加工过程的复合自适应模糊控制
模糊控制系统的自适应性
模糊控制系统的自适应性在探讨模糊控制系统的自适应性时,我们深入了解了这一领域中的关键概念和技术。
模糊控制系统是一种基于模糊逻辑的控制系统,能够处理模糊性和不确定性,并且能够适应系统动态变化的能力。
自适应性是指系统具备自我调整和适应环境变化的能力。
在模糊控制系统中,自适应性是至关重要的,因为它允许系统根据外部环境的变化自行调整其控制行为,以保持系统的稳定性和性能。
模糊控制系统的自适应性体现在以下几个方面:1. **参数自适应**:模糊控制系统可以根据系统的工作状态和性能要求自适应地调整模糊控制器的参数。
这意味着系统能够自动调整模糊控制器中的隶属函数、模糊规则库或输出的缩放因子,以适应不同的工作环境和需求。
2. **环境响应**:自适应模糊控制系统可以感知环境变化并相应地调整其控制策略。
例如,在一个温室控制系统中,模糊控制器能够根据温度、湿度等环境参数的变化,自适应地调整植物生长所需的温度和湿度条件。
3. **鲁棒性**:模糊控制系统的自适应性也表现在其对干扰和噪声的抵抗能力上。
它可以自动调整控制策略以应对外部干扰,保持系统的稳定性和性能。
实现模糊控制系统的自适应性通常依赖于以下技术和方法:- **自适应控制算法**:采用神经网络、遗传算法或模糊神经网络等技术,实现模糊控制系统参数的自适应调整。
- **模糊建模与识别**:通过模糊建模和识别方法,实现对系统动态特性和工作环境的实时感知,以便系统自适应地调整。
- **参数估计和优化**:利用参数估计和优化算法,提高模糊控制系统的性能,确保其在动态环境下的稳定性和鲁棒性。
在工业控制、智能交通、机器人技术等领域,模糊控制系统的自适应性被广泛应用。
它能够有效处理那些难以用精确数学模型描述的系统,并在不确定性环境中展现出良好的控制能力。
总之,模糊控制系统的自适应性是其关键特征之一,使得系统能够灵活应对复杂、动态的控制环境,并取得更好的控制效果和稳定性。
随着技术的不断发展,对模糊控制系统自适应性的研究和应用也将不断深入,为各个领域的自动控制带来更多的可能性和前景。
控制理论中的自适应控制与模糊控制
控制理论中的自适应控制与模糊控制自适应控制与模糊控制是控制理论中的两种重要方法,它们都具有适应性和鲁棒性,并且在不同的工程领域中广泛应用。
本文将分别介绍自适应控制和模糊控制的原理和应用,并比较它们的优缺点。
1. 自适应控制自适应控制是一种实时调节控制器参数的方法,以实现对系统模型和动态特性的跟踪和适应。
自适应控制的基本原理是通过不断观察和检测系统的输入和输出,根据误差的大小来调整控制器的参数,从而实现对系统的控制。
自适应控制的核心是自适应算法,常用的自适应算法有最小均方(LMS)算法、普罗弗洛夫诺夫(P-N)算法等。
通过这些算法,控制系统能够根据实时的输入输出信息,对控制器的参数进行在线调整,从而实现对未知或变化的系统模型的自适应控制。
自适应控制具有以下优点:- 可适应性强:自适应控制能够根据实时的系统输入输出信息调整控制器参数,适应不同的系统模型和工作条件。
- 鲁棒性好:自适应控制对于系统参数的不确定性和变化有很好的鲁棒性,能够有效应对系统参数的变化和干扰。
然而,自适应控制也存在以下缺点:- 算法设计复杂:自适应控制的算法设计和调试较为复杂,通常需要深入了解系统模型和控制理论。
- 需要大量计算资源:自适应控制需要实时处理系统的输入输出信息,并进行参数调整,因此需要较大的计算资源和实时性能。
2. 模糊控制模糊控制是一种基于模糊逻辑的控制方法,它通过建立模糊规则和模糊推理来实现对非精确或模糊信息的处理和控制。
模糊控制的核心是模糊推理机制,通过将输入量和输出量模糊化,使用模糊规则进行推理和控制。
模糊控制的优点包括:- 不需要准确的数学模型:模糊控制可以处理非精确、模糊的输入输出信息,对于某些复杂系统,很难建立准确的数学模型,而模糊控制能够处理这种模糊性。
- 鲁棒性好:模糊控制对于系统参数的变化和干扰有较好的鲁棒性,能够在一定程度上应对不确定性和噪声的干扰。
然而,模糊控制也存在以下缺点:- 规则设计困难:模糊控制的性能很大程度上依赖于设计合理的模糊规则,而模糊规则的设计需要充分的专业知识和经验。
21. 如何通过模糊控制实现自适应系统?
