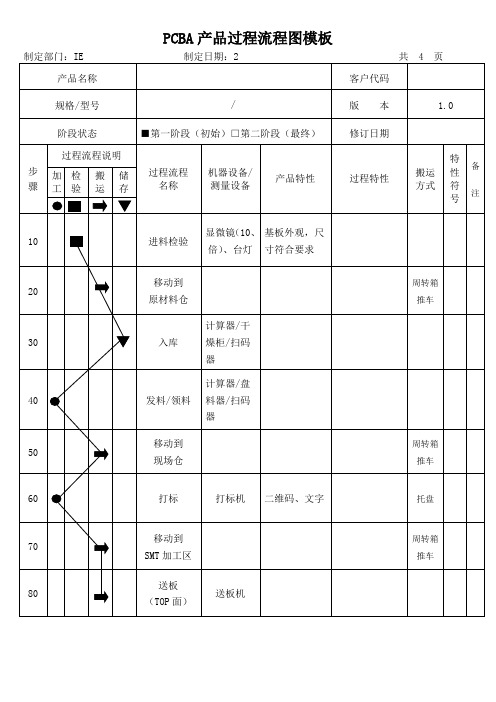
PCBA产品过程流程图模板
合集下载
PCBA车间工艺流程及管控

温度。
温度。
21
5.DIP段AOI&目检
DIP段AOI:通过图形识别法。即将AOI系统中存储的标准数字化图像与实际
检测到的图像进行比较,从而获得检测结果,手插段的AOI主要用于测量板底 的假焊,连锡,不出脚,少锡,少件,错件等不良
技术要点: 检验标准,检出力,误测率.
取样位置,覆盖率,盲点.
22
检检员目检:通过目视检查,确认PCB板无外观性的不良(脏污,破损, 少件,歪斜等不良有),确认机型、批次、数量、标识等正确。合格PCB 板放入防静电周转箱暂存,防静电周转箱标识明确。 品管部抽检: 按批次抽检管控,实物与标识相符,数量与标识相符; 外观无异常 。
线体配置: 投板机 + 印刷机 + 高速贴片机 + 泛用机+ 回流焊 + 收板机
投板机 接驳台
GKG G5
高速贴片机 YAMAHA
YS24
泛用机 YAMA.自动投板
自动投板机: 用于SMT生产线的源头 ,应后置设备的需板动作要求,将存 储在周转框内的PCB板逐一传送到生 产线上,当周转框内的PCB板全部传 送完毕后,空周转框自动下载,而代 之以下一个满载的周转框。
合格焊点:
常见不合格现象:
短路(连锡)
冷(虚)焊
漏焊
多锡 少锡 锡裂
锡珠 锡渣 翘铜皮
23
THE END
THANKS!
波峰焊是让主板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持 一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”。 通孔回流焊接工艺就是使用回流焊接技术来装配通孔组件和异型组件。 适用于小型化,pin数较少之插件组件。 组件插孔处钢网开孔。
PCBA产品过程流程图模板
PPK≥1.67
◆
100
零件实装
实装机
实装正确
110
回流焊
回焊炉
焊接状况
炉温曲线设定值:升温速度:50~150℃、1~4℃/sec,予热部:150~180℃、60~100秒,回焊部:220℃以上、30~60秒,最高温:230℃~245℃
120
零件检查
(半成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
20
移动到
原材料仓
周转箱推车
30
入库
计算器/干燥柜/扫码器
40
发料/领料
计算器/盘料器/扫码器
50
移动到
现场仓
周转箱推车
60
打标
打标机
二维码、文字
托盘
70
移动到
SMT加工区
周转箱推车
80
送板
(TOP面)
送板机
90
锡膏印刷
锡膏印刷机/锡膏检查机
锡量
锡膏高度:
网板厚+50μm/-30μm
CPK≥1.33
170
零件检查
(成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
180
焊接
波峰焊
焊接状况
◇
190
基板分割
CNC分割机/游标卡尺
分割状况
托盘
◇
200
手工焊接
波峰焊
焊接状况
210
外观检查
显微镜(10、倍)、台灯
外观
托盘
220
点数
台灯
托盘
230
出货检查
显微镜(10、倍)、台灯
240
包装
◆
100
零件实装
实装机
实装正确
110
回流焊
回焊炉
焊接状况
炉温曲线设定值:升温速度:50~150℃、1~4℃/sec,予热部:150~180℃、60~100秒,回焊部:220℃以上、30~60秒,最高温:230℃~245℃
120
零件检查
