32孔7级间隙公差
公差等级表

公差等级表第一篇:公差等级表(概述)公差是指零件尺寸和几何形状之间所允许的最大误差。
公差等级表是根据实际需求和生产实践而制定的,通过选择公差等级和执行标准,可以明确零件质量要求及加工工艺要求,在机械制造过程中规范零件的制造、装配和检验。
公差等级表通常包括尺寸公差、形位公差、粗糙度公差等等。
其中尺寸公差是最基本的公差,它包括基础尺寸、上下偏差和公差带等。
形位公差是指零件的几何形状和位置之间所允许的最大误差,形位公差通常包括直线、圆形和角度等。
粗糙度公差是指零件表面粗糙度之间所允许的最大误差。
公差等级表中,公差等级通常分为IT、ITX和ITXX三类。
IT级通常用于精度要求一般的场合,ITX级用于高精度加工,ITXX级则用于超高精度加工。
公差等级表的选择应根据零件加工精度要求和零件在整个机械系统中的位置来决定。
第二篇:尺寸公差尺寸公差是指零件在尺寸方面所允许的误差。
尺寸公差表中通常会包含基础尺寸、上下偏差和公差带等内容。
基础尺寸是一个具有一定意义的标准尺寸。
通常是以公差带为基础,在公差带的上限和下限中选择一个值,作为基础尺寸。
基础尺寸必须选择适当的值,以保证零件的装配和功能。
上下偏差是指最大值和最小值相对于基础尺寸差的大小。
例如,如果基础尺寸为100,公差为±0.01,那么上偏差为100.01,下偏差为99.99。
公差带是上下偏差之间的间隔。
公差带的大小决定了零件在加工和装配过程中所需的容差范围。
公差带的选择应根据加工工艺和装配要求来决定,一般来说,公差带越小,则尺寸控制能力要求越高。
第三篇:形位公差形位公差是指零件的几何形状和位置之间所允许的最大误差。
形位公差以半径、直线、轮廓和角度等形式进行表示。
形位公差中最常用的是直线和圆形公差。
直线公差通常包括直线度、同轴度、倾斜度等等。
例如,直线度公差标识为IT8,那么代表着允许的最大误差在8微米以内。
同轴度公差标识为IT7,则代表允许误差在7微米以内。
四步记忆法记住250长度内的6,7级标准公差

6,7级公差好像比较常用,我看了下公差表,找了规律,按第一步,记忆公差带,0-3,6-10,10-18,18-30这个强记,难度不大,其中18和30是两个记忆是公差带,背234,67依次加得到50,80,120,180,250第二步,得到7级公差带,这里有几个记忆点,0-3,10,3-6,12,强记,18记住18很吉利50记住公差为一半,记忆点3,同时18和50之间有个30,公差是21,强50-250,都是加5即可,250有点2,记住在加一就可第三步,得到6级公差带,由七级公差推算,25及以下乘以0.6,向上取整,也就说3-6的7级公是乘以0.6后向上取整,然后加一四步记忆法记住250范围内的6,7级标准公差上限下限6级7级031036126101518183021记忆点1加205025加308030加4012035加6018040加702504630是关键记忆点315524005750063律,按我的,三步就可以把公差表这部分背下来,你看看度不大,其中18和30是两个记忆要点,30往后,记得按20,30,40,60,70外后递加就是公差带,背234,67加得到50,80,120,180,2503-6,12,强记,18记住18很吉利,18是公差带,同时公差也18,这是记忆点2和50之间有个30,公差是21,强记也好,从18和50也能推断即可,250有点2,记住在加一就可以,466,向上取整,也就说3-6的7级公差是12,12*0.6=7.2,向上取整就是8,25-250,都以0.6后向上取整,然后加一8是关键记忆点二18很吉利,就是18,关键,3x6=1850的一半就是25记忆点三50,80,差值就是公差到250,都是加5,250再加一记忆点三记忆点四6级公差由七级公差推算,25及以下成0.6向上取整,25-250向上取整后加一。
孔轴配合公差形位公差粗糙度(成为资深技术人第一步)
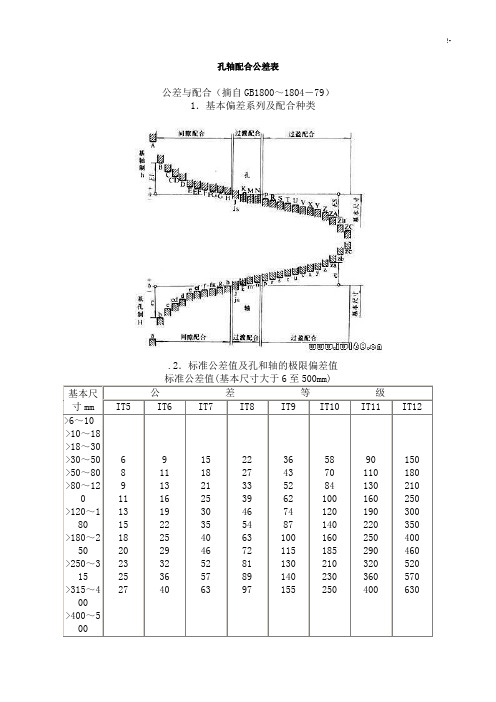
孔轴配合公差表公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10 >10~18 >18~30>30~50 >50~80 >80~12>120~180>180~250>250~315>315~400>400~50068911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)形状和位置公差(摘自GB1182~1184-80)主参数d(D)图例主参数d(D) mm公主要参数L mm主参数L、d (D)图例公差主参数L、d(D) mm 应用举例主参数d(D)、B、L图例主参数d(D)、B、Lmm表面粗糙度微见刀痕可见加工痕迹微见加工痕迹看不见加工痕迹可辨加工痕迹的方向微辨加工痕迹的方向不可辨加工痕迹的方向暗光泽面的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情如原光洁度(旧国标)为▽5,Ra况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和值,如原光洁度为▽5,Ra加工的成本。
间隙配合公差表

