电火花成型加工绿色低功耗脉冲电源的研究
新型自适应节能电火花脉冲电源的研究的开题报告

新型自适应节能电火花脉冲电源的研究的开题报告一、选题背景与研究意义:随着科技的进步和工业的发展,电火花加工技术在现代制造领域得到越来越广泛的应用。
然而,传统的电火花加工设备存在能耗高、稳定性差、不适应多样化材料等问题,这些问题不仅会增加生产成本,还会降低加工效率和质量。
针对以上问题,自适应节能电火花脉冲电源应运而生。
其通过传感器实时监测工艺参数,调控脉冲电源输出电流和放电波形,实现了能耗降低、加工效率提高、加工质量提高等目标。
开展新型自适应节能电火花脉冲电源的研究,对于提高制造业的核心竞争力、推动制造业的高质量发展具有重要意义。
二、选题研究内容与技术路线:1. 研究工艺参数对电火花加工过程的影响:通过实验和理论分析,研究电火花加工中的关键参数,如工件材料、电极形状、放电间隙、脉冲电源输出波形等对加工效率和精度的影响规律。
2. 研究自适应节能电火花脉冲电源的工作原理及控制策略:分析自适应节能电火花脉冲电源的工作原理,确定控制策略,并设计控制系统。
3. 开发自适应节能电火花脉冲电源的实验平台:设计合理的实验平台,对自适应节能电火花脉冲电源进行试验验证,收集关键参数数据。
4. 优化自适应节能电火花脉冲电源的性能:根据实验数据,在控制算法、硬件电路等方面进行优化,提高电火花加工精度和效率。
技术路线:研究工艺参数分析——自适应节能电火花脉冲电源控制策略设计——实验平台开发——实验验证与数据收集——优化设计与实现三、拟采用的主要研究方法与技术手段:1. 实验法:利用实验方法,对关键参数进行测试,收集加工效率、加工精度等数据。
2. 理论分析法:通过建立数学模型,揭示关键参数的本质规律。
3. 仿真技术:采用电路仿真软件对电路进行仿真,验证电路设计的正确性。
4. 控制算法优化:利用 MATLAB 等编程工具,对控制算法进行调试和优化,提高优化效率和精度。
5. 数据处理:利用 Python、R 等数据处理软件,对试验数据进行统计和分析,揭示关键因素的影响规律。
电火花加工中数控脉冲电源的设计

加工间隙电压采样值
序号 P" PP P$ P! PQ PS P& PT PU $% $" $P $$ $! $Q $S $& $T $U !% 间隙电压 J R !"O $"" !PO "UU P&O TTS PTO PU$ PUO T&S $%O $"P $!O %US $PO S&$ $PO &Q! PTO PU$ PUO T&S $%O $"P $!O %US P&O P&! $$O Q"% $PO Q!P PUO PU$ PUO T&S $"O $"P $$O %US TQ PQ $& !S P! "S Q$ P" %& !S P! "S Q$ TQ && S$ !S P! "S Q$ 序号 !" !P !$ !! !Q !S !& !T !U Q% Q" QP Q$ Q! QQ QS Q& QT QU S% 间隙电压 J R PTO PU$ PUO T&S $%O $"P $$O "US $SO &!Q PTO "!T $$O $%& $"O !PS PUO !!$ PTO P$! PUO SP! $%O "P" $$O %SQ $$O S&$ $PO %&P PUO $!! PUO &S& $%O $"P $$O USQ $PO UQ$ !S P! "S Q$ $P QQ &! "$ &! S! P$ $S $! P$ "Q T! S& SP $P !P
电火花加工用脉冲电源
电火花加工用脉冲电源电火花加工及其脉冲功率电源的研究电火花加工又称放电加工(electrical discharge machining,简称EDM),由于其能进行难切削材料和复杂形状零件的加工,而得到广泛的应用。
其中最主要的部分是脉冲电源,脉冲电源的技术性能好坏直接影响电火花成形加工的各项工艺指标,如加工质量精度、加工速度、电极损耗等。
本文将对电火花加工的原理及其脉冲电源进行简要介绍和研究。
一、电火花加工的工作原理进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。
通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。
在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走。
这时在工件表面上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。
紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。
这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。
在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状来。
因此,只要改变工具电极的形状和工具电极与工件之间的相对运动方式,就能加工出各种复杂的型面。
工具电极常用导电性良好、熔点较高、易加工的耐电蚀材料,如铜、石墨、铜钨合金和钼等。
在加工过程中,工具电极也有损耗,但小于工件金属的蚀除量,甚至接近于无损耗。
工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。
常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。
电火花加工脉冲电源新型驱动电路的研究

电火花加工脉冲电源新型驱动电路的研究作者:徐明刚赵洁明来源:《科技创新与应用》2018年第04期摘要:文章通过对现今电火花加工脉冲电源驱动部分的研究情况进行分析,发现了脉冲电源驱动电路部分存在问题,硬件电路过多,导致电磁干扰严重。
在此基础上,文章研制出一种新的脉冲电源驱动电路,该电路采用专用驱动集成芯片IR2101以及PWM(脉冲宽度调制模式)波产生芯片TL494CN串联共同构成,在效率上对电火花加工有明显提升。
通过其和传统直流斩波驱动电路进行对比,得出新型驱动电路在电火花加工的精度、速度、表面粗糙度上有更好的表现。
关键词:电火花加工;脉冲电源;驱动电路;开关器件中图分类号:TG661 文献标志码:A 文章编号:2095-2945(2018)04-0161-02Abstract: Based on the analysis of the research on the driving part of the pulse power supply in EDM, it is found that there are some problems in the driving circuit of the pulse power supply, and there are too many hardware circuits, which lead to serious electromagnetic interference. On this basis, a new pulse power driving circuit is developed. The circuit is composed of special driving integrated chip IR2101 and PWM (pulse width modulation mode) wave generation chip TL494CN series, which improves the EDM significantly in terms of efficiency. Compared with the traditional DC chopper drive circuit, the new drive circuit has better performance in EDM precision, speed and surface roughness.Key words: electric discharge machining (EDM); pulse power supply; drive circuit;switching device1 概述随着科技的不断发展,加工制造业对加工精度和加工材料的要求越来越高,传统的加工方法已经很难满足当前的加工形式。
电火花加工脉冲电源研究现状与发展趋势

电火花加工脉冲电源研究现状与发展趋势电火花加工脉冲电源是电火花加工的核心组成部分,其性能直接影响到加工精度和效率。
本文将介绍电火花加工脉冲电源的研究现状和发展趋势。
目前,电火花加工脉冲电源的研究重点在于提高其稳定性、可靠性和智能化水平。
一方面,通过优化电路结构、调整参数设置等方式,提高电源的稳定性和可靠性,以满足高精度加工的需求;另一方面,引入先进的控制技术和智能算法,实现电源的自适应调节和优化控制,提升加工效率和精度。
未来,电火花加工脉冲电源的发展趋势将主要体现在以下几个方面:一是发展更高效、更稳定的电源技术,以应对高精度加工的需求;二是实现数字化、智能化控制,提高加工效率和稳定性;三是结合其他加工技术,如激光加工等,实现多工艺协同加工,提升加工效率和精度。
