活性剂对不锈钢TIG焊焊接接头组织的影响
活性剂对铝合金直流正接A-TIG焊熔深的影响

2 ・ 验与研究・ 0 试
文 章编 号 :0 2 0 5 2 0 )2 0 2 - 3 1 0 — 2 X( 0 7 0 - 0 0 0
焊 接 技术
第 3 第 2期 20 6卷 o 7年 4月
活 性 剂 对 铝 合 金直 流 正 接 A.I 焊 熔 深 的 影 响 TG
熔 深 机 理 的研 究 , 已形 成 了 最具 有代 表 性 的两 大 理 论 ,电弧 收
缩 理 论I 3 1 面 张 力 梯度 改 变 理 论 [ 和表 4 1 。
在 铝 合 金 焊 接 时 。传 统 的TG 焊 接 铝 合 金 一 般 选 用 交 流 I焊 TG ,这 是 因 为 在 采 用 交 流T G 时 ,既 可 以 在 工 件 为 阴 极 I焊 I焊 的 负 半 周 内 产 生 阴极 雾 化 作 用 ,清 除 熔 池 区 表 面 致 密 的 氧 化 膜 。又 可 以在 钨 极 为 阴极 的 正 半 周 内使 得 焊 缝 获 得 相对 较 大 的
樊 丁 ,邵
省部共建教育部重点实验室 ,甘肃 兰州 7 0 5 ) 30 0
锋 ,黄 勇 , 2
(. 州 理 工 大 学 甘肃 省 有 色 金 属 新 材 料 省 部 共 建 国家 重 点 实验 室 ,甘 肃 兰 州 7 0 5 ;2兰 州理 工 大 学 有 色 金 属 合 金 1兰 30 0 .
A TG ( c vt gnu I e i )】 上 世 纪9 年 代 发 -I 焊 A t an )TGw l n f i i c d g 是 0 展起 来 的一 种 简单 、高 效 、节 能 的焊 接 方 法 ,它是 通 过 在 施 焊
板材 的表 面 上 涂 上一 层 很 薄 的 表 面 活性 剂 ,从 而 大大 改 善 焊 接 熔 深 的方 法 。该 焊 接 方 法 相 对 于传 统 TG 来 讲 ,有 以下 三 大 I焊
HR3C钢TIG焊接接头组织与性能探讨

部未充氩,奥氏体晶粒长大并不明显,但在晶内出现少量孪晶, 黑色析出相分布均匀,由于背部未充氩,散热效果下降,导致析 出相聚集,颗粒变大,使其塑韧性降低。
图 1 HR3C 钢焊接接头成形 (a. 实验 1,b. 实验 2,c. 实验 3,d. 实验 4)
3 实验结果及分析 3.1 HR3C 焊接接头微观组织
布形态降低了晶粒间的结合力,使塑性、强度及耐腐蚀性能下降 ;层间温度超过 100℃,焊缝区域组织主要是粗大的奥氏体晶粒,
析出相明显减少,弱化了之前的沉淀强化作用,焊接过程中大量的 C、N 元素形成的强化相溶解,损害了焊缝的塑性及强度,耐
腐蚀性下降。HR3C 钢焊接过程中内部未充氩,导致焊接接头氧化严重,晶内析出的大颗粒 M23C6 导致其强度,耐腐蚀性能下降。 因此,建议采用规范的焊接工艺参数,可有效提高 HR3C 钢焊接接头的强度和耐腐蚀性能。
图 3 熔合区的微观组织
140
M 管理及其他 anagement and other
图 4(a)即实验 1 热影响区的组织金相图,晶粒大小相对较 为均匀,奥氏体晶粒上的孪晶特征虽然明显但是孪晶较少。强化 相析出且均匀分布于晶粒内部。图 4(b)为实验 2 的热影响区图 片。强化相析出较少,但基本弥散分布于晶内。晶粒明显长大, 是四组参数中晶粒较粗大的一组,严重影响力学性能。图 4(c) 为实验 3 的热影响区金相组织,在图中可以发现析出物明显的 减少,但孪晶特征依旧明显。由于未对层间温度进行控制,连续 的加热导致析出物 M23C6、MX 等碳氮化合物在经历了较高的温 度后部分溶解。随着焊接过程中热输入量的积累,一些晶粒再次 长大,热影响区内晶粒大小尺寸存在差异,导致热影响区内不同 区域的力学性能也存在明显,严重影响了热影响区的塑性。从图 4(d)可以明显的发现孪晶数量明显的增多。HR3C 钢较大的线 膨胀系数,导致焊接残余应力较大,更容易通过孪生变形在组织 中出现孪晶带。孪晶作为晶内缺陷,它表明晶体内部存在高应变 区,尤其当孪晶长大与晶界相遇时,晶格畸变严重,内应力大, 往往成为裂纹发源地。
