冷冲压模具设计毕业论文汇总 (优选.)
打火机金属外壳冷冲压模具设计
毕业设计(论文)说明书题目名称:打火机金属外壳的冷冲压模具设计院系名称:机电学院班级:机自061班学号:200600314111学生姓名:王彪指导教师: 朱继华2010年5月摘要本次课题打火机金属外壳的冷冲压模具设计,通过这次设计,进一步熟悉冲压模具的设计流程运用落料、冲孔、弯曲等冲压工序设计冷冲压成形模具,需要解决很多的关键问题,对零件进行工艺分析,进行冲压工艺方案及模具结构方案设计和对冲压模具零部件工艺参数进行参数选择及验算,绘制冲压模具装配图和零件图。
需要运用机械、材料成形、冷冲压模具、计算机二、三维设计等多学科的知识,需要相当广阔的知识面和较高的专业水平。
通过对零件进行工艺分析和工艺参数计算,根据零件所需冷冲压工序设计出连续冲压模具,同时运用AutoCAD绘制二维模具装配图和零件图还得同时对部分零件进行了加工工艺分析。
该零件复杂且尺寸不规则,这对模具设计和展开排样提出了较高的要求,特别是弯曲过程,需要合理的安排工艺,巧妙的设计冲模来解决,对于部分不关键的零件可适当降低尺寸公差要求,设计中尽可能使用标准件,有利于设计成本的降低。
关键词:冷冲压模具,工艺分析,连续模,打火机金属外壳AbstractThis topic lighter metal exterior cold stamping mould design, through the design, further stamping mould design process using blanking, punching, bending stamping process design of cold stamping mould, needs to solve the key problems of many parts, technical analysis, stamping process scheme and the die structure and design of stamping mould parts process parameters parameter selection and calculation, stamping, assembly and detail drawings. Need to use machines, materials, stamping, molding, cold, 3d design of computer science knowledge, need quite a broad knowledge and professional level. Through the analysis of the technology of parts and the process parameters calculation, cold stamping parts needed to process a compound stamping mould design, and using AutoCAD assembly drawing two-dimensional mould parts and also have also made for parts processing analysis. The components and complex, the size of irregular of mold design and layout puts forward higher requirements, especially the bending process, need reasonable arrangement of the clever design process, stamping parts, to solve the key parts for not properly reduce dimension tolerance requirement,design as far as possible, to use standard design cost reduction.keywords: Cold stamping mould,Process analysis,Continuous mode,Lighter metal shell目录1 引言52 工艺方案确定 (7)2.1 零件及冲压工艺分析 (7)2.2 工艺方案确定与工艺流程图 (8)2.2.1工艺方案确定82.2.2工艺流程确定83 工艺参数的计算 (10)3.1 毛坯的尺寸计算 (11)3.2 冲裁排样及材料利用率的计算 (11)3.3各部分工艺力的计算 (12)3.3.1 冲裁压力的计算124 主要工作部分尺寸计算............................................ 错误!未定义书签。