(半成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
20
移动到
原材料仓
周转箱推车
30
入库
计算器/干燥柜/扫码器
40
发料/领料
计算器/盘料器/扫码器
50
移动到
现场仓
周转箱推车
60
打标
打标机
二维码、文字
托盘
70
移动到
SMT加工区
周转箱推车
80
送板
(TOP面)
送板机
90
锡膏印刷
锡膏印刷机/锡膏检查机
锡量
锡膏高度:
网板厚+50μm/-30μm
CPK≥1.33
170
零件检查
(成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
180
焊接
波峰焊
焊接状况
◇
190
基板分割
CNC分割机/游标卡尺
分割状况
托盘
◇
200
手工焊接
波峰焊
焊接状况
210
外观检查
显微镜(10、倍)、台灯
外观
托盘
220
点数
台灯
托盘
230
出货检查
显微镜(10、倍)、台灯
240
包装
PCBA生产全套流程图(包括全套品质管理流程图)

执行审核
NG
效果确认 OK
纠正与预防措施
1.PCB 进板 PCB板的清洗 手摆件 炉前目检检查 AOI
OK OK OK
NG
3.AOI
OK BGA产品
4.高速贴片机置件 针对OK板进行打点标示
5.中速泛用 机置件
6.回流焊接
OK B
7.目检检查 NG
8.FQC检查
返修重工 NG NG 功能测试
OK
转板至DIP车间
OK
9.抽检
AI部生产流程图
YES 返回生产线处理
修理过程中 判断是否误判 NO 性能修理 NG 修理员自检
OK
无法修理报废 处理
修理标识及相关记录
无法修理报废 处理
性能不良
NG
是否要求测试
YES
OK 生产线检验 OK 包装 测试
NG
备注说明 1.不良品在线检查与测试时需 单独做好检查记录表 2.修理员与各相关部位做好数 量交接 3.修理员需在修理板上标识上 自己的标识
验证纠正措施
NG
标准化
相关记录存档
1.10仪器仪校管控流程
计测量仪器申购验收
是否合格
YES
NO
退回供应商/更换
记测量登记
是否校准 执行内、外校准
NO
使用、保管、维护
YES
校准判定
NG
校准失效 能否维修
YES
校准标识、记录
使用、保管、维护 YES 使用过程中 是否失效
NO
报废
临时校验
定期校准通知 相关记录存档
首件试生产3-5 片
制程审核 首件板确认
生产开线
NG 重新生产并
PCBA工艺流程图剖析

PCB组装三次加热,效率低
6
Internal usage only
1.工艺流程(5)
双面混装(二)
B面 印刷锡膏 贴装元件 回流焊 翻转
A面
印刷锡膏
贴装元件
回流焊
手工焊接 波峰焊(模具)
适用于双面 SMD 元件较多, THT 元件很少的情况,建议采用手工 焊;若THT元件较多的情况,建议采用波峰焊(模具)。
什么是波峰焊﹖
波峰焊是将熔融的液态焊料﹐借助与泵的作用﹐在焊料槽液面形成特定形状的焊料波﹐插装了元器件的PCB置与传送链上 ﹐经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
PCBA 工艺流d date: 15 Jun 2016
Template
目录
1.工艺流程
• • • • • 1)单面贴装&单面插装 2)双面贴装 3)单面混装 4)一面贴装&一面插装 5)双面混装
2.助焊剤简介 3.工艺流程
7
Internal usage only
2.助焊剤简介
成分
焊料合金粉末 主要材料
作用