综上所述,电火花加工脉冲电源作为电火花加工的核心组成部分,其研究与发展对于提高加工效率和精度至关重要。
未来,随着科技的不断发展,电火花加工脉冲电源的技术将不断创新与进步。
- 1 -。
电火花脉冲电源研究现状及发展趋势

电火花脉冲电源研究现状及发展趋势随着电加工技术应用于模具、汽车、航空航天等领域,对加工精度、速度和效率的要求越来越高,而电火花脉冲电源作为其核心部件之一,其性能优劣直接影响是电火花加工技术的各项指标。
文章主要介绍了电火花脉冲电源分类,关键技术和展望。
标签:电火花;脉冲电源;发展趋势1 概述电火花加工技术,俗称电加工,即EDA(Electrical Discharge Machining),是国家装备制造业“十二五”发展规划提出的能够推动制造业发展,需要调整转型、创新升级的技术之一[1]。
电加工技术原理是利用脉冲放电对被加工工件进行处理,具有无须接触、可精确控制,能够保证工件具有较好的加工表面质量和精度,既可用于加工质地较硬、较脆和韧性材料,又可加工各种表面复杂、具有窄缝及低刚度零件,现已广泛应用于模具、汽车、航空航天等领域。
电火花加工技术,起源于20世纪中期,主要包括脉冲电源部分、机械系统部分。
电火花脉冲电源,由于其优劣不仅决定着电火花线切割加工表面质量和加工精度,而且决定了生产加工效率、稳定性和电能的利用率及电极丝的损耗等指标,可称为电火花线切割机床的“心脏”部分,一直是电火花线切割技术领域研究的热点。
随着能源的日益枯竭和社会智能化的加剧,节能、高效和智能型产品的研发越来越重要,故而高效、节能、智能的脉冲电源成为电加工行业研究的重中之重[2]。
2 电火花脉冲电源的分类及关键技术根据电火花加工过程中电极的放电状态和电源电路的结构可将脉冲电源分为独立式和非独立式两种类型的脉冲电源电路。
非独立式使用RC式脉冲电源较多,而独立式电源使用功率晶体管作为主回路的控制元件独立供电[3]。
2.1 RC式脉冲电源RC式脉冲电源,其工作工程相当于电容和电阻充放电过程。
电源正脉冲来临,则储能电容通过电阻充电,当电容电压升高到击穿电压,通过电极瞬间放电从而形成电火花来对金属进行加工。
此類脉冲电源有设计简单、成本低廉和工作相对可靠等优点,具有可产生脉冲宽度较小的特点,可用于微细电火花加工中。
电火花加工脉冲电源研究现状与发展趋势

针对传统电火花加工脉冲电源使用的缺点和局限性, 介绍了当前电火花加工脉冲电源的研究现状 脉冲电源 4 电火花加工4 发展趋势 & 文章编号 * ’""$:)%)’ 0 !""! 1 "%:’):"%
和新的发展趋势, 并对几种新型脉冲电源的研究和应用进行了分析。 & 中图分类号 * 56--’; 578’/ & 文献标识码 * 9
! 电火花加工脉冲电源的研究现状及发展 趋势
传统形式的电火花加工脉冲电源,如:弛张式 可控硅脉冲电源等虽然在某些场合有 +, 脉冲电源, 应用,但是已经不能完全满足加工的一些要求。随 着电力电子技术、计算机控制技术的发展以及现代 控制理论的不断丰富,电火花加工脉冲电源技术也 得到了很大的发展。出现了许多新型的脉冲电源和
图#
哈尔滨工业大学开发的节能电火花加工脉冲电源 , - .
同时,日本三菱电机公司推出了该公司研制的 数控电火花 56 系列成型机的标准配置 7& 88 脉冲 电源。该脉冲电源在保持了优良加工性能的基础 上, 也大幅度降低了电能的消耗, 电能利用率提高到 了接近 *"+ 的水平。 日本沙迪克公司也开发了无电 阻节能型数控脉冲电源 )9# 1 )9#"。 国外厂家对节能式无电阻脉冲电源的研究比较
间隙并联两个供电回路: 一个为高压脉冲回路; 另一 个为低压脉冲回路。 电感 )# 的电感电流是电流闭环 控制系统的被控量,由电流闭环 &’( 控制机制实 现峰值电流、 脉宽、 脉间可调的脉冲电流输出, 用来 蚀除金属。该脉冲电源因使用储能元件电感代替限 流电阻而实现电能利用率的显著提高, 可达到 *"+ 左右 , - . 。 在国外,瑞士阿奇公司也开发研制了 /00 型脉 冲电源, 它是应用于慢走丝线切割的脉冲电源, 脉冲 峰值电流大,脉宽窄。该脉冲电源的最大特点是线 路结构十分简单, 没有能耗限流电阻, 提高了电能利 用率, 成本低, 体积只有原来的 # 1 #"。另外, 设置了 充电调节电路, 多余电能可以反馈给直流电源, 防止 电路产生过电压 , ! . 。
节能型电火花加工脉冲电源的研究现状及其分析
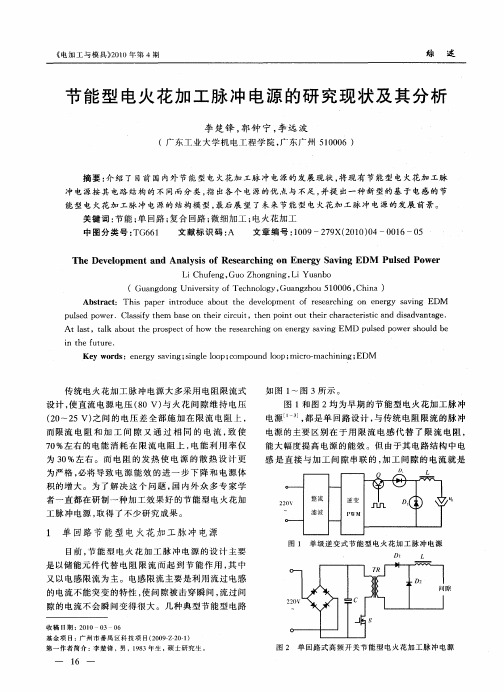