模具冷冲压模具设计论文

模具设计说明书前言随着人们的生活水平提高,产品不断的更新,利用模具来制造产品的厂家不断的增多,使得模具技术不断的发展。
本次冷冲模模具设计是为我们在学完基础理论课、技术基础课和专业课的基础上,所设置的一个重要的实践性教学环节。
其目的是:综合运用本专业所学课程的理论和生产实践知识,进行一次冷冲模模具设计工作的实践练习,从而培养和提高学生独立工作的能力。
巩固与扩充“冷冲模模具设计”等课程所学的内容,掌握冷冲模模具设计的方法和步骤。
掌握冷冲模模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等。
本套模具设计结合了机械制图,CAD公差配合,机械设计,机械制造技术模具工艺学,Pro/E等专业课,讲述了冷冲模具结构设计的步骤,详细介绍了一套冷冲模具设计的全部过程。
由于设计时间仓促,加之本人设计水平有限,缺点和错误在所难免,请各位老师批评指正。
设计签名欧阳晋华2008.11目录零件的冲裁工艺分析………………………………………………(一) (1)材料分析(2)工件结构形状分析(3)尺寸精度分析拟定零件的冲压工艺方案及模具结构…………………………… (二) 排样、裁板……………………………………………………………(三) 计算工序压力、选用压力机及确定压力中心………………………(四) 冲模刃口尺寸及公差的计算……………………………………… (五) (1)落料凸、凹模尺寸及公差计算(2)冲孔凸、凹模尺寸及公差计算确定各个主要零件的结构尺寸…………………………………… (六) ﹙1﹚凹模板外形尺寸的确定的确定﹙2﹚凸模长度的L1设计并绘制总图、选取标准件…………………………………… (七) 校核压力机的选择……………………………………………… (八) 绘制部分非标零件图……………………………………………… (九) ﹙1﹚绘制部分非标准零件图﹙2﹚编写零件加工工艺结束语和参考文献…………………………………………… (十)摘要:冲压模具在实际工业生产中应用广泛。
冷冲压落料模具毕业设计论文
摘要本次设计了一套冲孔、落料的模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在文档中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本次设计阐述了冲压倒装复合模的结构设计及工作过程。
本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键字: 冲压凸模凹模模架凸凹模绪论模具工业作为一种新兴工业,它有节约原材料、节约能源、较高的生产效率,以及保证较高的加工精度等特点,在国民经济中越来越重要。
模具技术成为衡量一个国家制造水平的重要依据之一,其中冲载模具在模具工业中举足轻重的地位。
随着工业发展水平的不断提高,产品更新速度加快,对模具的要求越来越高。
尽管改革开放以来,模具工业有了较大发展,但无论是数量还是质量仍满足不了国内市场的需要,除少量标准件外购外,大部分工作量均需模具厂去完成。
加工企业管理的体制上的约束,造成模具制造周期长,不能适应市场要求。
二是设计和工艺技术落后,如模具CAD/CAM技术采用不普遍,加工设备数控化率低等,亦造成模具生产效率不高、周期长。
模具是现代加工行业中的基本工艺装备。
模具技术水平已成为衡量一个国家制造业水平的重要指标。
现代工业需要先进的模具设备和高技术人才。
前言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)流动,使之形成所需要的形体,用模具制造零件以其效率高,产品质量好,材料厂消耗低,生产成本低而广泛应用于制造业中。
冷冲模具毕业设计论文

冷冲模具毕业设计论文学生毕业设计(论文)题目:摩托车链条链板冲裁模具系部:机械工程系专业:模具设计与制造学号:2007102010439 姓名:董国栋指导老师:王毅民开题时刻:2010-3-11完成时刻:2010-4-10潇湘职业学院教务处制潇湘学院内容摘要摘要:本文对盖板冲压工艺对材料的技术要求和冲压件工艺结构进行了分析,确定了冲压件的工艺方案及模具形式。
而且对盖板复合冲裁模进行了相关数据的分析与运算, 依照分析结果选冲压件复合冲裁模具工艺,从而确定盖板复合冲裁模设计思路及方案,还对盖板冲裁模具的其它各方面的设计,最后在设计过程中运用Pro/E、Auto CAD软件进行冷冲压冲裁模结构设计与运算并绘制出模具总装图以及部分非标准零件图形。