Sn/Pb/Ag/Cu 松香,甘油硬脂酸脂,盐酸,联氨,三乙 醇酸 松香,松香脂,聚丁烯 丙三醇,乙二醇 石腊(腊乳化液) 软膏基剂
SMD与电路的连接 去除pad與零件焊接部位氧化物質 净化金属表面,与SMD保 持粘性 防止過早凝固 防离散,塌边等焊接不良
活化劑
助 焊 劑
增粘劑
溶劑 附加劑
在常温下,焊膏可将电子元器件初粘在既定 位置,当被加热到一定温度时(通常183℃)随着溶剂和 部分添加剂的挥发,合金粉的熔化,使被焊元器件和焊盘 连在一起,冷却形成永久连接的焊点。
PCB板制造工艺流程 PPT
壓合
•使用材料:銅箔、Prepreg •厚度計算: 1.基板:31mil(含)以下不含銅箔,31mil以上之厚度為含銅箔 2.銅箔:0.5oz=>0.7mil、1oz=>1.4mil 類推 3.一般內層基板銅箔為1oz、外層為0.5oz 4.Prepreg 4-1. 7628 => 7mil 4-2. 2116 => 4mil 4-3. 1080 => 2.5mil •棕化(黑化):內層板壓合前的氧化處理以增加壓合過程中與 Prepreg之結合力 •成品板厚可達0.63MM MIN
2.去膜
線路電鍍
3.蝕 銅 (鹼性蝕刻)
4.剝錫鉛
線路電鍍
•線路鍍銅俗稱二次銅(全板電鍍為一次銅) •干膜作為電鍍阻劑,錫鉛作為蝕刻阻劑 •鍍銅厚度約0.6~0.8MIL以加厚孔銅及面銅厚度至MIN.1MIL 要求 •電鍍銅總厚度(含一次銅)及均勻性對成品線寬之影響很大 (壓合使用之銅箔對細線路制作有相當程度影響) •鍍銅厚度及品質仍以切片方式檢查 •另有全面金制程將錫鉛的部份以金層代替 •電鍍面積由CAM計算
1.外層曝光(pattern plating)
2.曝光後(pattern plating)
3.外層顯影
外層線路
外層線路
•制作方法:人工對位、套pin、自動曝光机 •干膜作為電鍍阻劑(正片),蝕刻阻劑(負片) •正片制程:底片與內層底片相反(線路部份為黑色) •負片制程:底片與內層底片相同(線路部份為透明) •GERBER DATA設計: 1.線路或PAD為獨立設計或分布稀疏時需加DUMMY PAD
來分散電流 2.為達成品線寬要求,一般11MIL以下之線寬會放大1MIL方式
制作 3.Annular Ring為以鉆孔孔徑基礎下,至少單邊6MIL 設計至少5MIL 5.若有需蝕刻的文字,線條寬度需7MIL以上 6.SMD PAD間若S/M需下墨則邊到邊需有9MIL
PCBA生产全套流程图(包括全套品质管理流程图)

新产品样品和资料
业务部提供
样板及外来资料确认
工程部
新产品会议
工程部项目工程师
产品评估导入进度
工程部项目责任人
《产品导入计划》
生产工艺流程确定
工程部IE
流程图及SOP
制作检验规范
《检验规范》
品管部
编制BOM
工程部IE
样板零件规格确认及样板物料申请
工程部PE
相关零件及模具等厂商确认
工程部、采购部
首件物料确认
品检确认
OK
NG
4.卧式插机打板
OK
机打件首件确认
品检核查
NG
放不良区域维修
NG
5.品检检验
OK
6.AI立式机排料
OK
NG
首件物料确认
7.立式插机打板
品检确认
NG
8.品检检验
放不良区域维修
机打件首件确认
NG
OK
放置成品区
转DIP车间
DIP车间生产流程图
波峰焊接
修脚
放不良区域待修
生产计划
1.仓库
SMT板
AI板
OK
3.贴高温胶纸
2.DIP领料
领料单物料核对
4.插件工位插件
元件前加工
目检
NG
OK
浸焊
OK
NG
返修
IPQC抽检
NG
OK
揭高温胶纸
产品置待补焊区域
Байду номын сангаас补焊