间隙配合公差表引言在机械工程中,间隙配合是指两个或多个机械零件之间的间隙,它决定了零件的相互配合形式和相对位置关系。
为了确保零件装配后的互换性和可靠性,间隙配合的选取至关重要。
公差则是对零件尺寸和形状的限制,用于控制零件的加工精度和装配性能。
本文将介绍间隙配合公差表的使用方法和相关知识点。
间隙配合公差表的结构与格式间隙配合公差表的结构间隙配合公差表一般由两部分组成:间隙名称和间隙数值。
其中,间隙名称用于描述配合的形式,例如“H11”代表轴加大配合,而“P11”代表孔加大配合。
间隙数值则表示实际的配合间隙大小,通过数值的正负来区分配合的加减隙。
间隙配合公差表的格式间隙配合公差表的格式通常为表格形式,每一行代表一个配合,每一列分别表示间隙名称和间隙数值。
以下为一个简单的间隙配合公差表示例:配合名称间隙数值H7 0.0H8 +0.016H9 +0.040H10 +0.100H11 +0.250如何使用间隙配合公差表步骤一:确定设计要求在使用间隙配合公差表之前,首先需要明确设计要求,包括配合的类型、工作环境和装配要求等。
步骤二:选择合适的间隙配合表根据设计要求,选择适合的间隙配合表。
不同的工程和行业可能使用不同的配合表,例如ISO制定了一套全球通用的标准配合表,而国内标准也有相应的配合表供选择。
步骤三:确定配合间隙根据所选配合表,查找相应的间隙名称和间隙数值。
对于轴加大配合和孔加大配合,在数值前面加上正号,表示轴或孔的尺寸大于基准尺寸;对于轴缩小配合和孔缩小配合,在数值前面加上负号,表示轴或孔的尺寸小于基准尺寸。
步骤四:应用到设计和加工中根据确定的间隙和配合要求,进行相应的零件设计和加工。
在零件的设计和加工过程中,需要根据公差要求进行适当的调整,以确保所选配合在装配过程中能够满足要求。
注意事项在使用间隙配合公差表时,需要注意以下几点:1.选择合适的配合表,确保其与设计要求相匹配。
2.结合实际情况和工作环境,确定合适的配合间隙。
基本公差查询表

JS
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
J
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
K
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
M
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
CD
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
D
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
E
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
EF
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16号或“查询 准值对应的公差等级在国标中未列出。
级
U
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
V
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
X
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
N
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
P
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
R
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
S
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
公差等级
用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸, 一般机械中应用较少。例如,检验IT11至IT14级工件用量规和校对IT14至IT15级轴用量规的校对量规,与P5级滚动轴承相配的机床箱体孔,与E级滚动轴承孔相配的机床主轴,精密机械及高速机械的轴颈,机床尾架套筒,高精度分度盘轴颈,分度头主轴,精密丝杠基准轴颈,高精度镗套的外径等;发动机中主轴仪表中的精密孔的配合,5级精度齿轮的其孔及5级、6级精度齿轮的基准轴
GB/T 1804-m
图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
直线度和平面度未注公差值公差等级0~10>10~30
>30~100
>100~300
>300~1000
>1000
H
0.02
0.05
0.1
0.2
0.3
0.4
K
0.05
0.1
0.2
±0.8
±1.2
±2.0
±3.0
±4.0
最粗v
—
±0.5
±1.0
±1.5
±2.5
±4.0
±6.0
±8.0
倒圆半径和倒角高度尺寸的极限偏差数值
公差等级
0~3
3~6
>6~30
>30
精密f
±0.2
±0.5
±1.0
±2.0
中等m
粗糙c
±0.4
±1.0
±2.0
±4.0
最粗v
注:倒圆半径和倒角高度的含义参见GB/T6403.4
公差等级表