从而得出完整的理论设计结果,为今后工程设计打下了基础。
关键词:穿线板复合冲裁模,冷冲压冲裁模,设计, 凸模,凹模。
Contents summaryTake off to want:This text to the technique request that wears the line plank to hurtle to press a craft to the material with hurtled to press a craft structure to carry on analysis, make sure to hurtle the craft project and molding tool form of press the piece.And to the analysis and calculation that wore the line plank compound to hurtle to cut a mold to carry on a related data, choose to hurtle to press a compound to hurtle to cut the molding tool craft according to the analysis result, make sure thus wearing the line plank compound hurtles to cut the mold design way of thinking and project, returning to the design that wears the line plank to hurtle other everyone's noodles of cut the molding tool, end the usage Pro/E,the software of Auto CAD carries on during the period of design cold hurtle to press to hurtle to cut the mold structure design and calculation to draw a molding tool to always pack not- standard spare parts sketch of the diagram and part also.Get the theories design result of the integrity thus, will beat to descend foundation from now on for the engineering design.Keyword:Wear the line plank compound hurtles to cut a mold, cold hurtle to press to hurtle to cut a mold, design, convex mold, cave mold名目一、冲裁件工艺分析与相关要求 (5)1、材料 (5)2、结构形状 (5)3、尺寸精度 (5)二、确定工艺方案及模具形式 (5)三、模具工艺运算 (5)1、排样 (5)2、材料利用率的运算 (6)3、运算总冲压力 (6)4、运算压力中心 (7)5、凸凹模工作部分尺寸 (7)①确定凸,凹模间隙以及制造公差 (7)②确定凸,凹模工作部分尺寸 (7)6、凸模、凹模、凸凹模的结构设计 (8)7、冲压闭合高度运算 (8)8、压力机的选用 (9)四、绘制总装图选取标准件 (9)1、模架的选择 (9)2、导柱导套的选择 (9)3、紧固件的选择 (9)4、弹性元件的选择 (9)5、总装图 (9)五、绘制要紧零件图 (11)六、模具的装配要求 (14)七、要紧零件的加工 (15)八、参考文献 (17)前言模具是现代工业生产中重要的工艺装配,它在各种生产行业,专门是冲压和塑料成形加工中,应用极为广泛。
防松垫圈冷冲压复合模具设计毕业论文
防松垫圈冷冲压复合模具设计毕业论文防松垫圈冷冲压复合模具设计摘要:本文所叙述的设计已经经过了实际制造~并成功的冲出了所需的实体冲件。
由此证明本文所述的模具设计方案是正确可行的。
关键词:倒装式复合模引言本人是江苏盐城技师学院的一名技师班学生,因为在校期间多次发现实习车间内部分机械设备有松动现象,所以产生了设计防松垫圈的冲压模具的念头。
以下部分是我的设计方案。
一、冲裁的工艺性和工艺方案的确定冲裁工艺设计包含冲裁件的工艺性分析、冲裁工艺方案的确定和技术经济分析的内容。
