桥梁缆索用钢丝生产工艺流程
桥48-主缆缠丝施工工艺

主缆缠丝施工工艺1 前言主缆缠丝是用专用的缠丝设备以一定的张力使镀锌软钢丝(圆形或特制的S形软钢丝)密匝牢固地缠绕在主缆上的作业。
主缆缠丝的主要作用是保持主缆外形并与涂装材料共同组成主缆防护体系,尽可能延长主缆使用寿命。
缠丝施工质量主要由缠丝导入拉力和缠丝密匝缠绕圈数两个指标控制。
2主缆缠绕钢丝分类2.1 镀锌钢丝镀锌钢丝属于传统的主缆防护方法,应用性能较好的高强度热镀锌钢丝和重防腐涂料,逐步形成了在主缆钢丝外层“腻子+缠丝+涂料涂装”为主体的悬索桥主缆腐蚀防护方法。
其具体步骤是对经过紧缆处理过的(圆形)主缆钢丝外层涂抹防护腻子;然后沿主缆圆周方向连续缠绕一层∮4~5mm 圆形镀锌软钢丝;最后在缠丝外表面用多层涂料分层涂装;这样形成一个封闭的主缆防腐蚀保护层(见图1)。
图1 镀锌钢丝缠丝保护示意图2.2 S形钢丝S形钢丝是应用在主缆干燥除湿腐蚀防护体系内,具体步骤是沿紧缆处理过的主缆圆周方向连续缠绕一层环环相扣密封性好的“S”型钢丝(图2);在其外层缠聚乙烯带或橡胶防腐带,然后将特殊涂料涂装;对主缆形成气密和水密的密封层(图3)。
S形钢丝的质量特性见表1。
图2 S形钢丝断面图3 S形钢丝缠绕示意图表1 S形钢丝的质量特性3 缠丝设备3.1 缠丝机分类3.1.1 人工型缠丝机的缠丝盘(机头)是由人力带动旋转完成缠丝称为人工型缠丝机。
主要用于小直径主缆缠丝(例如丰都长江大桥)及大直径主缆索夹间缠丝节段尾端部位缠丝。
因机动型缠丝机在索夹间缠丝节段的尾端部位,缠丝机的回转系统与索夹干扰,因此在靠近索夹端面的位置,停止机械缠丝,剩余部分以手动缠丝。
3.1.2 机动型缠丝机的缠丝盘(机头)是由电动机、减速器及变速机构带动旋转完成缠丝称为机动型缠丝机。
主要用于大直径主缆缠丝。
例如:汕头海湾大桥、厦门海沧大桥、润扬长江大桥等。
机动型缠丝机是可自行进行跨越索夹的全节段式施工。
缠丝在2个索夹间节段进行,各节段重复相同的作业;3.2 缠丝机性能及总体结构主要以机动型缠丝机缠丝机性能及总体结构进行说明。
桥梁缆索用热镀钢丝镀前预处理工艺探讨

桥梁缆索用热镀钢丝镀前预处理工艺探讨发布时间:2021-08-10T02:12:02.834Z 来源:《中国经济评论》2021年第4期作者:夏浩成1 朱小芳2 陈建峰1 韩玉根1 曹勇1 [导读] 江阴第三过江通道、常泰长江大桥等数百个超大型国家基建工程,堪称世界桥梁史上的伟业。
1. 江苏法尔胜路桥科技有限公司江苏江阴 214400;2. 江苏法尔胜研发中心有限公司江苏江阴 214400摘要:桥梁缆索用热镀钢丝是指适用于桥梁缆索的热镀锌钢丝、锌-铝合金镀层钢丝、锌-铝-多元合金镀层钢丝的统称。
本文着重介绍了桥梁缆索用热镀钢丝在进行镀层制备前的多种预处理方法和工艺特点,为钢丝制造企业选择适宜的处理工艺提供参考建议。
关键词:热镀钢丝;镀前预处理;电解碱洗;铅浴脱脂;助镀一、概述20世纪末,随着国家不断加大基础设施建设的投入力度,我国大跨度桥梁的建设事业得到了蓬勃的发展。
到目前为止,我国已建成了包括江阴长江大桥、武汉杨泗港长江大桥、泰州长江大桥、虎门二桥、五峰山长江大桥、深中通道伶仃洋大桥、温州瓯江北口桥、香港昂船洲大桥、港珠澳大桥、沪苏通长江公铁大桥等在内的数百座大跨度桥梁,还有计划筹建的南京仙新路大桥、龙潭长江大桥、燕矶长江大桥、张皋长江过江通道、江阴第三过江通道、常泰长江大桥等数百个超大型国家基建工程,堪称世界桥梁史上的伟业。
桥梁建设事业的大发展,促进了桥梁缆索用热镀钢丝生产能力和工艺水平的不断提高。
锌铝合金镀层钢丝因相对于热镀锌钢丝更高的耐腐蚀能力而具有更好的耐久性,更有利于提高桥梁缆索的服役寿命而被广泛采用。
众所周知,桥梁缆索用热镀钢丝的镀层表观质量主要取决于钢丝热镀前预处理的清洁和助镀效果。
与传统的热镀锌钢丝制造工艺相比,锌-铝-多元合金镀层的制备工艺速度提高了2-3倍,因此对钢丝热镀前的预处理能力提出了更高的要求。
