摩擦焊接技术及其工程应用
摩擦焊接工艺(3篇)

第1篇一、引言摩擦焊接是一种利用摩擦热加热金属并施加压力以实现焊接连接的工艺。
它具有操作简单、焊接质量稳定、焊接速度快、成本低等优点,广泛应用于汽车、航空、航天、造船、铁路等行业。
本文将对摩擦焊接工艺的原理、设备、工艺参数及焊接质量等方面进行详细介绍。
二、摩擦焊接原理摩擦焊接的原理是利用摩擦产生的热量将金属表面加热至塑性状态,然后在一定压力下使两金属表面相互接触并发生塑性变形,从而实现焊接连接。
摩擦焊接过程中,金属表面的接触面积逐渐增大,摩擦产生的热量也不断增加,直至焊接接头形成。
1. 摩擦生热摩擦焊接过程中,通过摩擦产生的热量使金属表面温度升高,热量传递至金属内部,使金属达到塑性状态。
摩擦热的大小与摩擦系数、摩擦速度、摩擦时间等因素有关。
2. 塑性变形摩擦焊接过程中,摩擦产生的热量使金属表面达到塑性状态,金属表面发生塑性变形。
在压力作用下,金属表面相互接触,形成一定的接触面积,为焊接接头提供结合力。
3. 焊接接头形成随着摩擦焊接过程的进行,金属表面接触面积逐渐增大,塑性变形程度加深,焊接接头逐渐形成。
焊接接头质量取决于摩擦焊接过程中的工艺参数和金属材料的性能。
三、摩擦焊接设备摩擦焊接设备主要包括摩擦焊接机、夹具、焊接电源等。
1. 摩擦焊接机摩擦焊接机是摩擦焊接过程中的核心设备,其主要功能是产生摩擦力、实现摩擦焊接过程。
摩擦焊接机可分为机械式、液压式、电磁式等类型。
2. 夹具夹具用于固定焊接件,保证焊接过程中的定位精度。
夹具的设计应满足以下要求:具有较高的定位精度、良好的耐磨性、易于操作和调整。
3. 焊接电源焊接电源为摩擦焊接提供能量,常见的焊接电源有直流电源、交流电源等。
焊接电源的电压、电流等参数应根据焊接工艺和金属材料选择。
四、摩擦焊接工艺参数摩擦焊接工艺参数主要包括摩擦时间、摩擦压力、焊接速度、预热温度等。
1. 摩擦时间摩擦时间是指摩擦焊接过程中摩擦头与工件接触的时间。
摩擦时间过长,会导致焊接接头质量下降;摩擦时间过短,则无法产生足够的摩擦热。
摩擦焊的特点及应用场合

摩擦焊的特点及应用场合摩擦焊是一种固态连接技术,它是将两个工件通过在它们之间施加旋转摩擦热进行加热,并施加一定的轴向力使其连接的方法。
其与传统的焊接方法相比具有以下特点:1. 无焊接功率和焊接工件降低:摩擦焊不需要任何传统焊接过程中所需要的焊接功率,也不需要使用额外的焊接材料。
这样可以降低能源消耗和成本,并且避免了焊接区域的变形和应力集中问题。
2. 高强度连接:通过摩擦焊连接的工件具有较高的强度和耐腐蚀性能,因为在摩擦焊过程中生成了细小的晶粒和均匀的显微组织。
3. 高效、快速连接:摩擦焊的加热速度很快,通常只需要几秒钟即可完成连接。
此外,由于不需要额外的焊接材料,连续焊接也是可行的,从而提高了焊接效率。
4. 适用于多种材料:摩擦焊可适用于各种材料,包括金属材料、塑料材料和复合材料等。
这些材料之间的连接往往难以使用其他传统焊接方法实现。
基于以上特点,摩擦焊广泛应用于各种场合:1. 汽车制造业:摩擦焊被广泛应用于汽车制造业中的各个环节,如车身焊接、发动机部件焊接、排气系统焊接等。
摩擦焊可以实现金属和塑料材料之间的连接,并且具有高强度、高密封性和高耐热性能,从而提高汽车的质量和性能。