良好的工艺性和合理的工艺方案~可以用最少的材料~最少的工序数量和工时~并使模具结构简单~模具寿命高~最终稳定地获得合格工作劳动量和工艺成本是衡量冲裁工艺设计的主要指标。
工艺性是否合理~对冲裁件的质量、模具寿命和生产率有很大的影响。
,一,冲裁件的形状和尺寸,(冲裁件形状应尽可能简单、对称、排样废料少。
在满足质量要求的条件下~把冲裁件设计成少、无废料的排样形状。
,(除在少、无废料排样或采用镶拼模结构时~允许工件有尖锐的清角外~冲裁件的外形或内孔交角处应采用圆角过渡~避免清角。
?(尽量避免冲裁件上过长的悬臂与狭槽,(冲裁件孔与孔之间、孔与零件边缘之间的壁厚~因受模具强度和零件质量的限制~其值不能太小。
一般要求 c?1.5t~c′?t。
若在弯曲或拉深件上冲孔~冲孔位置与件壁间距应满足图示尺寸。
5(冲裁件的孔径因受冲孔凸模强度和刚度的限制~不宜太小~否则容易折断和压弯。
冲孔最小尺寸取决于材料的机械性能、凸模强度和模具结构。
,二)冲裁件的尺寸精度和表面粗糙度要求冲裁件的精度要求~应在经济精度范围以内~对于普通冲裁件~其经济精度不高于 IT12级~冲孔件比落料件高一级。
(三)冲裁件的尺寸基准冲裁件的尺寸基准应尽可能和制模时的定位基准重合~以避免产生基准不重合误差。
孔位尺寸基准应尽量选择在冲裁过程中始终不参加变形的面或线上~切不要与参加变形的部位联系起来。
冷冲压模具毕业设计汇总
前言改革开放以来,随着国民经济的高速发展,工业产品的品种和数量的不断增加,更新换代的不断加快,在现代制造业中,企业的生产一方面朝着多品种、小批量和多样式的方向发展,加快换型,采用柔性化加工,以适应不同用户的需要;另一方面朝着大批量,高效率生产的方向发展,以提高劳动生产率和生产规模来创造更多效益,生产上采取专用设备生产的方式。
模具做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。
1冲裁件工艺性分析工件名称:钥匙工件简图:如图1-1所示生产批量:大批量材料: 08F工件长度:75mm工件厚度:1.5mm工件精度:IT14级图1-1 工件简图1.1材料选择根据表1-1、表1-2分析,08F为优质碳素结构钢,具有良好的塑性、焊接性以及压力加工性,主要用于工程结构和受力较小的机械零件。
综合评比均适合冲裁加工。
1.2工件结构形状工件结构形状相对简单,属轴对称结构,除有一个12的孔,其余皆为直线,孔与边缘之间的距离也满足要求,可以冲裁。
1.3尺寸精度零件图上所注公差经查标准公差表1-3为IT14级,尺寸精度较低,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,适宜冲裁加工。
查公差表可得各尺寸公差为:零件外形:12mm 45mm 30mm 10mm 75mm零件内形:12 mm表1-1 碳素结构钢的力学性能表材料名称材料牌号材料状态极限强度伸长率屈服强度弹性模量E/MPa抗剪抗拉碳素结构钢05 已退火的200 230 28 - 05F 210-300 260-380 32 -08F 220-310 280-390 32 18008 260-360 330-450 32 200 19000010F 220-340 280-420 30 19010 260-340 300-440 29 210 19800015F 250-370 320-460 28 -15 270-380 340-480 26 230 20200020F 280-890 340-480 26 230 2000002O 280-400 360-510 25 250 21000025 320-440 400-550 24 280 20200030 360-480 450-600 22 300 20100035 400-520 500-650 20 320 20100040 420-520 520-670 18 340 21350045 440-560 550-700 16 360 204000表1-2 部分碳素钢抗剪性能材料名称牌号材料状态抗剪强度抗拉强度伸长率屈服强度普通碳素Q195 未退火260~320 320~400 28~33 200钢Q235 未退火310~380 380~470 21~25 240Q275 未退火400~500 500~620 15~19 280优质碳素08F 已退火220~310 280~390 32 180 结构钢08 已退火260~360 330~450 32 20010 已退火260~340 300~440 29 21020 已退火280~400 360~410 25 25045 已退火440~560 