21. 如何通过模糊控制实现自适应系统?21、如何通过模糊控制实现自适应系统?在当今科技飞速发展的时代,自适应系统在众多领域中发挥着至关重要的作用。
从工业自动化到智能交通,从智能家居到医疗设备,自适应系统能够根据环境的变化和输入的不确定性,自动调整自身的参数和行为,以达到最优的性能和效果。
而模糊控制作为一种智能控制方法,为实现自适应系统提供了一种有效的途径。
那么,什么是模糊控制呢?简单来说,模糊控制是一种基于模糊逻辑的控制方法,它不像传统的控制方法那样依赖于精确的数学模型,而是能够处理和利用模糊性和不确定性的信息。
在实际应用中,很多系统的行为和特性往往难以用精确的数学模型来描述,比如人的思维、判断和决策过程,或者一些复杂的非线性系统。
而模糊控制正是为了解决这类问题而应运而生的。
要通过模糊控制实现自适应系统,首先需要对系统进行模糊化处理。
这就意味着将系统的输入和输出变量转化为模糊集合。
例如,对于温度这个输入变量,我们可以定义“低温”、“中温”和“高温”等模糊集合。
同样,对于输出变量,比如风扇的转速,我们可以定义“慢速”、“中速”和“快速”等模糊集合。
接下来,要建立模糊规则库。
模糊规则库是模糊控制的核心部分,它包含了一系列基于专家经验或实验数据的规则。
这些规则通常以“如果……那么……”的形式表示。
比如,“如果温度是高温,那么风扇转速应该是快速”。
通过制定合理的模糊规则,可以使系统在不同的输入情况下做出相应的调整。
在模糊推理过程中,根据输入变量所属的模糊集合以及模糊规则库,通过一定的推理算法来确定输出变量所属的模糊集合。
这个过程类似于人类的推理和判断,是基于模糊逻辑进行的。
为了得到具体的输出值,还需要进行去模糊化处理。
去模糊化的方法有很多种,常见的有重心法、最大隶属度法等。
通过去模糊化,将模糊的输出集合转化为精确的数值,从而实现对系统的控制。
在实现自适应系统的过程中,模糊控制具有很多优势。
首先,它对系统模型的精确性要求不高,能够适应那些难以建立精确数学模型的系统。
模糊自适应控制模型

模糊自适应控制模型模糊自适应控制模型(Fuzzy Adaptive Control Model)是一种基于模糊逻辑和自适应控制理论的控制方法。
它通过模糊逻辑推理来处理复杂的非线性系统,并通过自适应算法对系统参数进行实时调整,以达到良好的控制效果。
在传统的控制方法中,通常需要对系统做出一定的假设和线性化处理,以简化数学模型和控制算法。
但是对于非线性系统来说,这种简化处理会导致控制误差增大,甚至无法完成控制任务。
而模糊自适应控制模型能够有效应对非线性系统的复杂性,并能够在系统工作过程中自适应调整控制策略,以适应系统的变化。
模糊逻辑是一种模糊集合理论的应用,它能够将传统的“对错”二元逻辑推广到“非常不对、不太对、不确定、不太对、非常不对”等连续的模糊集合之间。
在模糊自适应控制模型中,模糊逻辑被用于描述系统输入和输出之间的关系。
通过构建一系列模糊规则,将输入信息转化为输出控制指令,实现对系统的控制。
与传统的PID控制器相比,模糊自适应控制模型具有以下优点:1. 非线性适应能力强:模糊自适应控制模型能够处理复杂的非线性系统,并能够实现对系统的准确控制。
通过模糊规则的灵活组合,能够适应不同的系统工作状态。
2. 自适应能力强:模糊自适应控制模型能够实时调整系统参数,以适应系统的变化。
通过监测系统的输出误差,并根据误差大小进行自适应调整,能够提高系统的鲁棒性和稳定性。
3. 可靠性高:模糊自适应控制模型通过模糊逻辑的推理过程,构建了一系列的控制规则。
