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第4页中北大学机械加工工序卡片工序名称半精车工序号 5零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 55 1 1 185 58.1 0.302 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 27.5 0.9 1 185 58.1 0.153 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 22.5 0.9 1 185 52.3 0.134 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 26.85 0.8 1 185 52.3 0.155 半精车外圆YG15 切槽刀千分尺 1 34.2 0.5 1 185 26 0.186 半精车外圆YG15 切槽刀千分尺 1 10.6 0.55 1 185 52.3 0.077 半精车外圆YG15 切槽刀千分尺 1 44.7 0.5 1 185 26 0.25 设计zhang 指导老师马清艳、赵丽琴共14页第5页中北大学机械加工工序卡片工序名称精车工序号 6零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具卧式车床C616A工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 55 0.8 0.1 305 98.8 1.832 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 27.35 0.8 0.1 305 86.2 0.92 设计zhang 指导老师马清艳、赵丽琴共14页第6页中北大学机械加工工序卡片工序名称铣工序号7零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具立式铣床X51工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 110.2 20 2.5 65 20.4 0.752 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 91.8 10 2.5 65 20.4 0.623 半精铣平面,保证尺寸镶齿三面刃铣刀游标卡尺 1 94.1 1 1.2 65 7.8 1.224 精铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 111.2 1 0.9 65 6.6 1.70 设计zhang 指导老师马清艳、赵丽琴共14页第7页中北大学机械加工工序卡片工序名称钻孔工序号8零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔8.4锥柄麻花钻头内径百分表 1 12.6 4.2 0.5 630 16 0.05×42 绞孔9锥柄机用铰刀内径百分表 1 55.2 1 1 400 12 0.15×4 设计zhang 指导老师马清艳、赵丽琴共14页第8页中北大学机械加工工序卡片工序名称钻孔工序号9零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔4锥柄麻花钻头内径百分表 1 16.652 0.2 1600 23 0.072 钻孔 5.8锥柄麻花钻头内径百分表 1 10.7 1 0.3 630 12 0.073 绞孔6锥柄机用铰刀内径百分表 1 9 0.05 0.08 630 12 0.18 设计zhang 指导老师马清艳、赵丽琴共14页第9页中北大学机械加工工序卡片工序名称磨削工序号10零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具万能磨床M131W工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 磨B面、、成型磨具千分尺 1 50 0.4 10 65 39.6 0.082 磨外圆平行砂轮千分尺 2 1 0.075 10 65 39.6 0.023 磨外圆平行砂轮千分尺 2 28 0.075 10 65 39.6 0.054 磨平面,保持尺寸24平行砂轮游标卡尺 1 76 0.0 10 65 39.6 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第10页。
正式锻造工艺卡

钢号 45
精度 普通
断面尺寸 Φ 40mm
订货长度 2.5m
下料长度 235mm
锻造工艺卡
毛坯重量 锻件重量 下料件数 零件号
型号
2.32Kg
1.26Kg
1件
名 称 变速叉 件数
工 工序号 步
号
工序内容
1
下料
抽查(保证边缘毛刺小于 2mm)
2
加热(做到料温1230℃ ± 30℃)
3
模锻(一次一件)
5
磨毛刺
6
按照热处理工艺卡进行调伤
9
按锻件图验收
粗磨机
抛丸机 探伤机
绘图
刘钢
编制
刘钢
审核
刘岩
9000 C
检查员
检验夹具 样板
批准
检查员
1 拔长一端
2 闭式滚挤
设备
温度
名称 100t 剪床
设备号 不高于 不低于
高频加热炉 2t 模锻锤
1260℃ 1150℃ 850℃
工具 名称 刀片
检查者 检查员
锤锻模
3 预锻、终锻 4
切边
2500kN 切边压 力机
抽查(允许的差错量 0.8mm 、残留飞边量 0.8mm 、 不加工面表面缺陷深度 1mm、)
锻造工艺卡(模板)

锻造工艺卡
产品名称 齿轮锻件
零件名称
齿轮
第 1 页
冷锻件图
材料牌号 20Cr
材料规格