不锈钢管钨极氩弧焊(TIG)焊接工艺

不锈钢管钨极氩弧焊(TIG)焊接工艺摘要:不锈钢的焊接方式也是千姿万态,当今社会可以实现机械化、焊接时无粉尘、无飞溅的有钨极氩弧焊(TIG)、熔化极氩弧焊(MIG)、等离子弧焊(PAw)等。
钨极氩弧焊(1rIG)主要应用在非连续成型焊接机组上,是一种非熔化极氩弧焊。
关键词:不锈钢管钨极氩弧焊;焊接工艺管内焊缝有毛刺、凹坑、焊缝过高等缺陷,会导致产品或原料在管内积留造成腐烂变质,影响产品质量。
所以对该种管道的焊缝成型要求特别高,要求双面成型,不允许咬边和未焊透。
一、钨极氩弧焊(TIG)的特点钨极氩弧焊的机械保护效果很好,焊缝金属纯净,焊接质量优良;在小电流时电弧很稳定;焊缝区没有熔渣,工人可以清楚地看到熔池和焊缝的成形过程;采用气体保护电焊,易于自动控制;适于薄板焊接、全位置焊接以及不加衬垫的单面焊双面成形工艺。
1.单面焊双面成形。
由于从背面无法铲除焊根,并且使焊接的正反面都能得到均匀、无缺陷的焊道叫做单面焊双面成形。
它的焊接方法有两大类,即断续灭弧法和连续焊接法,连续焊接法又可以分为两种,即螺旋式和移距式,而在实际生产中,采用的方法是连续焊接法。
同时,单面焊双面成形也存在不少的缺陷。
2.尺寸上的缺陷。
包括焊接结构的尺寸误差和焊缝形状不佳等。
这些缺陷不仅影响使焊缝成形的美观,而且容易造成应力集中,影响焊缝与母材的结合强度。
3.结构上的缺陷。
包括气孔、夹渣、非金属夹杂物、熔合不良、未焊透、咬边、裂纹、表面缺陷等。
这些缺陷在焊接过程中最容易出现,影响焊缝的有效面积,降低了焊接接头的力学性能,而且易造成应力集中,引起裂纹,导致结构破坏,使焊接结构无法承受正常工作载荷。
4.性质上的缺陷。
包括力学性能和化学性质等不能满足焊件的使用要求。
力学性能指的是抗拉强度、屈服点、疲劳强度、伸长率、冲击吸收功、硬度、塑性、弯曲角度等。
化学性质指的是化学成分和耐腐蚀性等。
这些缺陷阻碍焊缝结构,无法达到所需的设计要求。
二、不锈钢管钨极氩弧焊(TIG)焊接工艺1.焊接设备及焊接方法选择。
管道A-TIG自动焊焊接工艺研究
管道A-TIG自动焊焊接工艺研究蒋冬冬;路书永【摘要】本文研究了核电管道安装焊接过程中在母材上涂覆一层活性剂后进行焊接,对于不锈钢和碳钢两种材料,采用不同的坡口形式进行试验研究,结果表明,通过涂覆焊接活性剂,能够提高焊接效率,焊缝性能满足要求。
【期刊名称】《金属加工:热加工》【年(卷),期】2015(000)010【总页数】5页(P54-57,58)【作者】蒋冬冬;路书永【作者单位】中国核工业华兴建设有限公司;中国核工业华兴建设有限公司【正文语种】中文随着公司项目的增加,优秀焊工缺口越发明显,提升管道自动焊的能力和技术成为一个趋势。
A—TIG焊接法是指在材料表面涂上一层很薄的活性剂,达到改善熔深的方法。
与普通TIG焊相比具有焊接熔深大,生产率高;对材料的微量元素波动不敏感;成本低,易实现自动化、变形小等优点。
将A-TIG应用到管道自动焊技术上,显著提升公司安装焊接技术水平。
A—TIG焊接法是指在施焊板材的表面涂上一层很薄的表面活性剂,从而大大改善焊接熔深的方法。
利用这种方法,可使焊接熔深达到传统TIG 焊的2~3 倍。
表面活性剂是通过改变熔池表面张力温度梯度,从而改变了熔池内液态金属流动方向,即由传统TIG焊时的从熔池中心向熔池边缘流动变为从熔池边缘向熔池中心流动,使得焊接熔深显著增加。
同时表面活性剂还使得电弧明显收缩,导电面积减小,电流密度增大,同时也使电弧力增大,最终导致焊接熔深增大。