这些规则基于系统的历史信息和经验知识,能够提供可靠的控制策略,以应对各种复杂的工作环境。
模糊自适应控制模型的实现过程通常包括以下几个步骤:1. 模糊建模:通过对系统的输入、输出和控制误差进行模糊化处理,构建模糊规则库。
这些规则库描述了输入变量和输出变量之间的模糊关系。
2. 模糊推理:将输入变量和模糊规则库进行匹配,使用模糊推理方法计算出控制输出。
这些输出根据模糊规则库中的权重和置信度进行加权求和,得到最终的输出结果。
自适应模糊控制综述

自适应模糊控制综述作者:李岚来源:《山东工业技术》2015年第10期摘要:经过近50年的发展,模糊控制理论在实践中得到越来越广泛地应用。
将模糊逻辑技术与自适应控制相结合形成的自适应模糊控制,因其具有鲁棒性强、易于掌握和操作,并且控制技术自身克服了复杂、非线性等系统难以精确建模等特点,能够在控制过程中,根据自身输出与外界反馈,进一步修正控制器中的控制规则,使得控制效果更加的完善,所以自适应模糊控制在现代工业生产以及航天航空等多方面越来越得到重视,本文从模糊控制基本思想、自适应模糊控制的结构等方面对自适应模糊地理论结构进行了阐述,并介绍了各种关于自适应模糊控制的理论研究成果,最后对自适应模糊控制的发展做了小结并且阐述了模糊建模以及自适应模糊控制的实际研究意义和具有巨大的发展前景。
关键词:模糊控制;模糊逻辑系统;自适应控制0 引言自从1956年美国Zadel教授首次把模糊集这个概念在发表的关于模糊集合理论论文中期提出之后,模糊理论已发展了50年,模糊理论知识体系现已成熟和完善,同时也在工业生产的实践应用的领域越来越广泛。
把模糊逻辑技术当做控制规则融入与控制技术中,能有效解决和处理那些传统控制模式构造的控制器难以解决的难题,模糊自适应控制是将模糊逻辑理论与自适应控制相结合,具有鲁棒性强、易于掌握和操作、控制性能好等特点。
近年来,模糊自适应控制理论日趋成熟,控制技术也得到很大的发展,尤其是在智能控制、电子自动化以及航天航空等多方面解决了许多实际问题,引起了越来越多学者和技术人员的重视。
1 模糊控制理论的基本思想从1960年至今,现代控制理论广泛应用于重工业的生产实践、电子信息自动化以及航空航天等多方面并且取得了巨大的成功。
例如最优化控制这类问题中可以使用极小值原理来参与解决;运用卡尔曼滤波器解决含有有色噪声的系统中的问题加以研究;对大滞后过程的控制使用预测控制理论则能有效控制等等。
同样上述控制及应用都需一个基本条件:需能对被控对象进行精确的数学建模。
一种自适应模糊控制算法

制 。首先求得 模糊量 “对于 2 n等分 区间[1n ,所 一 】 1
对 应 的某 一小 区间 的下 界 ,设模 糊量 U n ()对应 的
模 糊“ 词汇 ” Ii 其 中 Ki∈ { 1 . 为 , K . ,n+1 1 ,…, 1 一, 1 ,…, . , } 1 1n ,则对应 的小区 间的下 界 K i 由下 可
制。
采用原先 的控 制规 则,使得控 制器不 能取得 良好的 控制效 果。 比如说温度 控制 , 由于夏季 与冬季 的环 境温度相 差较大 ,要 使被控对 象加热 到某一温 度或
者冷却 到某 一温度所 需 的时间是不一样 的 ,因此我 们应 当对控 制规 则进 行适 当的调整 以消除环境 变化
制在机械 加工过程控制 中已得 到广泛 的应用 。
模糊控 制器 中模 糊规则 是其核心部 分 ,模 糊控 制规则 的优 劣直接 影响模糊控 制器性 能 。然而 一般 的模糊控制 规则是 由与其相 关的专家给 出,这 种控