2. 航空航天工业:摩擦焊在航空航天工业中广泛应用于连接铝合金和钛合金等材料。
这些材料具有高强度和低重量等特点,但传统的焊接方法难以连接它们。
摩擦焊不需要额外的焊接材料,可以实现这些材料之间的可靠连接。
3. 管道工程:摩擦焊被应用于管道工程中的焊接和连接工艺。
它可以连接各种金属管道和塑料管道,并且具有高强度和耐腐蚀性能,从而确保管道的安全和可靠性。
4. 电子设备制造业:摩擦焊广泛应用于电子设备制造业中的连接工艺。
它可以实现金属和塑料材料之间的连接,并且不会产生过多的热量和变形,从而保证了电子设备的稳定性和可靠性。
总之,摩擦焊作为一种高效、快速、高强度的连接技术,具有广泛的应用场合。
随着科学技术的不断发展,摩擦焊的应用领域还将不断扩展,成为现代制造业中重要的焊接工艺之一。
搅拌摩擦焊技术基础及其工程应用探讨

搅拌摩擦焊技术基础及其工程应用探讨发布时间:2021-07-01T16:44:57.930Z 来源:《科学与技术》2021年第29卷3月7期作者:李继欣王亚平赵伯明[导读] 本文对搅拌摩擦焊技术的应用原理进行了阐述,围绕搅拌摩擦焊技术在各工程领域的应用与发展进行了探讨与研究,李继欣王亚平赵伯明中车大同电力机车有限公司山西省大同市 037038摘要:本文对搅拌摩擦焊技术的应用原理进行了阐述,围绕搅拌摩擦焊技术在各工程领域的应用与发展进行了探讨与研究,希望能够从理论层面上为搅拌摩擦焊技术的完善与发展提供一点参考与借鉴。
关键词:搅拌摩擦焊技术;基础;工程应用引言:搅拌摩擦焊是一种新型固相材料焊接技术,该技术源自于英国,目前在工业领域有着非常高的应用价值。
在焊接技术持续完善的背景下,搅拌摩擦焊技术也得到了一定的优化,不管是焊接材料、焊接结构还是工艺应用水平在理论与实践层面上都有了不同程度的提升。
在此背景下,工程制造中采用搅拌摩擦焊技术,能够有效控制能耗,在环保方面具有非常突出的优势。
近年来随着铁路车辆的发展,搅拌摩擦焊技术已经逐渐成为了一种常见的固相连接技术应用于铝合金车体的制造中。
当然我们必须承认的是,在其他领域中,该项技术的应用水平依然有很大的提升空间。
鉴于此,我们有必要围绕搅拌摩擦焊技术及其在工程中的应用与发展进行探索与研究。
一、搅拌摩擦焊技术原理就本质而言,搅拌摩擦焊是基于传统的摩擦焊接技术发展优化而来的一种工艺技术。
搅拌摩擦焊原理就是在材料摩擦受热过程中,受形变与机械作用力的影响而达到焊接的目的。
在工程实践中利用搅拌摩擦焊技术,首先需要在目标工件中插入匀速旋转的搅拌头,此时工件中的材料与搅拌头发生摩擦并形成作用力,进而产生热量。
在摩擦热的作用下,材料会发生软化以及塑性形变,从而释放能量。
最后搅拌头会沿着塑性形变的焊接坡口,持续向前推进,材料也会因为吸收热量而发生塑性形变,与搅拌头一起向前移动,并在搅拌头的压力下,与焊接工件永久连接到一起。
摩擦焊接技术的应用及原理

摩擦焊接技术的应用及原理00摩擦焊接技术的应用及原理有哪位帮我诠释一下目前使用摩擦焊接技能的应用及道理呀?你看看这片文章对你有没有帮忙?【摩擦焊技能发展与展望】作者:周君技能改进谢谢,这个对我很有帮忙,但有没有侧重道理的呀拌和摩擦焊的道理与应用--1媒介摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部到达热塑性状态,然后迅速顶锻,完成焊接的一种要领。