兰州南特工大焊接科技有限公司所开发的不锈钢用A-TIG焊活性剂产品已经先后获得了中国国家发明专利。
对于一定厚度的不锈钢对接焊缝,可以不开坡口,不填丝,一次焊接完成,可轻松实现单面焊双面成形,且焊缝组织和成分与传统TIG焊相同,焊缝综合性能满足相关标准要求。
使用方法如下:第一,将固体粉末A—TIG焊活性剂按(20~30)mL/10g的工业丙酮进行配比,均匀混合。
第二,待焊工件表面去油、去污并打磨出金属光泽。
第三,用干燥,清洁的刷子沾取活性剂,均匀涂敷在待焊工件表面,以覆盖金属光泽为宜,涂层宽度为10~20mm。
焊接热输入对TC4钛合金TIG焊接头组织和性能的影响

焊接热输入对TC4钛合金TIG焊接头组织和性能的影响韩旭;董俊慧;高晓刚【摘要】观察不同焊接热输入条件下TC4钛合金TIG焊接头的微观组织特征,分析接头力学性能、显微硬度及断口形貌.结果表明,焊缝主要为针状α′马氏体组成的网篮组织,未发现其他生成相.热影响区主要为α+β+α ′,且越靠近焊缝的热影响区晶粒越粗大,晶内马氏体越多、越密集.针状α′相尺寸随焊接热输入的增大而增大,马氏体取向亦更加混乱.接头抗拉强度随焊接热输入的增大而增大,在1 144 J/mm时达到912 MPa.不同焊接热输入下的接头硬度值随距焊缝中心距离的增大先降低后升高,并在距焊缝中心3~5 mm的粗晶区存在一软化区.随着焊接热输入的增大,接头平均硬度值增大,且软化区向母材方向偏移.TC4钛合金TIG焊接头的断裂方式属于脆性断裂.【期刊名称】《电焊机》【年(卷),期】2016(046)012【总页数】5页(P96-100)【关键词】TC4钛合金;TIG;显微组织;显微硬度【作者】韩旭;董俊慧;高晓刚【作者单位】内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051;内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051;内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051【正文语种】中文【中图分类】TG444+.74TC4(Ti-6Al-4V)是20世纪50年代发展起来的一种中等强度的双相钛合金,它具有比强度高、高温蠕变性能好和耐腐蚀性好等优点,被广泛应用于航空航天、船舶、汽车及化工等领域[1]。
目前,TC4钛合金产量占钛合金总产量的一半以上,其中飞机机尾罩、发动机防护装置,及深潜器耐压球壳体的观察窗、密封舱口等均采用了钛合金焊接结构。
钛合金导热系数小且高温下较活泼,在焊接过程中随着焊接热输入的增大,会导致接头组织粗大[2],从而造成接头脆化,降低焊接接头质量,限制其在实际生产中的应用。
针对钛合金接头组织粗化问题,研究者提出了活性TIG、脉冲TIG及电弧超声TIG 焊等焊接工艺[3-7],细化晶粒,从而提高接头质量。
T91钢A-TIG焊接接头组织性能研究

T91钢A-TIG焊接接头组织性能研究摘要T91钢以其优异的高温性能,在电站高温过热器、高温再热器乃至主蒸汽管道上得到了广泛的应用。
但是在进行TIG焊接时,TIG焊熔深较浅,效率较低。
为防止管道背面氧化,管道内部必须进行充氩保护。
充氩保护的效果,直接影响该钢的焊接质量。
因此,TIG焊接时背面充氩保护成本较高。
本文利用金相显微镜等测试方法观察焊缝组织,并测试其拉伸、面弯、背弯的力学性能试验,研究了助焊剂对接头组织和性能的影响。
研究结果表明,采用助焊剂可获得良好组织性能的T91钢TIG焊背面无充氩保护的焊接接头,接头的力学性能满足电站热力管道的使用要求。