图 2 单 回路 式 高 频 开 关 节 能 型 电火 花 加 工 脉 冲 电源
1 6 一
综 述 流过 电感 的 电 流 。 由 电感 电流 不 能 突 变 的特 性 可 知 , 隙的加 工 电 流 必 然会 存 在 脉 宽 开 始 的爬 坡 和 间
Ab t a t sr c :Th s p p r i t o u e b u t e de eo me t o r s a c i g on n r y s v n i a e n r d c a o t h v l p n f e e r h n e e g a i g EDM
感 是直 接 与加 工 间 隙 串联 的 , 工 间隙 的 电流 就是 加
型
整 流 滤 波 逆 变
m
而 限流 电 阻 和 加 工 间 隙 又 通 过 相 同 的 电 流 , 使 致 7 %左 右 的电能 消 耗 在 限流 电阻 上 , 0 电能 利用 率 仅
为 3 %左右 。 而 电阻 的发 热 使 电源 的 散 热 设 计 更 0
冲 电源按 其 电路 结构 的不 同而分 类 , 出各个 电源的优 点与 不足 , 指 并提 出一种 新 型的基 于 电感的 节 能型 电火花加 工脉 冲 电源 的结构模 型 , 最后展 望 了未 来节能 型 电火花加 工脉 冲 电源的发展 前 景 。 关键 词 : 节能 ; 回路 ; 单 复合 回路 ; 细加工 ; 微 电火花加 工
又 以电感 限流 为主 。电感 限流 主要是 利用流 过 电感
的电流不 能突变 的特 性 , 间 隙被击 穿瞬 间 , 过间 使 流
隙的电流 不会 瞬问 变得很 大 。几 种典 型节 能型 电路
收稿 日期 :2 1 0 0—0 0 3 6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I
电火花成型加工绿色低功耗脉冲电源的研究
STUDY ON GREEN LOW-WASTE PLUSE GENERATOR FOR EDM
ABSTRACT
As an important part of EDM (Electrical Discharge Machining) machine, pulse generator is one of the main factors which influence EDM process. The characteristic of pulse generator of EDM has been analyzed , basing on the reading to the related Chinese and foreign literature. Aiming at the low efficiency of the pulse generator for the EDM machine, a new type of pulse generator for EDM is designed. The half bridge DC/DC converter is used in the main circuit of this generator, and the resistances and the working frequency transformer is replaced. Designed the 60A peak current high and low voltage combined-structure EDM pulse generator. In this thesis , the topology , principle, control scheme of EDM pulse generator has been discussed in detail. The main circuit, control and protection circuit, timer circuit has been designed in detail. The select of electron parts has been introduced in detail. 60A peak current high and low voltage combined-structure EDM pulse generator has been developed, and the feasibility of system has been confirmed by the experiment.