后装元件
零件面与锡道面PQC检查
外观修理
NG
ICT测试
OK
NG
ICT维修
OK
FCT功能测试
业务部提供
样板及外来资料确认
工程部
新产品会议
工程部项目工程师
产品评估导入进度
工程部项目责任人
《产品导入计划》
生产工艺流程确定
工程部IE
流程图及SOP
制作检验规范
《检验规范》
品管部
编制BOM
工程部IE
样板零件规格确认及样板物料申请
工程部PE
相关零件及模具等厂商确认
工程部、采购部
首件物料确认
品检确认
OK
NG
4.卧式插机打板
OK
机打件首件确认
品检核查
NG
放不良区域维修
NG
5.品检检验
OK
6.AI立式机排料
OK
NG
首件物料确认
7.立式插机打板
品检确认
NG
8.品检检验
放不良区域维修
机打件首件确认
NG
OK
放置成品区
转DIP车间
DIP车间生产流程图
波峰焊接
修脚
放不良区域待修
生产计划
1.仓库
SMT板
AI板
OK
3.贴高温胶纸
2.DIP领料
领料单物料核对
4.插件工位插件
元件前加工
目检
NG
OK
浸焊
OK
NG
返修
IPQC抽检
NG
OK
揭高温胶纸
产品置待补焊区域
Байду номын сангаас补焊
后装元件
零件面与锡道面PQC检查
外观修理
NG
ICT测试
OK
NG
ICT维修
OK
FCT功能测试
PCBA生产流程--课件

测试、调试
PCBA生产流程
主讲内容
SMT
锡膏印刷 元件贴装 回流焊接 检 验
插装焊接
元件插装 波峰焊接 测试、检验
烙铁焊接
手工焊接 测试、调试
SMT简单介绍
SMT 是Surface mount technology的 简写,意为表面贴装技术。主要是将 PCB经过印刷、贴片、回流焊接后成为 PCBA的一道工序。 亦即是无需对PCB钻插装孔而直接将元 器件贴焊到PCB表面规定位置上的装联 技术。
波峰焊接:将熔融的液态焊料﹐借助与泵的作用﹐在 焊料槽液面形成特定形状的焊料波﹐插装了元器件的 PCB置与传送链上﹐经过某一特定的角度以及一定的 浸入深度穿过焊料波峰而实现焊点焊接的过程,称为 波峰焊接,国外也称群焊或流动焊接。
双波峰理论温度曲线
技 术 要 点
助焊剂的喷射压力:根据助焊剂接触PCB底面 的情况确定。 预热温度:根据波峰焊机预热区的实际情况设 定(90-150℃)。 传送速度:根据不同的波峰焊机和待焊接的 PCB的情况设定(0.8-1.9M/MIN)。 焊锡温度:必须是打上来的实际波峰温度为 250±5℃。 波峰高度:超过PCB底面,在PCB厚度的2/3处。
NG
NG 质检检验、审 核
NG NG 质检检验、审 核
仓库进行ERP送 检、确认送货数量
质检检验、审 核 入库 OK 入库
入库
焊接要领
(1)烙铁头与两被焊件的接触方式接触位置:烙铁头应同时接触要相 互连接的2个被焊件(如焊脚与焊盘),烙铁一般倾斜45度,应避免只 与其中一个被焊件接触。当两个被焊件热容量悬殊时,应适当调整烙铁 倾斜角度,烙铁与焊接面的倾斜角越小,使热容量较大的被焊件与烙铁 的接触面积增大,热传导能力加强。如LCD拉焊时倾斜角在30度左右, 焊麦克风、马达、喇叭等倾斜角可在40度左右。两个被焊件能在相同的 时间里达到相同的温度,被视为加热理想状态。接触压力:烙铁头与被 焊件接触时应略施压力,热传导强弱与施加压力大小成正比,但以对被 焊件表面不造成损伤为原则。 (2)焊丝的供给方法3要领:既供给时间,位置和数量。供给时间:原 则上是被焊件升温达到焊料的熔化温度是立即送上焊锡丝。供给位置: 应是在烙铁与被焊件之间并尽量靠近焊盘。供给数量:应看被焊件与焊 盘的大小,焊锡盖住焊盘后焊锡高于焊盘直径的1/3既可。