550~700 16 360表1-3 部分标准公差值(GB/T1800.3—1998)公差IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 等级基本/μm /mm尺寸/mm>3~18 30 48 75 0.12 0.18 0.30 0.48 0.75 6>6~22 36 58 90 0.15 0.22 0.36 0.58 0.90 10>1027 3 70 110 0.18 0.27 0.43 0.70 1.10 ~18>183 2 84 130 0.21 0.33 0.52 0.84 1.30 ~30>309 2 100 160 0.25 0.39 0.62 1.00 16.0 ~506 4 120 190 0.30 0.46 0.74 1.20 19.0 >50~80>804 87 140 220 0.35 0.54 0.87 1.40 2.20 ~120从表1-1、表1-2中查出08F抗拉强度:=280~390Mpa抗剪强度:τ=220~310Mpa伸长率:δ=32%屈服强度:=180Mpa分析其力学性能较好,故选择08F材料。
冷冲压模具设计汇总
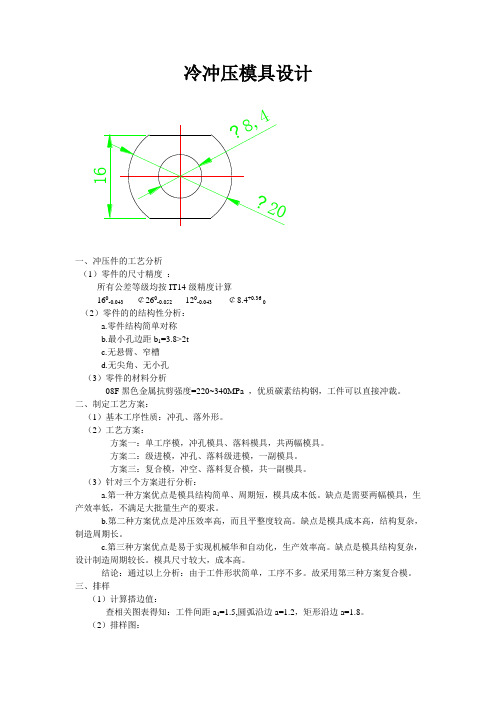
冷冲压模具设计一、冲压件的工艺分析(1)零件的尺寸精度:所有公差等级均按IT14级精度计算160-0.043¢260-0.052120-0.043 ¢8.4+0.36 0(2)零件的的结构性分析:a.零件结构简单对称b.最小孔边距b1=3.8>2tc.无悬臂、窄槽d.无尖角、无小孔(3)零件的材料分析08F黑色金属抗剪强度=220~340MPa ,优质碳素结构钢,工件可以直接冲裁。
二、制定工艺方案:(1)基本工序性质:冲孔、落外形。
(2)工艺方案:方案一:单工序模,冲孔模具、落料模具,共两幅模具。
方案二:级进模,冲孔、落料级进模,一副模具。
方案三:复合模,冲空、落料复合模,共一副模具。
(3)针对三个方案进行分析:a.第一种方案优点是模具结构简单、周期短,模具成本低。
缺点是需要两幅模具,生产效率低,不满足大批量生产的要求。
b.第二种方案优点是冲压效率高,而且平整度较高。
缺点是模具成本高,结构复杂,制造周期长。
c.第三种方案优点是易于实现机械华和自动化,生产效率高。
缺点是模具结构复杂,设计制造周期较长。
模具尺寸较大,成本高。
结论:通过以上分析:由于工件形状简单,工序不多。
故采用第三种方案复合模。
三、排样(1)计算搭边值:查相关图表得知:工件间距a1=1.5,圆弧沿边a=1.2,矩形沿边a=1.8。
(2)排样图:(3)材料利用率:η=S/S0=S/AB=226.04/17.5*22.4=56.7%四、冲压力计算及压力中心(1)落料力F1=kltτ=1.3x61.1x1.5x340=40.51KN冲孔力F2= kltτ=1.3XπX8.4X1.5X340=17.49KN卸料力F卸=K卸F=0.0425X40.51=1.72KN顶出力F顶=0.06X40.51=2.43总力=F1+F2+F卸+F顶=62.15KN(2) 压力中心由于工件结构对称,压力中心为(0,0)五、压力机的选择:JH21-63型压力机六、刃口尺寸的计算:(1)冲裁间隙Zmax=12%*1.5=0.18,Zmin=8%*1.5=0.12(2 ) 冲孔φ8.4+0.360(分开加工)查表知:磨损系数X=0.5,D P=(Dmin+X△)-δp0=8.4+(0.5*0.36)0-0.020=8.580-0.020D D=( D P +Zmin)+δd0=(8.58+0.12)+0.0200=8.70+00.020(3) 落料件外形轮廓(配合加工)未注公差均按IT14查表写出160-0.043φ200-0.052 120-0.043凹模尺寸:Ad=15.97+0.0110 Ad=19.97+0.0130Ad=11.98+0.0110凸模尺寸实际配作,保证冲裁间隙0.12~0.18。
冷冲压模具毕业设计

山西机电职业技术学院毕业设计(论文)2013级模具设计与制造题目:支架板冲压模具设计与制造毕业时间:2013 -07学生姓名:朱强指导教师:董海涛班级:模具10192010年3月22日摘要模具属于精密机械产品,它主要由机械零件和机构组成,如成形工作零件、导向零件、支承零件、定位零件及送料机构、抽芯机构、推出机构等。
模具与相应的成形设备(如冲床、塑料注射机、压铸机等)配套使用时,可直接改变金属或非金属材料的形状、尺寸、相对位置和性能,使之成形为合格的制件。