箍群i:矧。i;:;躲:?i;糍::i;:鬣i;!船;!;豁“
¥”tⅫ*#“厦≯秀
关于学位论文版权使用授权的说明
¥^£十,W¨___n[IⅡ★{*j《壤、杯#性…≠M论z的Ⅷt。目t∞T吾m≈ 冉.报M学&《m%女学M瞳女∞ⅫⅧ木{I电』’m¥#*肯帆保存学位论女的目刷率自 u J’№JI《…#_=I_、%目、扫H#}m业站E F&*々诧t+}控nH%#I JA榆女 m&“C ot一}Ⅱkt十t“#目in¨Ⅻ-ZⅢ备:学&☆H#☆天衄2¨日《自咒ⅫJ^{ m十日-}女&ifnⅡ∞”Ⅷ1b J二№:nfU;WⅪrI∞frJ n“&F,#KⅢ“Ⅱj复Ⅻ№女∞
主振级 (Z)
放大级 (F)
+ U -
R 功率级 电极
工件 图 1.2 晶体管脉冲电源 Fig.1.2 transistor pluse power supply
晶体管式脉冲电源是利用功率晶体管作为开关元件而获得单向脉冲。 晶体管脉冲电源具有脉冲频率 高、脉冲参数容易调节、脉冲波形较好,易于实现多回路加工和自适应控制等自动化优点。晶体管脉冲 电源的原理如图1.2所示,是通过主振级(Z)的多谐振荡器,发出一定脉冲宽度和停歇时间的矩形脉冲 信号,经过放大级(F)后,最后推动末级功率晶体管的导通或截止。它导通时,100V左右的直流电源 电压U即加在加工间隙上,脉冲即结束,工作液恢复绝缘,准备下一脉冲的到来。为了加大功率及调节 粗、中、精加工规准,整个功率级由几十只大功率高频晶体管分为若干路并联,精加工时只用到其中一 或是二路。为了在放电间隙短路时不致损坏晶体管,每只晶体管均串联有限流电阻器R。但是此类电源 的电能利用率仍然很低,电源的输出功率绝大部分都用在了限流电阻上。 4. 新型脉冲电源 随着电力电子技术和电火花加工技术的发展,为了进一步提高有效脉冲利用率,达到高速、低耗、 稳定加工的目的, 在晶闸管的基础上派生了许多新型电源。 如高低压复合式脉冲电源、 多回路脉冲电源、 绿色低功耗脉冲电源、高精度镜面加工脉冲电源以及智能化自适应脉冲电源等。
河北工业大学 硕士学位论文 电火花成型加工绿色低功耗脉冲电源的研究 姓名:屈学琴 申请学位级别:硕士 专业:控制理论与控制工程 指导教师:安连祥 20071201
河北工业大学硕士学位论文
电火花成型加工绿色低功耗脉冲电源的研究
摘 要
脉冲电源是电火花成型加工机床的主要组成部分,是影响电火花成型加工机床加工工 艺指标的主要因素之一。 本文在阅读国内外参考文献的基础上,综合分析了传统电火花成型加工脉冲的特点, 通过比较各种脉冲电源的优缺点,针对电火花成型加工脉冲电源电能利用率低的问题,提 出并设计了新型脉冲电源。该电源主体采用半桥 DC/DC 变换的形式,取消了限流电阻和 原来的工频变压器。设计了 60A 高低压复合结构的无阻脉冲电源。 文中对上述电路的拓扑结构、工作原理、控制方法进行了详细的分析,并对主电路、 控制保护电路、定时电路进行了详细的设计,对元器件参数的选取进行了详细的介绍。研 制了 60A 峰值电流的高低压复合结构的电火花成型加工脉冲电源, 并通过实验证明了其可 行性。 关键词:电火花成型加工,脉冲电源,半桥,高低压复合,DC/DC 变换器
KEY WORDS: electrical discharge machining(EDM) , pulse generator , half bridge, high and low voltage combined-structure , DC/DC converter
II
Байду номын сангаас
原创性声明
。搿8'L#。"”…ii L。骗:::警:j;i:ii:iiii鞣:ij::帮婴
§1-2 电火花脉冲电源