原先适用于热镀锌工艺的盐酸清洗和普通助镀剂已无法满足,必须对镀层预处理工艺进行改造升级。
斜拉桥平行钢丝斜拉索安装施工工艺
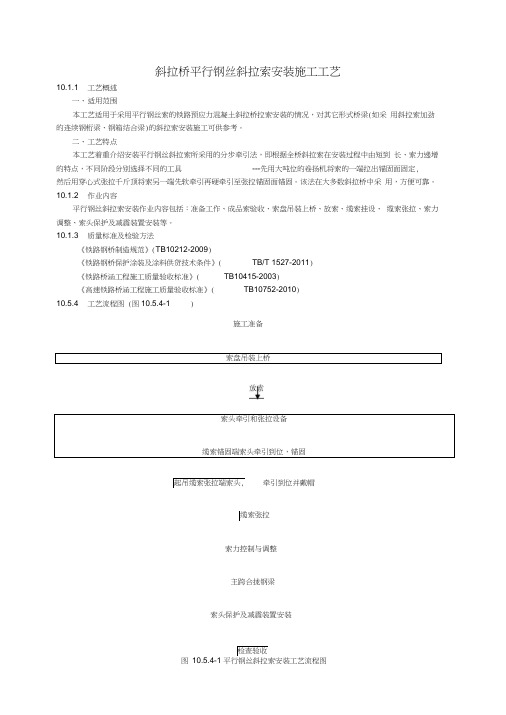
斜拉桥平行钢丝斜拉索安装施工工艺10.1.1 工艺概述一、适用范围本工艺适用于采用平行钢丝索的铁路预应力混凝土斜拉桥拉索安装的情况,对其它形式桥梁(如采用斜拉索加劲的连续钢桁梁、钢箱结合梁)的斜拉索安装施工可供参考。
二、工艺特点本工艺着重介绍安装平行钢丝斜拉索所采用的分步牵引法,即根据全桥斜拉索在安装过程中由短到长、索力递增的特点,不同阶段分别选择不同的工具---先用大吨位的卷扬机将索的一端拉出锚固面固定,然后用穿心式张拉千斤顶将索另一端先软牵引再硬牵引至张拉锚固面锚固。
该法在大多数斜拉桥中采用,方便可靠。
10.1.2 作业内容平行钢丝斜拉索安装作业内容包括:准备工作、成品索验收、索盘吊装上桥、放索、缆索挂设、缆索张拉、索力调整、索头保护及减震装置安装等。
10.1.3 质量标准及检验方法《铁路钢桥制造规范》(TB10212-2009)《铁路钢桥保护涂装及涂料供货技术条件》( TB/T 1527-2011)《铁路桥涵工程施工质量验收标准》( TB10415-2003)《高速铁路桥涵工程施工质量验收标准》( TB10752-2010)10.5.4 工艺流程图 (图10.5.4-1 )施工准备索盘吊装上桥索头牵引和张拉设备缆索锚固端索头牵引到位,锚固起吊缆索张拉端索头, 牵引到位并戴帽缆索张拉索力控制与调整主跨合拢钢梁索头保护及减震装置安装检查验收图10.5.4-110.5.5 工艺步骤及质量控制一、施工准备平行钢丝斜拉索由有资质的专业生产厂家制作为成品索,经卷盘后运至施工现场。
1. 验收依据成品索应组织验收,验收依据设计图纸及相应规范进行。
2. 验收项目⑴技术资料每根斜拉索的质量保证书,以及各项例行检查结果。
例行检查内容包括:①钢丝的质量保证单或合格证及索厂的抽检结果。
②聚乙烯护套料的质保单或合格证。
③冷铸锚的检验报告或合格证(包括零部件探伤报告)。
④每根索冷铸填料试件在常温下的抗压强度合格。
⑤斜拉索在设计温度,零应力下的直线长度,其误差在规范允许值范围内。
钢丝绳加工工艺流程
钢丝绳加工工艺流程钢丝绳是一种由多股钢丝捻合而成的绳索,具有高强度、耐磨损、耐腐蚀等特点,广泛应用于吊装、牵引、索道等领域。
钢丝绳的加工工艺是钢丝绳制造的关键环节,下面将介绍钢丝绳加工的工艺流程。
一、原材料准备钢丝绳的制作主要使用高强度钢丝作为原材料。
在加工工艺开始之前,需要对钢丝进行清洁处理,以去除表面的油污和杂质。
同时,还需要对钢丝进行拉伸测试,以确保其符合设计要求的强度和韧性。
二、钢丝捻合钢丝绳的制作首先需要进行钢丝的捻合。
捻合是将多股钢丝按照一定的捻向和捻距进行捻合,形成钢丝绳的基本结构。
捻合时需要注意保持一定的捻向和捻距,以确保钢丝绳的强度和柔韧性。
三、绳芯填充绳芯是钢丝绳的内部支撑结构,起到增强绳索强度和稳定绳径的作用。
在钢丝绳加工过程中,需要将绳芯填充到钢丝绳的中心位置。
绳芯通常采用纤维材料或钢丝绳芯作为填充材料,填充时需要保证绳芯的均匀分布和紧密度。
四、绳股捻合绳股是由多股钢丝捻合而成的基本单元,钢丝绳由多个绳股组成。
在钢丝绳加工过程中,需要将绳股按照一定的捻向和捻距进行捻合。
绳股捻合时需要注意保持一定的捻向和捻距,以确保绳股的强度和柔韧性。
五、绳绕绳绕是将多个绳股按照一定的顺序和角度绕在一起,形成钢丝绳的最终结构。
绳绕时需要保持绳股的均匀分布和紧密度,以确保钢丝绳的整体强度和稳定性。
六、绳压绳压是指对钢丝绳进行压制和整形,使其外形规整、紧密。
绳压需要使用专用的绳压设备,对钢丝绳进行压制和整形处理,以确保钢丝绳的外形美观和使用性能。
七、防腐处理钢丝绳在实际使用中容易受到环境的腐蚀和氧化,为了延长钢丝绳的使用寿命,需要对其进行防腐处理。