摩擦焊可以方便地连接同种或异种材料,包括金属、部门金属基复合材料、陶瓷及塑料。
摩擦焊要领在打造业中已应用40多年了,由于其生产率高、质量好获患了广泛的工程应用,但焊接的对象主如果回转形零件,虽则也有其它形式的摩擦焊技能浮现,以克服被焊工件几何形状的限定或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但现实应用很少。
最近还浮现了摩擦堆焊,在工件上形成特殊性能的表面层。
拌和摩擦焊(FrictionStirWelding)是英国焊接研究所TWI(TheWeldingInstitute)提出的专利焊接技能[1,2]。
拌和摩擦焊除开具有平凡摩擦焊技能的优点外,还可以进行多种接头形式和不同焊接位置的连接。
挪威已建立了世界上第一个拌和摩擦焊商业设备,可焊接厚3~15mm、尺寸6×16m2的A1船板;1998年美利坚合众国波音公司的空间和守势实验室引进了拌和摩擦焊技能,用于焊接某些火箭部件;麦道公司也把这类技能用于打造Delta搭载火箭的推进剂贮箱。
本文首要介绍拌和摩擦焊的要领、过程、独特的地方以及焊接质量。
2拌和摩擦焊要领与常规摩擦焊同样,拌和摩擦焊也是利用摩擦热作为焊接发热物体。
不同之处在于,拌和摩擦焊焊接过程是由一个圆柱体型状的焊头(weldingpin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化,同时对材料进行拌和摩擦来完成焊接的。
焊接过程如图1所示。
在焊接过程当中,工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对于移动。
摩擦焊接技术及其工程应用
摩擦焊接技术及其工程应用摘要:摩擦焊是一种先进的固相连接技术,具有能量利用率高、能耗低、污染和噪声小的特点,符合未来工业技术的发展趋势。
摩擦焊接技术以其绿色环保、能耗低等优点和独有的技术优势,已经开始从航空航天制造开始向民用拓展且发展迅速,应用前景将会非常广阔。
关键词:摩擦焊接;工程应用;讨论摩擦焊接技术是一种新型的固相材料连接技术,由英国焊接研究所(TWI)研发,已广泛应用于工业的各个领域,随着对焊接工艺、焊接材料、搅拌头结构等研究的不断深入,搅拌摩擦焊接技术以其绿色环保、能耗低等优点和独有的技术优势迅速得到社会的认可和技术推广,逐渐成为当下焊接领域内最热门的固相连接技术方法之一。
一、旋转摩擦焊旋转摩擦焊是迄今为止最常见的一种摩擦焊,在机器工业中占有很大的比例,可以焊接直径从1—200mm的固体圆柱棒。
旋转摩擦焊有三种类型:连续驱动焊、惯性摩擦焊以及两种方式的组合。
一端高速旋转,同时在两端施加轴向力,摩擦加热到预定温度后,停止马达运转并施加一个更大的轴向力进行顶锻。
在惯性摩擦焊中,将其中的一个工件连接到飞轮上,当达到适当的速度后,停止飞轮的运转,同时另一工件施加轴向力进行顶锻。
工件接触点的摩擦,既是热源,又是制动方式。
两种旋转摩擦焊最本质的区别是:连续驱动摩擦焊是由一个连续的轴向速度驱动,而惯性摩擦焊预先估计所需的能量,让飞轮达到一个较高的速度,将能量保存在飞轮上,然后逐渐减小到零,将这些能量在接触面上转化为热量。