公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标( HG)159-59 中,在基准件公差上,把精度等级分成12 级。
取自其中 8、9 两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或( - )、双向(±)二种。
在自由尺寸公差的注解中提示;① 自由尺寸公差仅适用于机械加工表面。
② 自由尺寸公差在工作图上不标注。
③单向偏差对于轴用( - )号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标( GB)1800-79 中,标准公差分20 级。
即; IT01 、IT0 、IT1 至 IT18 。
IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01 至 IT18 等级依次降低。
并制定(GB) 1804-79 未注公差尺寸的极限偏差,规定有三条:① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③ 未注公差尺寸的公差等级规定为IT12 至 IT18 。
一般孔用 H(+);轴用 h(- );长度用(±) ? IT (即Js 或 js )。
必要时,可不分孔、轴或长度,均采用? IT (即 Js 或 js )。
根据国际标准 ISO 2768 ,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角 (90 °); 机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
公差等级表
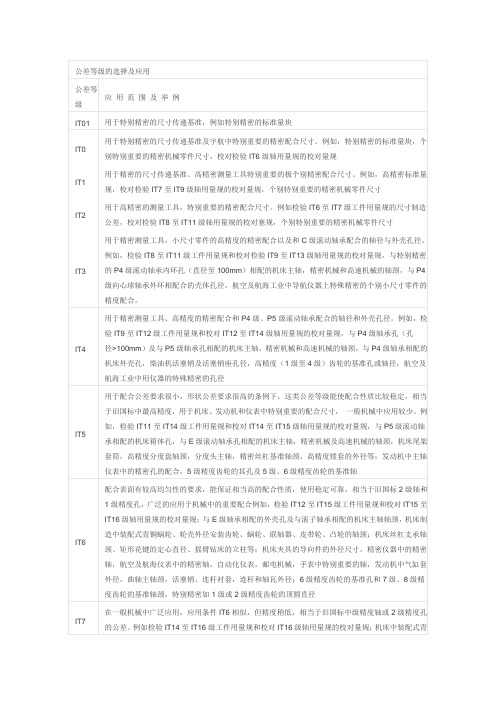
配合表面有较高均匀性的要求,能保证相当高的配合性质,使用稳定可靠,相当于旧国标2级轴和1级精度孔,广泛的应用于机械中的重要配合例如,检验IT12至IT15级工件用量规和校对IT15至IT16级轴用量规的校对量规;与E级轴承相配的外壳孔及与滚子轴承相配的机床主轴轴颈,机床制造中装配式青铜蜗轮、轮壳外径安装齿轮、蜗轮、联轴器、皮带轮、凸轮的轴颈;机床丝杠支承轴颈、矩形花键的定心直径、摇臂钻床的立柱等;机床夹具的导向件的外径尺寸,精密仪器中的精密轴,航空及航海仪表中的精密轴,自动化仪表,邮电机械,手表中特别重要的轴,发动机中气缸套外径,曲轴主轴颈,活塞销、连杆衬套,连杆和轴瓦外径;6级精度齿轮的基准孔和7级、8级精度齿轮的基准轴颈,特别精密如1级或2级精度齿轮的顶圆直径
IT4
用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径
角度尺寸的极限偏差数值
公差等级
0~10
>10~50
>50~120
120~400
>400
精密f
±1°
±30′
±20′
±10′
±5′
中等m
粗糙c
±1°30′
±1°
±30′
±15′
±10′
最粗v
±3°
±2°
±1°
±30′
±20′
一般未注公差图样表示法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
32孔7级间隙公差
32孔7级间隙公差如下:
Ф32 h7 的上偏差为0 下偏差为- 0.025。
公差,是一个汉语词语,意思是机器制造业中,对机械或机器零件的尺寸许可的误差。
1、工件机壁孔之公差必须为H7,保证内外环较高同轴度。
2、极限的上、下限之间的差称为公差。
3、提出了基于事物特性表的公差主模型的建立方法,分析了基于事物特性表的公差变型设计过程。
4、将模糊数学原理引入到装配尺寸链公差分配中,提出了装配尺寸链装配模糊可靠度的概念。
5、通过实例,简要介绍了印模法在间接测量形位公差及表面形态方面的应用。
当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。