设计间隙公差分析全解
设计间隙公差分析全解

Bezel 至 panel間隙
螺絲組裝公差& 螺絲孔位置公差
標準差計算法
Panel 厚度
Bezel 至 Cover高度
Bracket 變形度
LCD cable 厚度
description Bezel 至 panel間隙 Panel 厚度 LCD cable 厚度 鋁箔厚度 Cover 至Cable 的間隙 Bezel 至 Cover高度 螺絲組裝公差 螺絲孔位置公差 Bracket 變形度
以1/6公差總合為基準 所計算出平方和之值 平方和開根號後即得標準差值
Gap必須大於3倍標準差值
範例
編號 1 2 3 4 5 6
描述 Gap Cable thickness Panel to Hole Screw shift Screw hole to BRK Boss height
3
設計值 0.1mm 1.5+0/-0.2mm 2.8+/-0.3mm 0+/-0.1 0.55+/-0.1 -5.2+/-0.05
Name A+/-a B+/-b C+/-c D+/-d E+/-e F+/-f 0+/-i 0+/-j 0+/-k
Cover 至Cable 的間隙
R S S (2 a c 2 d 2 e 2 f2 i2 j2 k 2 )
標準差計算3σ公差值 (LCD 公差不計)
Gap=F-A-B-C-D (各元件間隙之總和)
Spec 0.1+/- 0.1 Normal 4.9; Max5.2 Max 1.5
>6.6 0+/-0.1 0+/-0.3 0+/- 0.1
机械设计中的零件装配与公差分析
机械设计中的零件装配与公差分析在机械设计过程中,零件装配与公差分析是非常关键的一步。
它能够确保产品的功能和性能符合设计要求,同时也能够提高产品的质量和可靠性。
下面,我们将深入探讨机械设计中的零件装配与公差分析的重要性和方法。
1.零件装配的重要性零件装配是将设计好的零件组装在一起,形成一个完整的产品。
在机械设计中,零件装配的质量直接影响产品的功能和性能。
如果装配不良,可能会导致产品失效或者性能下降。
因此,在进行零件装配时,我们需要考虑以下几个方面:1.1 尺寸配合尺寸配合主要涉及零件之间的配合间隙和公差。
合适的配合间隙和公差可以确保零件能够正确拼装在一起,并且在使用过程中不会产生过大的摩擦或者间隙。
因此,在进行零件装配时,我们需要根据设计要求和材料特性来确定合适的尺寸配合。
1.2 强度要求在机械设计中,零件通常需要承受一定的载荷和应力。
因此,在进行零件装配时,我们需要确保零件之间的连接紧固可靠,能够承受相应的载荷和应力。
如果连接不牢固,可能导致零件位移、松动或者断裂,从而影响产品的使用。
1.3 运动要求某些机械产品需要进行定向运动,例如,齿轮传动系统。
在进行零件装配时,我们需要确保零件之间的相对位置和运动关系符合设计要求。
如果装配不当,可能会导致运动不畅或者运动阻力过大,从而影响产品的使用效果。
2.公差分析的重要性在机械设计中,公差分析是一个非常重要的环节。
公差是指零件或装配件的尺寸、形状和位置的偏差范围。
公差分析可以评估零件装配的可行性和可靠性,帮助设计师确定合适的公差要求。
具体来说,公差分析有以下几个作用:2.1 评估装配可行性在进行零件装配时,不同制造工艺和设备对公差的控制能力不同。
通过公差分析,可以评估零件之间的配合是否可行,是否能够在给定的公差范围内进行装配。
如果公差范围太小,可能会导致装配困难或者不可行;如果公差范围太大,可能会导致装配过松,影响产品的使用寿命。
因此,在进行装配设计时,我们需要合理确定公差范围。
间隙配合公差表

间隙配合公差表1. 引言在机械设计中,配合是指将两个或多个零件组合在一起,使其在一定条件下实现相对运动或固定的一种装配方式。
配合的紧度是通过公差来控制的。
而间隙配合是一种允许存在一定间隙的配合方式,通常用于需要允许一定程度松动的部件连接。