1-2-1 电火花脉冲电源的介绍 电火花成型加工的脉冲电源是把直流或是工频交流电流转换成一定频率的单向脉冲电流,提供给 电火花放电蚀除金属所需要的能量。脉冲电源的性能对电火花加工的生产效率、表面质量、加工精度、 加工的稳定性等技术指标都有很大的影响。 为满足电火花加工的要求,电火花成型加工脉冲电源要满足以下的要求: (1)有一定的脉冲放电能量,保证对工件材料进行放电蚀除。
1、工具电极 2、工件 图1.1 RC脉冲电源 Fig.1.1 RC pulse power supply 当直流电源接通后, 电流经限流电阻 R 向电容 C 充电, 电容 C两端的电压按指数曲线逐步上升, 因为电容两端的电压就是工具电极和工件间隙两端的电压,因此当电容 C 两端的电压上升到等于工具 电极和工件间隙的击穿电压Ud时,间隙就被击穿,电阻变得很小,电容器上存储的能量瞬时放出,形 成较大的脉冲电流。 电容上的能量释放后, 电压下降到接近于零, 间隙中的工作液又迅速恢复绝缘状态。 此后电容器再次充电,又重复前述过程。如果间隙过大,则电容器上的电压按照指数曲线上升到直流电 源电压U。 RC脉冲电源的缺点: (1)电能利用效率很低,最大不超过36%,因大部分电能经过电阻R时转化为热能损失掉了,这在 大功率加工时是很不经济的。 (2)生产效率低,因为电容器的充电时间比放电时间长50倍以上,脉冲间隙系数太大。 (3)工艺参数不稳定,因为这类电源本身并不“独立”形成放电脉冲,而是靠电极间隙中工作液的 击穿和消电离使脉冲电流导通和切断, 所以间隙太小、 间隙中的电蚀产物的排出情况都影响脉 冲参数和放电的稳定性。
2
河北工业大学硕士学位论文
2. 闸流管式和电子管式脉冲电源 闸流管式和电子管式脉冲电源均属于独立式脉冲电源, 它们以末级功率级起开关作用的电子元件而 命名。闸流管和电子管均为高阻抗开关元件,因此主回路常为1000V以上的高压小电流,必须采用脉冲 变压器变换为大电流的低压脉冲, 才能用于电火花加工。 闸流管式和电子管式脉冲电源由于受到末级功 率管以及脉冲变压器的限制,脉冲宽度较窄,脉冲电流较小,无用功耗也很大,所以该类电源已被晶体 管式脉冲电源所替代[3]。 3. 晶体管脉冲电源
- -3
s (0.1~1000 s ) ,由于放电的时
间短,放电产生的热来不及传导扩散开去,从而把放电点局限在很小的范围内。 (4) 脉冲放电需要重复多次进行,并且每次脉冲放电在时间上和空间上是分散的,即每次脉冲放电 不在同一点进行,避免发生局部烧伤。 (5) 脉冲放电后的电蚀产物能及时排运至放电间隙之外,使重复性脉冲放电顺利进行。
1
电火花成型加工绿色低功耗脉冲电源的研究
(2)脉冲波形基本是单向的,没有负半波或是负半波很小,这样可以最大的利用极性效应,减少 电极损耗。 (3)脉冲电源的主要参数(如峰值电流、脉冲宽度、脉冲间隔等)有较宽的调节范围,以满足粗、 中、精加工的要求。 (4)相邻脉冲之间一般有一定的间隔时间,以使放电间隙中介质有足够的消电离时间,避免起弧 烧伤。 (5)脉冲电源的性能稳定可靠,力求结构简单,操作维修方便。同时还要考虑体积和节省电能。 (6)脉冲放电后的电蚀产物能及时排运至放电间隙之外,使重复性脉冲放电顺利进行。 1-2-2 电火花脉冲电源的分类 传统的电火花加工脉冲电源经历了多次发展和变革,到现在已有多种类型的电火花加工脉冲电源。 按主回路中的主要元件可以分为驰张式(RC式)、闸流管式和电子管式、晶体管式脉冲电源[2]。 1. RC脉冲电源 RC 脉冲电源是最早使用的电火花脉冲电源,其电路原理如图 1.1所示。它由两个回路组成:一个 是充电回路,由直流电源 E、充电电阻 R(可调节充电速度,同时限流以防电流过大及转变为电弧放电, 故又称为限流电阻)和电容器 C(储能元件)所组成;另一个回路是放电回路,由电容器 C、工具电极和 工件及其间的放电间隙所组成。