模具设计是模具制造的基础,合理正确的设计是正确制造模具的保证;模具制造技术的发展对提高模具质量、精度以及缩短制造模具的周期具有重要的意义;模具的质量、使用寿命、制造精度及合格率在很大程度上取决于制造模具的材料及热处理工艺;模具成本直接关系到制件的成本以及模具生产企业的经济效益;模具工作零件的精度决定制件的精度;模具的寿命又与模具材料及热处理、模具结构以及所加工制作材料等诸多因素有关;模具的安装与使用直接关系到模具的使用性能及安全;而模具的标准化是模具设计与制造的基础,对大规模、专业化生产模具具有极重要的作用,模具标准化程度的高低是模具工业发展水平的标志。
本次设计绘图采用CAD进行,CAD为计算机辅助制图工具,是一款专业机械平面制图软件,具有很强的图象处理功能。
关键词:模具设计,排样,冷冲模ABSTRACTThe mold belongs to the precision machinery product, it mainly is composed by the machine parts and the organization, like the formed work components, the guidance components, the supporting components, the localization components and the feed mechanism, pull out when the core organization, promotes the organization and so on the mold and the corresponding complete installation (for example punch press, plastic injection machine, compression casting machine and so on) the necessary use, may directly change the metal or the nonmetallic material shape, the size, the relative position and the performance, causes it forming for the qualified work-piece .mold design is the foundation which the mold makes, the reasonable correct design is correctly makes the mold the guarantee; The mold manufacture technology development to improves the mold quality, the precision as well as reduces makes mold the cycle to have the vital significance; The mold quality, the service life, the manufacture precision and the qualified rate are decided in the very great degree to makes the mold the material and the heat treatment craft; The mold cost directly relates thework-piece the cost as well as the mold production enterprise's economic efficiency; The mold work components precision decides the work-piece the precision; The mold life with the mold material and the heat treatment, the mold structure as well as processes the manufacture material related and so on many factors; The mold installment and the use directly relates the mold the operational performance and the security; But the mold standardization is the mold design and the manufacture foundation, to large-scale, the