常见的防腐处理方法包括镀锌、镀塑、热镀锌等,根据不同的使用环境和要求选择适合的防腐处理方法。
八、成品检测钢丝绳加工完成后,需要进行成品检测。
成品检测主要包括外观检查、尺寸测量、拉伸测试等。
通过成品检测可以确保钢丝绳符合设计要求和标准,具备良好的质量和可靠性。
国产盘条生产桥梁缆索用镀锌钢丝的研究

Ke wo d 8 B wi o y rs 2 r r d;g la ii g se l r e av n zn t e e;c b e o av n zn wi a l ;h tg la i g;sa i zn i tb l i g i
采 用进 口盘 条 生 产 桥 梁 缆 索 用 镀 锌 钢 丝 存 在 成本 高 、 购周 期 长 等缺 点 。奥盛 九 江 钢 线 钢缆 有 采 限公 司先 后 采 用宝 钢 、 钢 盘条 进 行 桥 梁 缆 索用 镀 沙 锌 钢 丝 的生 产 , 取得 满 意 的效 果 。
Pr d to Re e r h o a v n z ng S e lW i e f r Brdg bl o uc i n s a c fG l a i i t e r o i e Ca e
wih Ho e a e W ie Ro t m m d r d
Yo e g i Zh u Sh n g n W a g Xu z e g u Sh n y o e g e n n h n
游胜 意 周 生根 汪训政
3 20 ) 30 0 ( 盛 九 江 钢 线 钢 缆 有 限公 司 奥
摘 要
介绍 国产盘条生产 桥梁缆索用镀锌钢丝 的工艺技术 、 制造过程 , 分析研究有关技术 要学成分 、 理化性 能及夹杂物含量与进 口盘条 相差不 大 , 通条性 和稳定 性有 待进一 步提高 。严 格控制 表面处 理、 拉拔 、 热镀锌 、 整 、 光 稳定化处理等 工序 , 以生产 出符合 G / 70 - 19 可 B T1 1 1 9 7和法国 N A3 _0 5要求 的产 品。 F 5 一 3 关键词 8 B盘条 ; 2 镀锌钢丝 ; 缆索 ; 热镀锌 ; 稳定化处理 T 364 G 5 . 5 中图分类号
钢丝生产 (2)

钢丝生产钢丝是一种广泛应用于建筑、汽车、电力等领域的重要材料。
它具有高强度、耐腐蚀、耐疲劳等优良的特性,因此在各个行业中得到了广泛的应用。
本文将介绍钢丝的生产过程、材料选取以及常见的质量控制方法。
1. 钢丝生产过程钢丝的生产过程主要可以分为以下几个步骤:1.1 原料准备钢丝的主要原料是高品质的钢坯。
在生产过程中,钢坯会经过预处理、除锈和热处理等工艺,以保证钢丝的质量。
1.2 钢丝拉拔在钢丝拉拔过程中,首先将预处理过的钢坯加热到一定温度,并通过拉拔机将其拉制成所需的直径。
这个过程中需要控制好温度、拉拔速度和力度等参数,以确保钢丝的强度和光滑度。
1.3 钢丝退火拉拔后的钢丝会进行退火处理,目的是消除内应力并提高其延展性。
退火工艺中的温度和时间等参数需要根据具体的材料和要求进行调整。
1.4 表面处理钢丝表面处理是为了提高其耐腐蚀性能。
常见的表面处理方法包括镀锌、镀铜、喷涂涂层等。
这些处理方法可以保护钢丝免受化学物品和氧化物的侵蚀。
1.5 制品成型最后,经过处理的钢丝将被制成各种形状的制品,如钢丝绳、钢丝网等。
这些制品经过进一步的加工可以用于不同的场合。
2. 钢丝生产中的材料选择在钢丝的生产过程中,材料的选取非常重要,直接关系到钢丝的质量和性能。
以下是常见的钢丝生产中使用的材料:2.1 钢坯钢坯是钢丝的主要原料,钢质的选择需要考虑到所需的强度、耐腐蚀性等要求。
对于一些特殊用途的钢丝,还需要选择具有特定合金元素的钢坯。
2.2 镀锌材料镀锌钢丝是一种常见的钢丝制品,其表面处理采用镀锌工艺。
镀锌材料的选取需要考虑到镀层的厚度、均匀性以及耐腐蚀性能。
2.3 镀铜材料镀铜材料常用于导电性能要求较高的钢丝制品。