关键词:T91钢A-TIG焊组织性能Research of the micro-structure and mechanical properties of T91weld joints in A-TIG weldingAbstractT91 steel has been widely used in the superheaters and reheaters of the power stations,and also in the main steam pipelines. However,during the tungsten inert gas welding(TIG),the interior of the pipeline must carry on the protection of argon .The effect of argon directly affects the welding quality of this steel. And the weld penetration is very shallow with a low efficiency when TIG,and the cost of the protection of argon is high. The research of activating flux technology (A-TIG) has solved the problems above mentioned efficiently. Metallurgical Microscope and other methods were used in this paper to observe the micro-strucutre of the weld joint,and the performance of face and back bending was also tested. The influence of the welding flux to the joint organization and the performance was also studied. It was found that the welds with good organization and performance can be obtained without the protection of argon when using the activating flux. The mechanical performance of weld satisfies the operational performance of heat-resistant pipeline in the power plant.Key words:T91 A-TIG Organization performance目录摘要 (11)英文摘要 (2)目录 (1)第一章绪论 (11)1.1课题背景及来源 (1)1.2T91钢的主要性能 (2)1.3T91钢的焊接性分析 (6)1.4T91钢管焊接背面保护 (9)1.4.1 小径管背面保护全氩弧焊接 (9)1.4.2 大径管焊接时的背面充氩保护技术 (10)1.5本研究的主要内容 (10)第二章实验方法及设备 (7)2.1自动TIG焊设备 (11)2.2高速摄像系统 (11)2.3示波器 (9)2.4金相显微镜 (11)2.5实验方法 (14)第三章试验与数据分析 (12)3.1活性剂对熔深的影响 (15)3.2活性剂对焊缝成型的影响 (16)3.3T91钢焊接接头组织分析 (18)3.4T91钢焊接接头性能分析 (21)结论 (24)参考文献 (22)致谢 (26)第一章绪论1.1 课题背景及来源9Cr-1Mo钢(简称T91钢),具有良好的成型性、焊接性、高温稳定性和优异的热强性,而且导热性好,线膨胀系数小,作为高温承压部件,已在美欧等火力发电厂得到广泛采用,使电厂效率提高5%,标准煤耗降低,建造成本和维修费用低,经济效益显著。