specialized production mold has the extremely vital role, the mold standardization degree height is the mold industrial development level symbolThis design cartography uses CAD to carry on, CAD is the computer auxiliary charting tool, is section specialty mechanical plane charting software, has the very strong imagery processing functionKEY WORD: The mold design, Row of type,Cold ramming目录前言 (5)冷冲压的概述 (12)冲压工艺的特点及应用 (12)模具设计的主要内容 (13)§1.1 零件简图 (15)§1.2冲压件工艺性分析 (15)§1.3冲压工艺方案的确定 (16)§1.4主要设计计算 (17)§1.5模具的主要零部件的结构与尺寸 (29)§1.6 模具总体设计 (34)总结 (38)致谢 (39)参考文献 (40)前言当前,我国工业生产的特点是产品品种多、更新快和市场竞争激烈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
rd
垫板冲压模具设计
1前言
冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程。
+0. 185580=5-0. 74: D A1 =(58-0.5×0.74 0
0+0. 1850(㎜)+0. 155+0. 15538-0. 62: D A2=(38-0. 5×0.62)0=37.690(㎜)
30
16
00-0. 520-0. 43+0. 13+0. 13: D A3=(30-0. 5×0.52)0=29.740(㎜)+0. 1075+0. 1075: D A4=(16-0. 5×0.43)0=15.7850(㎜)+0. 09+0. 098-0. 36: D A5=(8-0. 5×0.36)0=7.180(㎜)
冲裁模设计题目
如图1所示零件:垫扳
生产批量:大批量材料:08F
t=2mm
2零件的工艺分析
2.1结构与尺寸
该零件结构简单,形状对称。硬钢材料被自由凸模冲圆形孔,查《冷冲压工艺及模具设计》表3-8,可知该工件冲孔的最小尺寸为1.3t,该工件的孔径为:Φ6>1.3t=1.3×2=2.6。
由于该冲裁件的冲孔边缘与工件的外形的边缘不平行,故最小孔边距不应小于材料厚度t,该工件的空边距(20>t=2,(10>t=2,均适宜于冲裁加工。
5.1排样设计与计算
零件外形近似矩形,轮廓尺寸为58×30。考虑操作方便并为了保证零件精度,采用直排有废料排样。如图1所示:
查《冷冲压工艺及模具设计》表3-13,工件的搭边值a=2,沿边的搭边值a 1=2.2。级进模送料步距为S=30+2=32mm
条料宽度按表3-14中公式计算:B -0△=(Dmax +2a1 -△0查表3-15得:△=0.6
查《冷冲压工艺及模具设计》表3-3可知Z max =0.360㎜, Z min =0.246㎜相应凸模按凹模实际尺寸配作,保证最小合理间隙为0.246mm
冲孔凸模刃口尺寸。冲孔凸模为圆形,可按《冷冲压工艺及模具设计》公式d T =(dmin +x △ 0计算,取δT =△/4,制件精度为IT14级,故X=0.5 -
5.3计算凸、凹模刃口尺寸及公差
由于模具间隙较小,固凸、凹模采用配作加工为宜,由于凸、凹模之间存在着间隙,使落下的料或冲出的孔都带有锥度。落料件的尺寸接近于凹模刃口尺寸,而冲孔件的尺寸接近于凸模刃口尺寸。固计算凸模与凹模刃口尺寸时,应按落料与冲孔两种情况分别进行。由此,在确定模具刃口尺寸及其制造公差时,需遵循以下原则:
B=(58+2×2.2)0-0. 6=62.4-0. 6(㎜)
由零件图近似算得一个零件的面积为1354. 8㎜2,一个进距内的坏料面积
B ×S=62.4×32=1996.8㎜2。因此一个进距内的材料利用率为:
η=(A/BS)×100﹪=67.8﹪
查《冷冲压工艺及模具设计》附表3选用板料规格为710×2000×2。
=12.74
KN
卸料力:
Fx=KxF落
=0.05×109.69
=5.48KN
推件力:
根据材料厚度取凹模刃口直壁高度h=6,
故:n=h/t=3
F T =nKtF孔
=3×0.055×25.47
=4.20KN
总冲压力:
F Ё= F落+ F孔+Fx+ FT
则F Ё=109.69+12.74+5.48+4.20
2.2精度
零件内、外形尺寸均未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差,经查表得,各尺寸公差分别为:
零件外形:58零件内形:6
-0. 74+0. 300
0-0.-0. 36
,38, 30, 16, 8
孔心距:18±0.215,
利用普通冲裁方式可以达到零件图样要求。
(I)落料时以凹模尺寸为基准,即先确定凹模刃口尺寸;考虑到凹模刃口尺寸在使用过程中因磨损而增大,固落料件的基本尺寸应取工件尺寸公差范围较小尺寸,而落料凸模的基本尺寸则按凹模基本尺寸减最小初始间隙;
(II)冲孔时以凸模尺寸为基准,即先确定凸模刃口尺寸,考虑到凸模尺寸在使用过程中因磨损而减小,固冲孔件的基本尺寸应取工件尺寸公差范围内的较大尺寸,而冲孔凹模的基本尺寸则按凸模基本尺寸加最小初始间隙;
(III)凸模与凹模的制造公差,根据工件的要求而定,一般取比工件精度高2~3级的精度,考虑到凹模比凸模的加工稍难,凹模比凸模低一级。
a:落料凹模刃口尺寸。按磨损情况分类计算:
i凹模磨损后增大的尺寸,按《冷冲压工艺及模具设计》公式:D A =(Dmax -X △;计算,取δA =△/4,制件精度为IT14级,故X=0.5
4.5凸模设计
凸模的结构形式与固定方法:
落料凸模刃口部分为非圆形,为便于凸模与固定板的加工,可设计成固定台阶式,中间台阶和凸模固定板以H7/m6过渡配合,凸模顶端的最大台阶是用其台肩挡住凸模,在卸料时不至于凸模固定板中拉出。并将安装部分设计成便于加工的长圆形,通过接方式与凸模固定板固定。
5工艺设计计算
采用横裁时,剪切条料尺寸为62.4。一块板可裁的条料为32,每间条可冲零件个数22个零件。则一块板材的材料利用率为:
η=(n ×A 0/A)×100﹪
η=(22×32×1354.8/710×2000)×100﹪=67.2﹪
采用纵裁时,剪切条料尺寸为62.4。一块板可裁的条料为11,每条可冲零
件个数62个零件,则一块板材的材料利用率为:
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。
B=s+(2. 5~4.0)H
=58+(2. 5~4.0)×16.24
=98.6~122.96(㎜)
L=s1+2s2
=30+2×36
=102(㎜)
η=(n ×A 0/A)×100﹪
η=(11×62×1354.8/710×2000)×100﹪=59.2﹪
根据以上分析,横裁时比纵裁时的板材的材料利用率高,因此采用横裁。
5.2计算冲压力与压力中心,初选压力机
冲裁力:根据零件图可算得一个零件外周边长度:
L 1=16π+8+28+38×2
=162.27内周边长度之和:
凹模刃口的结构形式:因冲件的批量较大,考虑凹模有磨损和保证冲件的质
量,凹模刃口采用直刃壁结构,刃壁高度取6mm,漏料部分沿刃口轮廓单边扩大0.5 mm
凹模轮廓尺寸的确定:
查《冷冲压工艺及模具设计》表3-24,得:K=0.28;
查《冷冲压工艺及模具设计》表3-25,得: s 2=36;
凹模厚度H=ks=0.28×58=16.24(㎜)
虽然零件的生产批量较大,但合理安排生产,可用手工送料方式能够达到批量要求,且能降低模具成本,因此采用手工送料方式。考虑到零件尺寸大小,材料厚度,为了便于操作和保证零件的精度,宜采用导料板导向,固定挡料销挡料,并与导正销配合使用以保证送料位置的准确性,进而保证零件精度。为了保证首件冲裁的正确定距,采用始用挡料销,采用使用挡料销的目的是为了提高材料利用率。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。
120+0. 300: d T1=(6+0.5×0.30 0
-0. 075=6.15-0. 075
6设计选用零件、部件,绘制模具总装草图
6.1凹模设计
凹模的结构形式和固定方法:凹模采用矩形板状结构和通过用螺钉、销钉固定在凹模固定板内,其螺钉与销钉与凹模孔壁间距不能太小否则会影响模具强度和寿命,其值可查《冷冲压工艺及模具设计》表3-23。
根据以上分析,该零件采用复合冲裁工艺方案。
4确定模具总体结构方案
4.1模具类型
根据零件的冲裁工艺方案,采用复合冲裁模。复合模的主要结构特点是存在有双重作用的结构零件——凸凹模,凸凹模装在下模称为倒装式复合模。采用倒装式复合模省去了顶出装置,结构简单,便于操作,因此采用倒装式复合冲裁模。
4.2操作与定位方式
(1冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。