本文将介绍间隙配合公差表的相关知识。
2. 间隙配合的定义间隙配合是指在两个零件相互装配时,其中一个零件的尺寸制造公差较大,以便为另一个零件提供一定的间隙,使其可以相对运动或进行拆卸与装配操作。
通常使用字母大写T来表示间隙配合。
3. 间隙配合公差的分类间隙配合公差可以分为以下几种类型:3.1. 游隙配合公差游隙配合公差是指在两个配合零件相互装配时,两个零件的最小间隙均由较大尺寸的零件的公差决定,较小尺寸的零件只能以游动的方式进入较大尺寸零件的间隙中。
游隙配合公差常用于需要具备自由运动或更高灵活性的部件。
游隙配合公差的常见符号:H7/h63.2. 过盈配合公差过盈配合公差是指在两个配合零件相互装配时,较小尺寸的零件因公差制造较大,以便与较大尺寸的零件形成紧密的配合。
过盈配合公差能够实现更高的精度要求和较大的阻力,通常用于需要提高零件刚性或传递力矩的部件。
过盈配合公差的常见符号:H7/h63.3. 差动配合公差差动配合公差是指在两个配合零件相互装配时,较小尺寸的零件制造公差较小,以便通过调整较大尺寸的零件的位置,实现所需的间隙或间距。
差动配合公差常用于需要实现特定运动要求或调整零件位置的部件。
差动配合公差的常见符号:H7/f74. 间隙配合公差表间隙配合公差通常使用公差代号来表示。
以下是一种常见的间隙配合公差表:公差代号游隙配合过盈配合差动配合P1 M1 N1 Q1P2 M2 N2 Q2P3 M3 N3 Q3在公差代号中,P代表游隙配合,M代表过盈配合,N代表差动配合,数字1、2、3表示不同的公差等级,而Q代表游隙配合下的最小间隙量。
5. 使用间隙配合公差表的步骤使用间隙配合公差表的主要步骤如下:1.确定配合零件的类型及要求,包括零件的功能、材质、尺寸等。
公差分析1
T T T T
1 2 3
2
2
2
T
i 1
n
2
i
让我们用 WC 和 RSS来计算这些变量,然后做个比较!
Copyright © TRANSSION HOLDINGS
第六步 – 计算变异, WC
极值法 (WC)
1. 确定组装要求
•
间隙变量是个体公差的总和.
n
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸
• •
• • • • • •
装配要求 换壳;无固定的配对组装(多套模具或模穴)
功能要求 电子方面;PWB与弹片的可靠接触 结构方面;良好的滑动结构,翻盖结构,或机构装置 品质要求 外观;外壳与按键之间的间隙 其他; 良好的运动或一些奇怪的杂音,零件松动
5. 确定公差分析的方法
6. 按要求计算变异
Copyright © TRANSSION HOLDINGS
第五步 – 公差分析方法的定义
1. 确定组装要求
怎样计算间隙的变异 ?
一般应用比较多的公差分析模式是: 1. 极值法 (Worst Case),简称WC
– – – – 验证 100 % 性能 简单并且最保守的手法 用于零件数量少的情况 用于产量不大的零件
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸
200-204
Copyright © TRANSSION HOLDINGS
205-209
变异的一般分布图
正态分布 normality distribution
100
双峰分布(非正态分布)
间隙和面差设计
间隙和面差一.面差定义在断面图设计或工艺控制断面图中,分缝部位都会出现面差(配合错位)和公差的问题,没有面差的地方(零面差)也会出现公差控制的疑问,会出现基本出于下面的考虑:1、造型特征为了表现出布置的层次感或某种视觉效果,称为造型面差2、结构设计功能上的需要或空气动力学的需要设计的面差,称为功能面差3、为了生产制造控制上的需要设计出的面差,称之为工艺面差。
面差是一个设计的尺寸,一种几何特征,一定存在制造的误差,就要设计公差。