环形坯料 坯料质量/KG 22.83Kg 坯料可锻件数 1 锻件质量/KG 12.72Kg 加热方式 中频加热 锻造火次 1 班产量/件 3000 锻件热处理
调质处理 工序号 工序名称 使用设备 使用工装
始锻温度 终锻温度 冷却方式 锻造工时 备注 1 下料 带锯
mm 190115⨯φ
无 无 无 2 加热 220KW 缝隙式中频加热炉
无
1200℃ 800℃ 空冷 3min 3 镦粗 3吨锻锤 mm 55.77180⨯φ
无 无 无 4 终锻 3吨锻锤 同步齿环终锻模 无 无 无 5 冲孔切边 100吨切边压力机
同步齿环切边模
无 无 无 冷切边 6 检验 游标卡尺
7 入库
标记 处数 更改文件号
签字 日期 设计 指导教师
评阅教师
答辩老师
夏华。
(完整版)法兰盘机械加工工序卡
机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘工序名称铸造毛坯时效处理工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格10 铸件,时效处理拟制日期审核日期批准日期共 20 页第 1 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车φ100mm柱体左端面、外圆,粗车B面工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格20 粗车∅100柱体左端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺30 粗车∅100mm外圆柱面10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺40 粗车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺50 粗车∅90外圆面 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格60 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺70 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺80 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺90 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 3 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车右φ45mm右端面、外圆,φ90mm外圆及右端面工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格100 粗车∅45mm端面94 1 27.4 94 600 1.2 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺110 粗车∅45mm外圆至∅46.2mm 10 1 4.4 117.75 750 2.2 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺120 粗车∅90mm右端面 1 1.2 135 480 1.2 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 4 页机械制造教研室机 械 加 工 工 序 卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求 检验是否符合该工序尺寸基准面 外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定 额代号名称 单件时间(分) 每班次数 每台件数 工人等级KAPAN三爪卡盘11 A 工步号 工步内容走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分)刀具 辅具量具名称规格数量 名称规格 数量 名称规格 130 半精车∅100mm 端面 94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 140 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 150 半精车B 面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 160 半精车∅90mm 外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1 游标卡尺 170 车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C122150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘1游标卡尺 拟制日期审核 日期批准日期共 20 页 第 5 页 机械制造教研室 机 械 加 工 工 序 卡 产品型号 零件名称 零件号 FL-04 法兰盘 831004 工序名称 半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3 技检要求 检验是否符合该工序尺寸 基准面 外圆 材料 同时加工零件数 设备 牌号 硬度 名称 型号 HT200 220HBS 1 车床 CA6140 夹具 定 额 代号 名称 单件时间(分) 每班次数 每台件数 工人等级 KAPAN 三爪卡盘 1 1 A 工步号工步内容 