430铁素体不锈钢A-TIG焊接
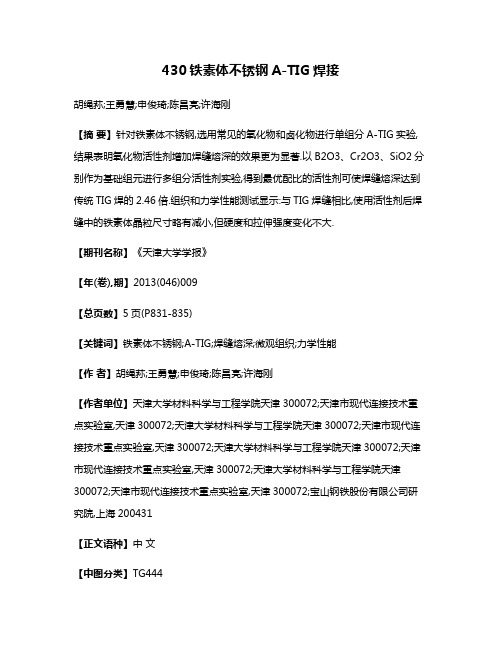
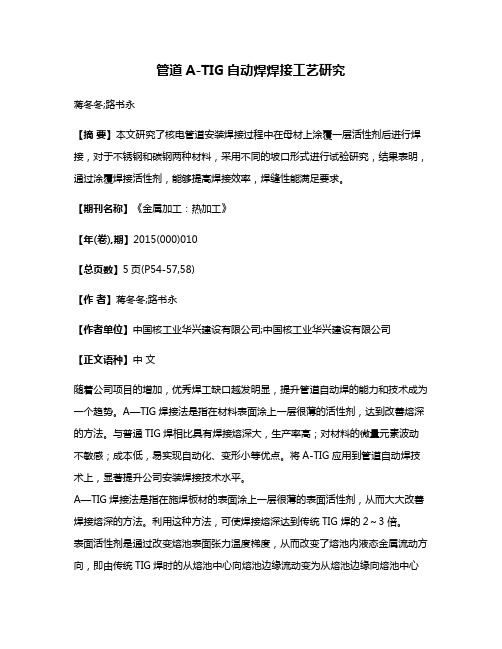
430铁素体不锈钢A-TIG焊接胡绳荪;王勇慧;申俊琦;陈昌亮;许海刚【摘要】针对铁素体不锈钢,选用常见的氧化物和卤化物进行单组分A-TIG实验,结果表明氧化物活性剂增加焊缝熔深的效果更为显著.以B2O3、Cr2O3、SiO2分别作为基础组元进行多组分活性剂实验,得到最优配比的活性剂可使焊缝熔深达到传统TIG焊的2.46倍.组织和力学性能测试显示:与TIG焊缝相比,使用活性剂后焊缝中的铁素体晶粒尺寸略有减小,但硬度和拉伸强度变化不大.【期刊名称】《天津大学学报》【年(卷),期】2013(046)009【总页数】5页(P831-835)【关键词】铁素体不锈钢;A-TIG;焊缝熔深;微观组织;力学性能【作者】胡绳荪;王勇慧;申俊琦;陈昌亮;许海刚【作者单位】天津大学材料科学与工程学院天津300072;天津市现代连接技术重点实验室,天津300072;天津大学材料科学与工程学院天津300072;天津市现代连接技术重点实验室,天津300072;天津大学材料科学与工程学院天津300072;天津市现代连接技术重点实验室,天津300072;天津大学材料科学与工程学院天津300072;天津市现代连接技术重点实验室,天津300072;宝山钢铁股份有限公司研究院,上海200431【正文语种】中文【中图分类】TG444奥氏体不锈钢以其出色的耐腐蚀、高温、氧化性能,在全世界范围内获得广泛的应用.但随着国际镍价飙升,以镍作为主要合金元素的奥氏体不锈钢价格居高不下,人们开始转向其他替代钢种的研发推广,其中铁素体不锈钢具有很大发展潜力.430(1Cr17)是铁素体不锈钢的代表钢种,基体不含镍,价格相对较低,并具有导热系数大、线膨胀系数较小、耐氯化物应力腐蚀性好等优点[1].这类钢通常采用手工焊或TIG 焊工艺进行焊接.传统的 TIG 焊能获得优良的焊缝,但存在焊缝熔深小的问题,中厚板需要开坡口进行多道焊或者加大焊接热输入,这样焊接效率低,而且焊后组织粗化严重,使用性能急剧下降.A-TIG 是在待焊工件表面涂覆活性剂后进行TIG 焊的一种高效的焊接方法,活性剂的使用可以明显增加熔深.目前国内外碳钢、铝合金、钛合金、奥氏体不锈钢等相关的 A-TIG 研究较多[2-6],针对铁素体不锈钢的研究鲜见报道.笔者针对 430 铁素体不锈钢进行了单组份和多组分的 A-TIG 焊实验,分别研究了活性剂对焊缝熔深、微观组织和力学性能的影响规律.1 实验条件实验用 430 铁素体不锈钢板规格为:300,mm×150,mm×3.2,mm,其化学成分如表 1 所示.所使用的焊接设备包括 Fronius 公司生产的 Magic Wave 4000型数字化TIG 焊机、自动焊接工作台、按压式夹具等.实验时工件固定在夹具上,焊枪随着小车作匀速直线运动,这样可使焊接过程中弧长和焊接速度保持稳定.为了减少焊接缺陷,提高焊缝质量,焊前应对焊板进行表面处理,具体方法为用240#砂纸对钢板表面进行打磨,然后用无水乙醇进行清洗,以去除表面杂质和氧化膜,待其干燥后可以进行活性剂的涂覆.表1 430铁素体不锈钢化学成分Tab.1 Chemical composition of 430 ferriticstainless steel %ωC ωCr ωSi ωMn ωP ωS ωNi ωMo≤0.1216.00~18.00 ≤0.75 ≤1.00 ≤0.04 ≤0.03 ≤0.60 2.00~3.002 单组分活性剂对焊缝熔深的影响研究单一组分活性剂对焊缝熔深的影响规律,是进行多组分活性剂实验的基础.