面差在设计时,如果不是简单的Offset命令产生的面差,以不同的测量基准得到的测量结果肯定不一样,在断面图中要标识出基准元素、目标元素、面差尺寸、公差上下限,就会用统一的设计、生产控制、检验方法,标识方法如图:Dimension:面差尺寸ES:上偏差EI:下偏差黑色粗线:基准元素symbol:标识面差的正负,当以基准元素正法向为基准,下凹时为负,凸起为正;无面差时为零,称为零面差这样就会将一般面差和零面差做为基本尺寸进行管理,进行公差设计,在断面设计中便于造型、结构设计、生产工艺、检验的统一交流,形成一种严格一致的工程语言。
BIW&Trim公差制定的基本考虑因素如下-1、外观造型影响因素:造型提供的表面都是分缝均匀,配合光顺,实际上生产不可能完全做的完全一样,基本上都是“呲牙咧嘴”,但是程度不一样,允许的误差范围在接受的范围之内,比较符合造型意图。
例如:例如5mm的分缝,±1mm的公差,在4-6范围内变化,可能不太好看;如果,±0.5mm公差,4.5-5.5范围内,就可以接受;,±0.25mm公差,4.75-5.25范围内,均匀一致,可能就很理想。
不同的产品定位、不同的位置,也应该要求不一样。
如果没有把握,可以将局部特征用3D数模将其极限状态画出来或用铣床铣出来对比评审一下,摆放一下,看一下是否可以接受,对于翘曲问题,有可能上偏差为零,下偏差-1mm 都可以;有的部位,±0.5mm;有可能上偏差为2mm,下偏差0也没问题。
设计间隙及尺寸配合规范1218

壳体TP/镜片位 TP或主镜片 6"以下(包括6") 7"+8" 9"以上(包括9") 6"以下(包括6") 7"+8" 9"以上(包括9") 6"以下(包括6") 7"+8" 9"以上(包括9") 6"以下(包括6") 7"+8" 9"以上(包括9")
小于100 100以上(包括100)
0.05 壳体摄像头位 0.05 壳体电声位 0.05
0.05 摄像头 0.1 电声件 0.1
0.07 0.1 设计间隙 0.1 设计间隙 0.1
0.04 0.1 极限小间隙 0.05 极限小间隙 0.05
0.24 0.3 极限大间隙 0.35 极限大间隙 0.35
摄像头 听筒/马达/喇叭/MIC
特别尺寸公差要求: 1.侧健FPC厚度+/-0.05; 2.极少数情况,为减少间隙进行加胶,更新尺寸后的图纸: 极限小间隙不能为负(干涉); 3.2D图的装配尺寸要严格按此规范标尺寸及公差,不能遗漏, 投模后3天内及时提供2D图给模厂;
极限大间隙 0.24 玻璃0.26/PET 0.28 0.4 极限大间隙 0.55 0.67 0.7 极限大间隙 0.75 1.07 1.1
0.05 0.07 0.1 壳体LCD位 0.05 0.07 0.1 壳体LCD位 0.05 0.07 0.1 面壳/底壳/电池盖外围 0.05 0.07 0.1 壳体卡盖位
TP或主镜片 0.05 玻璃0.05/PET 0.07 0.1 LCD 0.1 0.2 LCD 0.1 0.2
间隙配合公差
间隙配合公差在制造领域中,公差是一个非常重要的概念。
公差是指在制造过程中,由于各种因素的影响,所造成的零部件尺寸、形状、位置等方面的偏差。
公差的存在是不可避免的,因此在设计和制造过程中,需要通过合理的设计和控制来保证产品的质量和可靠性。
其中,间隙配合公差是一个非常重要的概念,本文将对其进行详细介绍。
一、间隙、配合和公差的概念间隙是指两个零件之间的空隙,也就是说,在两个零件之间可以插入一个薄片、纸片或者其他细小物品。
间隙的大小通常用公差来表示。
配合是指两个零件之间的相互作用关系,也就是说,它们之间的形状、尺寸和位置都是相互匹配的。
配合的种类有很多,如过盈配合、过渡配合、间隙配合等。
公差是指在制造过程中,由于各种因素的影响,所造成的零部件尺寸、形状、位置等方面的偏差。
公差的大小通常用公差带来表示。
二、间隙配合公差的概念间隙配合公差是指在两个零件之间,通过控制公差的大小来使两个零件之间形成一定的间隙。