走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分) 刀具 辅具 量具 名称规格 数量 名称规格 数量 名称规格 180 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺190 半精车B 面 23 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 200 半精车∅90mm外圆∅92mm 23 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 210车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C11 2 2 150 480 0.9 0.87 0.545°成形车刀 1 三爪卡盘 1 游标卡尺拟制日期审核日期 批准日期共 20 页 第 6 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格270 精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺280 精车∅100mm外圆至∅100mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺290 精车B面保证尺寸∅45mm 28 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺300 车过渡圆角R5 2 2 2 150 750 0.9 0.87 0.5 R5圆角车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 8 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格350 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺360 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺370 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺380 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 10 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格420 半精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺430 半精车∅100mm外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺440 半精车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺450 半精车∅90mm外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺460车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C1 2 2 150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 12 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻4Xφ9mm透孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格550 钻孔保证尺寸∅4mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺560 扩孔保证尺寸∅6mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 16 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻φ4mm孔,扩、铰φ6mm孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格570 钻4X∅9mm孔保证尺寸∅8mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺580 扩4X∅9mm孔保证尺寸∅8.4mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺590 铰4X∅9mm孔保证尺寸∅9mm 28 1 2 133 290 0.9 0.83 0.5 锥柄机铰刀∅91钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 17 页。
铸造工艺卡片法兰盘
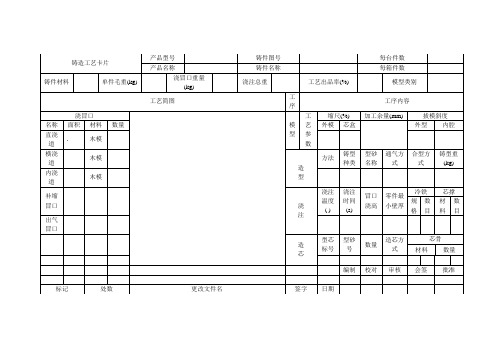
铸件名称
每箱件数
铸件材料
单件毛重(kg)
浇冒口重量(kg)
浇注总重
工艺出品率(%)
模型类别
工艺简图
工序
工序内容
浇冒口
模型
工艺参数
缩尺(%)
加工余量(mm)
拔模斜度
名称
面积
材料
数量
外模
芯盒
外型
内腔
直浇道
.
木模
横浇道
木模
造
型
方法
铸型
种类
型砂名称
通气方式
合型方式
铸型重(kg)
内浇道
木模
补缩冒口
浇
注
浇注温度( )
浇注时间(s)
冒口浇高
零件最小壁厚
冷铁
芯撑
规格
数目
材料
数目
出气冒口
造
芯
型芯标号
型砂号
数量
造芯方式
芯骨
材料
数量
编制
校对
审核
会签
批准
标记
处数
更改文件名
签字
日期
法兰盘机械加工工艺过程卡
二
X63