制规则 一经确定便 不能更 改。但是 ,这 种方法 在被 控对象所 处的如环境 等各 因素发生变化 后 ,因其仍
K :
ln
二) 若K N i =
i! 二
n
传统 的控制 方法 , ̄ PD控 制 ,很难 收到 良好 的效 1I
果 。而模糊控 制 的最 大特 点就是不需要 对所要 控制
的过程 ( 系统 )进 行数 学描 述, 而 是直接 根据 过 或 程的输入 条件——测 量值 与设定值 的偏 差及其 偏差
变化率,便 能得到最优 的控制 输 出值 ,因此模 糊控
《 密制 造 与 自动化 》 精
一
种自适应模糊控制算法
李志强 李郝林 包园园
自适应模糊控制

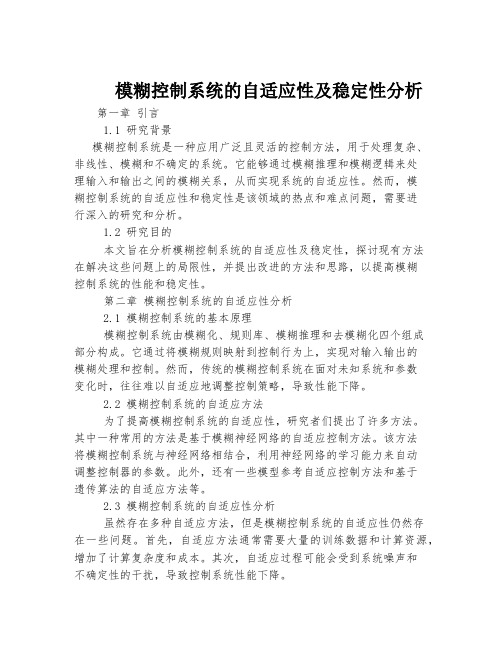
Membership function
1 0.8 0.6 0.4 0.2
0 -1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 1
x2
图5-5 x2 的隶属函数
图5-6 模糊逼近
图5-7 逼近误差
5.2 间接自适应模糊控制
5.2.1 问题描述
考虑如下 n 阶非线性系统:
制 u 来消除其非线性的性质,然后再根据线性控制理论
设计控制器。
5.2.2 控制器的设计
如果 f x 和 gx 未知,控制律(5.9)很难实现。可 采用模糊系统 fˆx 和 gˆx代替 f x 和 gx ,实现自适应模
糊控制。
1. 基本的模糊系统
以 fˆx f 来逼近 f x为例,可用两步构造模糊系统:
由于
g cosx 1 , 由 式 ( 5.3 ) 可
x
知,g f
g x
h h ,故取 h 0.2
满足精度要求。取
h 0.2 ,
则模糊集的个数为
N
L h
1
31。在
U
3,3上定义31个具有
三角形隶属函数的模糊集 A j,如图5-1所示。所设计的
模糊系统为:
31
sin e j
j A
x
万能逼近定理 令f x为式(5.2)中的二维模糊
系统,gx 为式(5.1)中的未知函数,如果gx
在 U , 上是连续可微的,模糊系统的
1
1
1
2
逼近精度为:
g
g
g f x
h1 x
h2
1
2
(5.3)
hi
max
1 jNi 1
eij
模糊控制系统的自适应性及稳定性分析
模糊控制系统的自适应性及稳定性分析第一章引言1.1 研究背景模糊控制系统是一种应用广泛且灵活的控制方法,用于处理复杂、非线性、模糊和不确定的系统。
它能够通过模糊推理和模糊逻辑来处理输入和输出之间的模糊关系,从而实现系统的自适应性。
然而,模糊控制系统的自适应性和稳定性是该领域的热点和难点问题,需要进行深入的研究和分析。
1.2 研究目的本文旨在分析模糊控制系统的自适应性及稳定性,探讨现有方法在解决这些问题上的局限性,并提出改进的方法和思路,以提高模糊控制系统的性能和稳定性。
第二章模糊控制系统的自适应性分析2.1 模糊控制系统的基本原理模糊控制系统由模糊化、规则库、模糊推理和去模糊化四个组成部分构成。
它通过将模糊规则映射到控制行为上,实现对输入输出的模糊处理和控制。
然而,传统的模糊控制系统在面对未知系统和参数变化时,往往难以自适应地调整控制策略,导致性能下降。
2.2 模糊控制系统的自适应方法为了提高模糊控制系统的自适应性,研究者们提出了许多方法。
其中一种常用的方法是基于模糊神经网络的自适应控制方法。
该方法将模糊控制系统与神经网络相结合,利用神经网络的学习能力来自动调整控制器的参数。
此外,还有一些模型参考自适应控制方法和基于遗传算法的自适应方法等。