选取合适的镀铜材料需要考虑到镀层的厚度和导电性能等因素。
2.4 喷涂涂层材料喷涂涂层材料通常用于提高钢丝的耐腐蚀性能。
选择合适的涂层材料需要考虑到涂层的附着力、耐磨性以及耐腐蚀性等性能。
3. 钢丝生产质量控制方法钢丝作为重要的结构材料,在生产过程中需要进行严格的质量控制。
钢丝的生产工艺
钢丝的生产工艺
钢丝的生产工艺是指生产钢丝的过程和方法,其主要包括原料制备、熔炼、连续铸造、轧制、拉拔、退火和表面处理等环节。
钢丝的生产工艺首先需要选取合适的原料,常用的原料有低碳钢、中碳钢和高碳钢。
这些原料需要经过预处理,包括去除杂质和调整成分。
然后将预处理后的原料放入电炉或高炉进行熔炼,使其达到所需的熔化温度。
在熔炼过程中,需要加入合适的合金元素来提高钢丝的强度和硬度。
熔炼完成后,将熔融钢液倒入连铸机中进行连续铸造。
连铸机能够将熔融钢液经过冷却、凝固和切割等步骤,将其转化为钢坯。
钢坯经过轧制机组的轧制,逐渐形成具有规定尺寸的钢带。
轧制完毕后,通过冷却和喷水等方式,让钢带迅速冷却,以固定尺寸和形状。
接下来是拉拔工艺,将冷轧钢带送入拉拔机进行多道次的拉拔变形。
拉拔的目的是进一步提高钢丝的强度和硬度。
拉拔过程中,钢带会经过多次的拉拔和冷却,以逐渐减小其横截面积和增加其长度。
拉拔完成后,钢丝会进入退火炉进行退火处理。
退火的目的是消除拉拔过程中的应力,使钢丝具有更好的塑性和韧性。
退火温度和时间需要根据钢丝的材质和规格来确定。
最后一道工序是表面处理,包括除锈和防腐等步骤。
通过酸洗或电解除锈,可以去除钢丝表面的氧化物和污垢。
然后通过酸
洗或镀锌等方式来进行防腐处理,延长钢丝的使用寿命。
以上就是钢丝的主要生产工艺。
不同规格和用途的钢丝会有一些细微的差别,但总体的生产流程是相似的。
钢丝的生产工艺对于保证钢丝质量和性能至关重要,需要严格控制各个环节的工艺参数和质量标准。
大桥拉索制造工艺流程
大桥拉索制造工艺流程英文回答:Bridge cables are essential components of suspension bridges, providing the support for the bridge deck and transferring the load to the bridge towers. The manufacturing process of bridge cables involves several key steps, ensuring the integrity and durability of the final product.1. Wire Drawing.The first step is wire drawing, where high-strength steel rods are drawn through a series of dies to reduce their diameter and increase their tensile strength. This process creates the individual wires that will form the strands of the cable.2. Stranding.Multiple wires are twisted together to form strands, which are the basic building blocks of the cable. The number of wires in a strand and the lay angle (the angle at which the wires are twisted) determine the flexibility, strength, and fatigue resistance of the cable.3. Galvanizing.To