旋转摩擦焊适用于各种异型金属组合的焊接。
不同结构以及具有不同热和力学性质的异种金属也可以焊接。
鉴于焊接周期短,容易获得实时监测参数等优点,汽车工业对此特别青睐,并已安装了大批旋转摩擦焊接机用于生产至少有一个部件具有对称性的零件,比如传动链条部分中的传动轴、齿轮、发动机排气阀门、变速箱等同轴性有较高要求的部件,铝合金轮辋也通过这种焊接方式批量生产。
二、径向摩擦焊旋转摩擦焊有一个内在的缺陷,即焊接对象是小部件,但若是两根长管进行焊接,用旋转摩擦焊就比较困难,径向摩擦焊可以很好地解决这个问题。
港珠澳大桥新技术摩擦焊工艺介绍
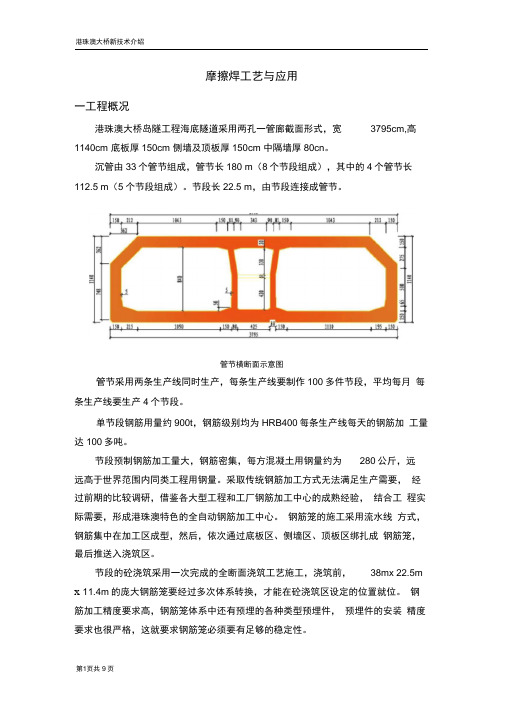
摩擦焊工艺与应用一工程概况港珠澳大桥岛隧工程海底隧道采用两孔一管廊截面形式,宽3795cm,高1140cm 底板厚150cm 侧墙及顶板厚150cm 中隔墙厚80cn。
沉管由33个管节组成,管节长180 m(8个节段组成),其中的4个管节长112.5 m(5个节段组成)。
节段长22.5 m,由节段连接成管节。
管节横断面示意图管节采用两条生产线同时生产,每条生产线要制作100多件节段,平均每月每条生产线要生产4个节段。
单节段钢筋用量约900t,钢筋级别均为HRB400每条生产线每天的钢筋加工量达100多吨。
节段预制钢筋加工量大,钢筋密集,每方混凝土用钢量约为280公斤,远远高于世界范围内同类工程用钢量。
采取传统钢筋加工方式无法满足生产需要,经过前期的比较调研,借鉴各大型工程和工厂钢筋加工中心的成熟经验,结合工程实际需要,形成港珠澳特色的全自动钢筋加工中心。
钢筋笼的施工采用流水线方式,钢筋集中在加工区成型,然后,依次通过底板区、侧墙区、顶板区绑扎成钢筋笼,最后推送入浇筑区。
节段的砼浇筑采用一次完成的全断面浇筑工艺施工,浇筑前,38mx 22.5m x 11.4m的庞大钢筋笼要经过多次体系转换,才能在砼浇筑区设定的位置就位。
钢筋加工精度要求高,钢筋笼体系中还有预埋的各种类型预埋件,预埋件的安装精度要求也很严格,这就要求钢筋笼必须要有足够的稳定性。
钢筋构造图如下:二J 型拉钩筋的设置与摩擦焊1、‘ J 型拉钩筋’的应用为满足管节受力设计的需要,在庞大的钢筋笼中,侧墙、中墙以及底板、顶 板I Cri cl <I」©4p®pL丄◎ItI B£i⑪■"丿IW!1 w^a^RittiMu *标准管节钢筋构造断面图中,剪力键等部位,都需布设大量的箍筋,或是拉筋。
由于钢筋笼的钢筋太密集,且又要兼顾预埋件及预埋件的锚固筋等因素的影响,哪怕是开口的双肢箍也难以有足够的空间位置进行操作。
摩擦焊

摩擦焊焊接设备
4、夹头 夹头分为旋转和固定两种。为了使夹持牢靠, 不出现打滑旋转、后退、振动等,夹头与工件的 接触部分硬度要高,耐磨性要好。 5、控制系统 控制系统包括焊接操作程序控制和焊接参数 控制等。 程序控制即控制摩擦焊机按预先规定的动作次 序完成送料、夹紧焊件、主轴旋转、摩擦加热、 顶锻焊接、切除飞边和退出焊件等操作。
•
摩擦焊的应用