这种配合通常用于需要灵活运动的零件,如轴承、滑动轨道等。
在间隙配合中,通常会有一个零件作为基准,另一个零件的公差则需要根据基准零件的尺寸来确定。
如果基准零件的尺寸偏大,则需要使另一个零件的公差偏小,以保证两个零件之间的间隙不会过大;如果基准零件的尺寸偏小,则需要使另一个零件的公差偏大,以保证两个零件之间的间隙不会过小。
三、间隙配合公差的设计与控制在进行间隙配合公差的设计和控制时,需要考虑以下几个方面: 1.确定基准零件和公差带:首先需要确定哪个零件作为基准零件,然后根据基准零件的尺寸和要求,确定公差带的大小。
2.确定另一个零件的公差:根据基准零件的尺寸和公差带的大小,确定另一个零件的公差大小。
通常情况下,公差的大小应该控制在合适的范围内,不能过大也不能过小。
3.确定间隙的大小:根据基准零件和另一个零件的公差,可以计算出两个零件之间的间隙大小。
间隙的大小应该根据具体情况来确定,不能过大也不能过小。
4.控制生产过程:在生产过程中,需要严格控制各个环节,确保各个零件的尺寸和公差符合要求。
公差计算方法大全
2012年12月20日不详关键字:六西格玛机械公差设讣的RSS分析动态统讣平方公差方法1.RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设讣规格的中心. 这就是为什么能力最初看起來比较充分,但实际中这种情况是很少的原因.特别是在制造过程中工具受到磨损的时候。
因此就有必要利用C來调整每一个名义设讣值已知的或者估讣的过程标准備差.以此來说明过程均值的自然漂移.这一方法就称为动态统计平方公差方法(DynamicRoot-Sum-of-Squares Analysis, DRSS)。
实际上,这种调整会使标准偏差变大,因而会降低装配间隙槪率。
调整后就以一个均值累积漂移的临界值是否大于等于來衡虽六西格玛水平.即时,DRSS模型就简化为一个RSS 模型,这一特征对公差分析有许藝实际意义。
从这一总义上讲.DRSS模型是一个设讣工具,也是一个分析1:具。
因为DRSS模型考虑均值随时间的随机变界的影响.所以称之为动态模型。
静态极值统计平方公差方法2•、勺假设的均值漂移都设定在各自的极值情况时.这种方法称为静态极值统计平方公差方法(Worse-<ase Static Raot" Surn- of "Squares Anlysis, WC-SRSS).这一方法可以认为是一种极值情况的统讣分析方法。
为了有效地研尤任总假定的静态条件.需要将公式(2-10>分母项中的偏倚机制转移到分了项中(注意:'“I均值漂移大于2。
时.就不能应用上述转换),同时必须用Cp, Cpk:代替分母中的实际上,所有偏倚机制都可以利用來表示.但是和过程标准偏差改变时.如果利用作为转换日标.名义间隙值也会改变,这样就违背『均值和方差独立的假设°也就是说•用作为描述均值漂移的基础使得均值和方差之间正相关。
而利用k为动态和静态分析提供了一个可行的和灵活的机制•同时保证了过程均值和方差的独立性。
设计优化3.利用IRSS作为优化基础,十考虑5RS5和WC-SRSS作为基础时其逻轲和推理是相同的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Quanta Confidential
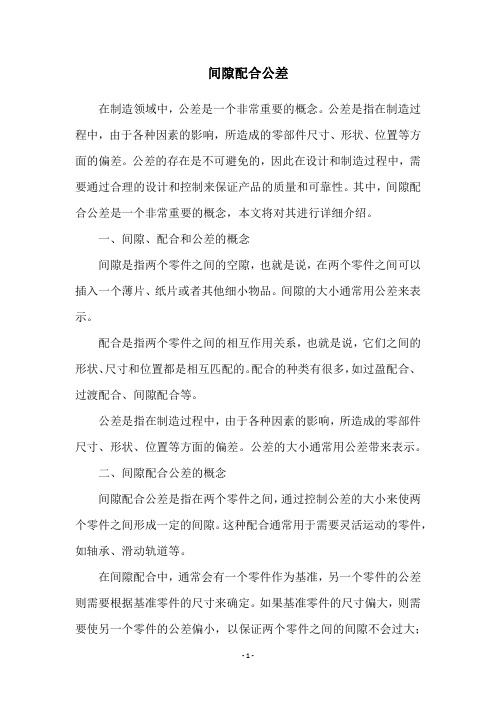
範例
Spec
Bezel 至 panel間隙 Panel 厚度 LCD cable 厚度 Bezel 至 Cover高度 螺絲組裝公差 螺絲孔位置公差 Bracket 變形度 Gap (Cover to LCD cable) 0.1+/- 0.1 Normal 4.9; Max5.2 Max 1.5 >6.6 0+/-0.1 0+/-0.3 0+/- 0.1 0.1
1,間隙的設計值