2.3 模糊控制系统的自适应性分析虽然存在多种自适应方法,但是模糊控制系统的自适应性仍然存在一些问题。
首先,自适应方法通常需要大量的训练数据和计算资源,增加了计算复杂度和成本。
其次,自适应过程可能会受到系统噪声和不确定性的干扰,导致控制系统性能下降。
第三章模糊控制系统的稳定性分析3.1 模糊控制系统的稳定性定义模糊控制系统的稳定性是指系统在面对扰动和参数变化时,保持输出稳定且不产生不良反应的能力。
稳定性是一个重要的性能指标,关系到系统的安全性和可靠性。
3.2 稳定性分析的方法和指标稳定性分析主要通过系统的频率响应和极点分布等方法进行。
常用的稳定性指标有相角裕度、增益裕度和Nyquist曲线等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工过程的复合自适应模糊控制
3
姚锡凡 副教授
姚锡凡 彭永红 陈统坚 彭 观 李春雄
摘要 设计了一种自适应模糊控制器,采用了模糊规则在线自调整和
输出比例因子在线自适应估计相结合的策略,应用于铣削加工过程的仿真结果表明,该控制器可适用于非最小相位系统,为加工过程的约束型控制提供一条有效途径。
关键词 加工过程 模糊控制 自适应 参数估计
中国图书资料分类法分类号 T P 273
3国家自然科学基金资助项目(59585006)收稿日期:1997—12—22
始于60年代初的加工过程自适应控制,可分为优化型自适应控制(A CO )和约束型自适应控制(A CC )两大类。
但由于加工过程的不确定性、时变性和非线性,以及对加工性能要求越来越高,建立于对象的数学模型基础上的自适应控制难以获得满意的控制效果,甚至无能为力,加工过程的
控制至今仍未获得突破性的进展[1],为此发展不依赖或少依赖于数学模型的智能加工控制系统是必要的。
但常规的模糊控制不具有自适应性,而且会出现零点极限环振荡现象,为此本文提出了一种复合的自适应模糊控制,对铣削加工过程进行控制。
1 自适应模糊控制
一般常规模糊控制涉及论域有3个,它们是误差E
K U =
F r c s K P
(4)
式中,c s 为常数(取0.5);F r 为力的设定值;K P 为被控对象的增益。
K P 可由下式估算得到E r (i )=F (i )-K P (i -
1)u (i -1)
K P (i )=K P (i -1)+cE r (i )
(5)
式中,E r 为切削力的估计误差;F 为力的测量值;c 为常数(在下面仿真中取0.035);u (i )为进给速度(电压值)。
u (i )=K U (i )[U (i ) 12+0.5]
(6)
2 仿真实验
本文以铣削加工为对象,在主轴转速恒定、铣削深度作阶跃变化下,通过检测切削力,自动调节铣削进给速度,使加工过程的切削力恒定。
对于铣
削加工过程(包括伺服环节),其二阶模型可以表示为[5]
F β+2ΝΞn F α+Ξ2n F =K (2ΝΞn u α+Ξ2n u )(7)式中,F 为实测的切削力;u 为进给速度(电压值)(见图1);Ν为阻尼系数;Ξn 为自然频率。
采用零阶保持器,当Ν<1时,式(7)的离散可表示为
G (z )=
F (z )
u (z )=b 0z +b 1z 2
+a 1z +a 2
(8)
式中,a 1、a 2、b 0、b 1可由式(7)求得。
当采样周期T =0.05s,切削深度a p 分别为2.54mm 、1.91mm 、3.81mm 时,传递函数分别
为[6]
G 1(z )=F (z )u (z )=1.3907z +
1.3257
z 2