电子厂PCBA QC工程图

*
2.多层板:1.0mm-2.0mm ☆2-3PCS
3.后焊元件剪脚操作工艺规范
1.零件浮高
1.印制电路板波峰焊、浸焊、 △全数
散热片 电容 变压器 手工焊接焊点工艺标准
* 滤波器 插座等
2.后焊元件剪脚操作工艺
2.不良焊点
规范,客户特殊工艺要求
3.烙铁温度、接地
3.外观检查接收标准
1.不良焊点,元件位 1.BOM,ECN单
☆2-3PCS
散热片加工
3.依电批使用规定
1.手工分板
1.依作业指导书
△全数
◎2~3PCS
1.零件位置,方向检查 1.依BOM,ECN单,插装图 △全数
*
2.零件之料号,规格极性 2.依作业指导书 3.依插件工艺规范
☆2-3PCS ◎2~3PCS
1.工位图,BOM, 制EC造N单,的核对 * 2.零件位置,方向检查
☆QC检验报表
△逐批
☆目视
☆IPQC巡回检查 △逐批
☆目视 △卡尺,切脚机, 成型机
☆IPQC巡检记录
☆首件检查
剪钳,电批
△◎☆ ★ △◎☆
☆IPQC巡回检查 ☆/◎扭力仪 ☆IPQC巡检记录
△逐批
△目视
☆IPQC巡回检查 ◎目视
△逐批
△目视
☆/◎首件检查 ☆目视
☆IPQC巡回检查 ◎目视
☆首检检验报告 ☆静电环点检记录 ☆首检检验报告 ☆IPQC巡检记录 ☆静电环点检记录
☆IPQC巡检记录
☆IPQC巡检记录 ★回流焊温度曲线 △设备点检记录表
△◎☆ ★
△
☆★
■ SMT补焊
■ SMTI/ QC
■ 零件加工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
90
B面印刷
锡膏测厚仪 搅拌机
*
张力计
100
B面贴片
贴片机
AOI程序正确
印刷参数 不能漏印 不能印偏 搅拌时间 清洁频率
料号正确; 极性正确;
无偏移
110
B面回流焊接
回流焊接
*
炉温参数正确
120
NG
OK
OK 130
140 150
160
170
180
190
200 210 220 230
B面AOI检查 V-CUT 插件 波峰焊 修正
顾客名称 零件名称 零件编号 阶段状态 供方/工厂
步骤
10
20
过程流程
30 0
40
50
60 70
PCBA产品过程流程图模板
PROCESS FLOW DIAGRAM
初始/First 过程流程名称
终稿/Final
项目名称 制定日期 版本/Rev: 修订日期 供方代号
机器设备/测量设备
产BA板能烧录和测试合格
使用正确的包装吸塑盒
防撞、限高
1、“◇”表示检验、“□”表示加工、“→”表示搬运、“△”标示存储 备注:
2、“*”---特殊特性;“D”---安全特性;
编制:
批准 :
DJT/QR-ED-06
备注
进料检验 存储与运输
游标卡尺 放大镜
拖车
ESD防护 MSD防护
备料
印刷机
A面印刷
锡膏测厚仪 搅拌机
*
张力计
A面贴片
贴片机
印刷参数 不能漏印 不能印偏 搅拌时间 清洁频率
料号正确; 极性正确;
无偏移
A面回流焊接
回流焊接
*
炉温参数正确
80
NG
OK
维修
A面AOI检查
AOI设备
印刷机
外观检查1
手工焊接
贴条码 外观检查2 烧录测试
包装 出货
AOI设备
AOI程序正确
V-CUT分板刀
*线路损伤、产生毛刺
波峰焊接
*
电烙铁
限制刀口高度 排插插到位,无漏插
温度链速正确 无连焊,虚焊 无漏检,无误判
电烙铁 测试仪
烙铁温度参数正确; 无连焊,虚焊现象;
条码位置符合SOP要求,不可有脱落 现象
条码信息正确清晰,无漏检,无误 判