硬质合金镶齿套面铣刀YT15(d=φ80mm)
6.95min
6.95min
100
钻
钻4Xφ9mm透孔
机加
二
Z525
高速钢直柄麻花钻Φ9,专用夹具
1.66min
1.66min
110
钻
钻φ4mm孔,扩、铰φ6mm孔
机加
二
Z525
高速钢直柄麻花钻Φ4,
高速钢直柄麻花钻Φ6,专用夹具
1.5min
检验
检验入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
min
0.53min
150
车
金刚石车Φ45mm外圆、φ90mm右侧面
机加
二
CA6140
90°金刚石车刀,三爪卡盘
1.06min
1.06min
160
抛光
B面抛光
机加
二
普通圆管(外圆)抛光机
0.53min
0.53min
170
刻字
Φ100mm刻字及刻线
机加
二
180
镀鉻
Φ100mm外圆镀铬
机加
二
190
1.5min
120
磨
磨削B面
机加
二
M114W
A46KV6P 350×40×127砂轮
2.2min
2.2min
130
磨
磨削外圆面φ100mm、φ90mm
机加
二
M114W
A46KV6P 350×40×127砂轮
0.8min
0.8min
法兰盘工序卡片一套
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
锻造工艺卡(模板)
产品型号
ZF10-857
零件图号
ZF10-857-006
共1页
产品名称
变速器
零件名称
同步齿环
第1页
冷锻件图
材料牌号
20Cr
材料规格
环形坯料
坯料质量/KG
0.85KG
坯料可锻件数
1
锻件质量/KG
0.56KG
加热方式
中频加热
锻造火次
1
班产量/件
3000
锻件热处理Leabharlann 调质处理工序号工序名称
使用设备
使用工装
始锻温度
终锻温度
冷却方式
锻造工时
备注
1
下料
带锯
无
2
加热
220KW缝隙式中频加热炉
无
1150
950
3
预锻
630吨螺旋压力机
同步齿环预锻模
4
终锻
630吨螺旋压力机
同步齿环终锻模
5
切边
100吨切边压力机
同步齿环切边模
冷切
6
检验
游标卡尺
7
入库
标记
处数
更改文件号
签字
日期
设计
指导教师
评阅教师
答辩老师
法兰制造工艺卡
钢印标记
按技术要求 6
光谱检验
综合检验 质保部对不合格品处理意见:
□合格 □不合格 □合格 □不合格 □合格 □不合格
5、所有棱角倒钝; 6、钢印标记: 制图/日期 复核/日பைடு நூலகம் 审批/日期
备注:
材料:
规格 标准 数量
重量
技术部对不合格品处理意见:
检验责任人签字:
技术负责人签字:
1、操作者对本工序质量有异议时,可提请检验员复验,并在备注栏内说明实际情况 2、按要求包装完成并发运需方单位后,此卡交档案室统一归档
受控
生产工艺流转卡
产品编号
其余
工序
下料
材料编号
ZJ-750-02 炉批号 热处理炉号 数量 锻件等级
要求内容
操作者
检验结果
□合格 □不合格
检验签字 /日期
锻制成形
锻造
□合格 □不合格
热处理
□合格 □不合格
机械性能
□合格 □不合格
硬度检验
HBW≤
□合格 □不合格
无损探伤
□合格 □不合格
镗孔
金加工
密封面
□合格 □不合格
颈面
技术要求:
钻孔
按图
□合格 □不合格
1、产品锻件应符合 NB/T47008~47009~47010~2010
级要求;
2、产品表面不得有毛刺、裂纹、伤痕等降低强度的缺陷;
3、锻件热处理后硬度要求 HBW≤
;
4、未注公差尺寸的加工件表面的公差按 GB/T1804-2000 规定的 m 级;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、环槽密封面的环槽两个侧面不得有机加工而引起的裂纹、划痕、机加工程度不足等缺陷。
检验员
审核
检验日期
检验专用章
锻造法兰工艺卡
锻造工艺卡
产品名称
图号
共页
材质
材料代号
第页
锻件图
材料牌号
材料规格
坯料质量/KG
坯料可锻件数
锻造火次
锻件热处理
锻件质量KG/锻件尺寸:
尺寸
Kg
件
尺寸
Kg
件
工序号
工序名称
使用设备
使用工装
始锻温度
终锻温度
冷却方式
锻造工时
备注
1
下料
锯床
无
2
加热
加热炉
无
3
预锻
T锤
1200
950
空冷
4
终锻
T锤
5
检验
共页
图中加工尺寸:
公称通径DN
法兰外径D
密封面直径d
螺栓孔中心圆直径K
螺栓孔数量n
孔径L
法兰厚度C
法兰高度H
编制
日期
审核
日期
产品名称
制造编号
执行标准
成品检验记录
材质
炉批号
材料代号
检验项目
法兰外径
D
密封面直径d
中心距
K
高度
H
法兰厚度
C
孔径
L
孔数
n
表面质量
检验结果
标准要求
产品编号
实测记录
注:1、成品表面应光滑,不得有锻造伤痕、裂纹等缺陷。
(2)车内圆фmm
(3)按图车成
(4)密封面
E
3
检验
按图纸检验
4
划线
按中心圆直径фmm划
фmm孔
5
钻孔
钻-ф孔
E
6
检查
(1)-ф孔中心圆直径
(2)相邻二孔弧长允差≤mm
(3)任意二孔弧长允差≤mm
(4)厚度mm
E
7
打钢印
检验合格后,在零件外圆打上产品标记
钢印
产品名称
图号
制造编号
加工示意图
材料代号
第页
盒尺、游标卡尺
6
热处理
热处理炉
7
粗加工
车床
8
超声波
超声波探伤机
9
入库
检验合格后入库
编制
日期
审核பைடு நூலகம்
日期
编号:
产品名称
图号
制造编号
法兰制造卡
件号
零件编号
第页
共页
控制
标记
序号
工序
工艺内容及技术要求
设备工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
E
1
领料
领用检验合格的材料。标记齐全。
2
车加工
按图加工(1)车外圆фmm