-1.8218z +0.8409G 2(z )=F (z )u (z )=0.8346z +
0.8363z 2
-1.9642z +0.9773G 3(z )=F (z )u (z )=3.0861z +
2.8242z 2
-1.7461z
+
0.7655
可以看出,传递函数随切削深度而变化,当切
削深度为1.91mm 时,已变为一个非最小相位系
统,有一个过程零点位于单位圆外(z =-b 1 b 0=-1.0021),此时常规的模型参考自适应控制(M odel R eference A dap tive Con tro l,M RA C )已
不能适用上述的非最小相位系统,要用修正的M RA C 进行控制,但修正算法较为复杂。
一些研
究结果表明,模糊控制能较好地适用于非最小相位加工系统,本文采用复合自适应模糊控制(图1)实现铣削加工过程控制。
仿真实验时,取K E =0.4,K C =0.8,K U (0)=5.6338,F r =400N ,T =0.05s,结果见图2。
仿
真时,首先取切削深度为2.54mm ,此时采用的加工模型为G 1(z ),在t =200T 时,让加工模型变为G 2
(z ),而在t =400T 时,让加工模型变为G 3(z )。
同时对进给速度进行了限制,即0<u <6V 。
仿真结果表明,本文所提出的复合自适应模糊控制,能适应于非最小相位加工过程,具有较好的自适应能力。
图2 仿真实验曲线
3 结论
本文设计了一种自适应模糊控制器,采用了
控制规则在线自调整和输出比例因子在线自适应调节相结合的策略。
该控制器的算法简单,可满足实时在线控制的要求。
该自适应模糊控制系统,具有响应快、控制精度高等特点。
应用于非最小相位的铣削加工过程的仿真结果表明,该控制系统具有较强的自适应能力和鲁棒性。
加工过程是一个非线性、时变性的系统,具有逆不稳定性和非最小相位特性,因而适宜采用不依赖对象模型的模糊控制。
参
考
文
献
1 U lsoy A G ,Ko ren Y .Con tro l of M ach in ing P rocess .A S M E J .of D ynam ic System s ,M easu rem en t and Con 2
tro l ,1993,115:301
~3082 龙升照.Fuzzy 控制规则的自调整问题.模糊数学,
1982(3):105~111
3 李士勇.模糊控制和智能控制理论与应用.哈尔滨:哈
尔滨工业大学出版社,1990.
4 T arng Y S ,W ang Y S .A n A dap tive Fuzzy Con tro l
System fo r T u rn ing Operati on s
.In t .J .M ach .Too ls M anufact .,1993,33(6):761
~7715 L auderbaugh L K ,U lsoy A G .D ynam ic M odeling fo r
Con tro l of the M illing P rocess
.T ran s .A S M E J .of Engineering fo r Indu stry ,1998,110(4):367
~375姚锡凡 男
,1964年生。
华南理工大学(广州市 510641)机械电子工程系副教授。
主要研究方向为制造系统的计算机控制、模糊与人工神经网络控制等,发表学术论文40余篇。
彭永红 陈统坚 彭 观 李春雄 广州市 510641 华南理工大学
・
65・中国机械工程1998年第9卷第10期。