基準面(起始點);通常以要進行分析的尺寸當基準起始點 ,有影響尺寸的因素必須全部加進迴圈中,依序排列成一迴路 1間隙的設計值 2,cable厚度 3.Cable至螺絲孔的距離
4.螺絲孔公差
5.螺絲孔至BRK距離 第6尺寸方向相反,以負號表示
Quanta Confidential
表格欄位說明
LCD cable 厚度 Cover 至Cable 的間隙
description Bezel 至 panel間隙 Panel 厚度 LCD cable 厚度 鋁箔厚度 Cover 至Cable 的間隙 Bezel 至 Cover高度 螺絲組裝公差 螺絲孔位置公差 Bracket 變形度
Name A+/-a B+/-b C+/-c D+/-d E+/-e F+/-f 0+/-i 0+/-j 0+/-k
n (
i 1
n
1
n
) 2
Quanta Confidential
標準差計算-公差應用
RSS(平方和之平方根)
Quanta Confidential
Bezel 至 panel間隙
標準差計算法
Bracket 變形度 Panel 厚度 Bezel 至 Cover高度
螺絲組裝公差& 螺絲孔位置公差
設計間隙公差分析
(標準差分析)
Ruo Hung 2010.03.16
Quanta Confidential
標準差(Standard Deviation)
在實際應用上,常考慮一組數據具有近似於常態分布的機率分佈,約 68% 數值分佈在距離平均值有 1 個標準差之內的範圍,約 95% 數值分 佈在距離平均值有 2 個標準差之內的範圍,以及約 99.7% 數值分佈在距 離平均值有 3 個標準差之內的範圍
RSS (a 2 c 2 d 2 e 2 f 2 i 2 j2 k 2 )
標準差計算3σ公差值 (LCD 公差不計)
Gap=F-A-B-C-D
(各元件間隙之總和)
Gap+/-RSS (判定是否在3σ內) Gap + RSS →最大間隙 Gap-RSS →最小間隙
(若Gap-RSS<0則有一定不良率產生干涉)
1/6公差範圍
依照迴圈編號次序填入值及公差
計算程式
以1/6公差總合為基準 所計算出平方和之值 平方和開根號後即得標準差值
Gap必須大於3倍標準差值
Quanta Confidential
範例
編號 1 2
描述 Gap Cable thickness
設計值 0.1mm 1.5+0/-0.2mm
3
4 5 6
Screw tolerance
Max1.5
Quanta Confidential
標準差計算-公差應用II
Quanta Confidential
迴圈排列說明
定義迴圈,以需進行分析的尺寸為起點,依序定義每段尺寸及公差範圍
5.螺絲孔至BRK距離
4.螺絲孔公差 3.Cable至螺 絲孔的距離 2,cable厚度 6. 折返至原點
Quanta Confidential
計算公式
12 34 .....n
設為實பைடு நூலகம்,以下為推導公式
平均值計算
n 1 2 3 4 ...... n i n i 1 n
標準差計算
( 1 ) 2 ( 2 ) 2 ( 3 ) 2 ....( n ) 2 n
Gap= 6.6-4.9-1.5-0.1=0.1 RSS= √ (0.1^2+0.1^2+0.3^2+0.1^2)=0.35 Tolerance=0.1+/-0.35 0.1-0.35=-0.25<0
(V=小於0時會產生一定的不良率)
0.15
Screw hole 0+/-0.3 4.9 6.6 Bracket deformation 0+/-0.1
Panel to Hole
Screw shift Screw hole to BRK Boss height 5 3
2.8+/-0.3mm
0+/-0.1 0.55+/-0.1 -5.2+/-0.05
4 6 2 1
3倍標準差必須大於間隙設計值,若NG則有一定不良率產生
Quanta Confidential