轴承组——平衡油缸液力平衡旋转活塞,多片式粉末冶金 涂层离合器,滚动导轨和可编程序控制器(PLC)控制等 多项先进技术,使焊机制造水平有了较大的提高。 随着实际生产的需要。国内对于其它型式的摩擦焊机也 进行了研制,如长春焊接设备厂研制了小吨位的惯性焊机, 相位摩擦焊机,哈尔滨焊接研究所研制了具有形变热处理 功能带机上淬火装置及自动去飞边装置的混合式摩擦焊机, 变频调速相位摩擦焊机。哈尔滨量具刃具厂研制了20T双 头摩擦焊机,中国兵器工业第五九研究所研制了小吨位径 向摩擦焊机[5],北京赛福斯特技术有限公司研制了系列搅 拌摩擦焊机等等,这些焊机有的技术指标和制造水平已达 到或接近国外同类焊机的水平。
摩擦焊焊接工艺
4)端面垂直度一般小于直径的1%,过大会造成 不同轴度的径向力。 3、焊接参数 连续驱动摩擦焊的焊接参数主要包括主轴转速、 摩擦压力、摩擦时间、顶锻压力、顶段时间、变 形量等。 (1)转速和摩擦压力 当工件的直径一定时,转速就代表摩擦速度。 一般将达到焊接温度时的转速称为临界摩擦速度, 为了使变形层加热到金属材料的焊接温度,转速 必须大于临界摩擦速度。
摩擦焊焊接工艺
9) 待焊表面应避免渗氮、渗碳等。 10)设计接头形式的同时,还应注意工件的长度、直径 公差、焊接端面的垂直度、平面度和粗糙度。 2、接头表面准备 焊接前还需对焊件作如下处理 1) 焊件的摩擦端面应平整,中心部位不能有凹面或中 心孔,以防止焊缝中含空气和氧化物。 2) 当结合面上具有较厚的氧化层、镀铬层、渗碳层或 渗氮层时,常不易加热或被挤出,焊前应进行清除。 3)摩擦焊对焊件结合面的粗糙度、清洁度要求并不严 格,如果能加大焊接缩短量,则气割,冲剪、砂轮磨 削、锯断的表面均可直接施焊。
摩擦焊接技术

摩擦焊接技术嘿,朋友们!今天咱来聊聊摩擦焊接技术。
这玩意儿可神奇了,就像两个大力士在较劲儿!想象一下,两根金属棒,本来各不相干,但是通过摩擦焊接技术,就能紧紧地连接在一起,变得坚不可摧。
这可不是变魔术哦!摩擦焊接的时候啊,就好像一场激烈的拔河比赛。
两边都在用力,产生大量的热,让金属软化,然后就自然而然地融合在一起了。
这多有意思呀!它的优点可不少呢!首先,焊接的质量那是杠杠的,比一般的焊接方法可牢固多了。
而且呀,还能焊接各种奇奇怪怪形状的金属,这可真是厉害得很呐!再者说,它还很环保呢,不会产生那些乱七八糟的污染。
你说这摩擦焊接技术是不是很牛?咱平时用的好多东西,说不定就有它的功劳呢。
汽车零件呀,飞机部件呀,都有可能是通过摩擦焊接技术连接起来的。
那有人可能要问了,这技术就没有缺点吗?嘿嘿,当然有啦!它对设备的要求比较高,可不是随随便便就能搞起来的。
而且操作起来也得小心谨慎,不然一不小心出了差错,那可就麻烦啦!不过呢,总的来说,摩擦焊接技术还是利大于弊的。
它就像是一个默默无闻的英雄,在背后为我们的生活提供着坚实的保障。
咱再想想,要是没有摩擦焊接技术,那得有多少东西没法制造出来呀?那我们的生活得多不方便呀!所以说呀,可别小瞧了这小小的摩擦焊接技术,它的作用可大着呢!它就像一个勤劳的工匠,默默地工作着,让我们的生活变得更加美好。
咱得感谢那些研究和使用摩擦焊接技术的人,是他们让我们的世界变得更加精彩。
怎么样,现在是不是对摩擦焊接技术有了更深的了解呢?是不是觉得它特别神奇呀?反正我是这么觉得的!以后再看到那些焊接得特别好的东西,可别忘记了摩擦焊接技术的功劳哦!原创不易,请尊重原创,谢谢!。