protect the cables from corrosion, the strands are galvanized by dipping them in molten zinc. This creates a protective layer that prevents the steel from rusting.4. Cable Fabrication.The strands are then assembled into the final cable. This is done by attaching the strands to a central core wire and wrapping them together with a spiral binder wire. The cable is then compacted to increase its density and strength.5. Testing.Before installation, the cables are subjected to a series of tests to verify their strength, fatigue resistance, and other properties. These tests ensure that the cables meet the required specifications and will perform as expected under the design loads.6. Installation.The completed cables are transported to the bridge site and installed on the bridge deck. They are draped over the towers, anchored to the abutments, and tensioned to achieve the desired shape and load-carrying capacity.中文回答:大桥拉索制造工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
桥梁缆索用钢丝生产工艺流程
桥梁缆索用钢丝生产工艺流程
作为大型基础设施建设中不可或缺的元素之一,桥梁的建设涉及到诸
多复杂的技术问题。
而作为桥梁中承受主要荷载的缆索,在其生产过
程中质量和可靠性显得尤为重要。
以下为桥梁缆索用钢丝的生产工艺
流程。
1. 钢坯热轧加工
首先,需要将高品质钢坯经过加热轧制成指定规格的钢丝。
这一步是
整个生产工艺的关键,因为钢丝的品质对缆索的强度和抗腐蚀能力有
着决定性的影响。
因此,钢坯的选择和热轧加工的控制质量尤为重要。
2. 高速拉拔
为了让钢丝的拉伸性能更加优秀,需要对其进行高速拉拔处理。
这一
流程需要在一定温度范围内持续进行,直至拉伸到指定尺寸。
通过高
速拉拔,可使钢丝的强度和耐腐蚀能力更加出色。
3. 光洁度处理
拉拔完成后的钢丝表面可能存在油脂和其他杂质,需要在光洁度处理
流程中进行清洗和去污。
这一步过程的目的是为了保证钢丝的表面光
洁度,使其更容易与其他材料进行粘结并提高缆索的使用寿命。
4. 绞股
此时,需要将数根钢丝绞合成强度更高、钢丝受力均衡的股。
绞股时
需要严格控制每根钢丝的张力,使股的形状和规格符合要求。
5. 绞股成缆
最后一步,需要将多股钢丝绞合成更加强大的钢丝缆。
在这个过程中,需要保证每根钢丝股的位置和角度均衡,以充分发挥缆索的强度和稳
定性。
结论
铁路、公路、大型跨海、河、峡和山谷等各种桥梁的建设,离不开缆索。
一条高强度、高耐腐蚀度的缆索,能极大地保障桥梁的安全性,
提高其使用寿命。
通过上述生产工艺流程,钢丝缆索将具备出色的品
质和可靠性,肩负起承载巨重的重任。