在查阅文献[2,4-5,7]的基础上,选用了氧化物和卤化物2 种类型的活性剂,包括B2,O3、Cr2O3、SiO2、TiO2、MnO2、MgO、CaO、KCl、CaF2、NaF,经电子天平精确称量后,加入适量无水乙醇调和成糊状,用扁平毛刷均匀涂覆到待焊工件表面,涂覆宽度为20~30,mm,厚度为0.5,mm左右.首先测量每种活性剂对应的临界熔透电流值,以初步了解每种组分对于焊接熔深影响的大小及对应的成形状况,焊接规范见表 2.焊接电流从 90,A 开始,每次增加 5,A,直至找到临界熔透电流值.每焊完一道后,均要重磨钨极并重新调整钨极高度,以保证焊接条件的一致性.表2 A-TIG焊接规范Tab.2 Welding parameters of A-TIG弧长/mm焊接速度/(mm·s-1)钨极直径/mm焊枪倾角/(°)保护气流量/(L·min-1)2 4 2.4 90 10实验结果如图1 所示,可见所用活性剂均能使焊接临界熔透电流值减小,即涂覆活性剂后可以在较小的热输入条件下使 3.2,mm 钢板熔透.氧化物类活性剂对减小焊接临界电流的作用比较明显,B2O3、Cr2O3、SiO2、TiO2、MnO2、CaO都能使临界熔透电流降低80,A 以上,效果最好的B2O3 甚至能将临界熔透电流降为空板焊接时的 42.3%;卤化物 KCl、CaF2、NaF 效果均不明显.对于活性剂增加焊缝熔深的作用机理,国内外存在多种理论解释,其中最有代表性的是“电弧收缩理论” 及“表面张力温度梯度改变理论” [7-9].活性剂中的F、Cl、O 都具有较强的电子亲和能力,能够引起电弧收缩效应,但同时 O 还能有效改变熔池表面张力梯度,增大焊缝熔深,因而氧化物的综合效果要普遍优于卤化物.选用氧化物类活性剂用表2 的规范在90,A 电流下进行焊接,焊后横向切割焊缝制备金相试样,腐蚀后在低倍光学显微镜下观察焊缝熔深,得到各组分活性剂对焊缝熔深的影响如图2 所示(D 为不同活性剂对应的熔深,D0 为无活性剂区的熔深).从结果来看,所选活性剂均能不同程度增加焊缝熔深.其中增加效果较为明显的有 B2O3、SiO2、Cr2O3、TiO2.图1 单组分活性剂临界熔透电流Fig.1 Penetration currents of single component activating flux图2 单组分活性剂对焊接熔深的影响Fig.2 Effect of single component activating flux on weld penetration3 多组分活性剂对焊缝熔深的影响在单组分活性剂实验的基础上,选定 B2O3、Cr2O3、SiO2、TiO2 进行混合组分活性剂实验.(1) 进行任意2 个单组分活性剂等量混合实验,用表2 所示焊接规范,分别在110,A、120,A 的电流下进行焊接,观察焊缝熔透情况.(2) 进行多组分活性剂定量配比实验,用表2 所示焊接规范,分别在 105,A、110,A 的电流下进行焊接,观察焊缝熔透情况.等量混合单组分活性剂实验的结果如表3 所示,从表 3 中 2~5 组结果可以看出,Cr2,O3 和 TiO2 含量较大时,活性剂作用效果变差,因而在混合组分中含量不应太多.从表 3 中 2、3 和 4、5 两组对比可以看出,Cr2,O3的作用优于 TiO2.根据胡礼木等[10-11]的研究结果,多组元活性剂中的Cr2,O3 或有改善焊接接头“贫铬”,提高腐蚀性能的作用.结合实验结果,本实验最终确定活性剂配方的主要成分为:B2,O3(40%~80%),SiO2(10%~20%),Cr2,O3(10%~20%),其配比如表 4所示.表3 等量混合单组分活性剂实验结果Tab.3 Results of the expriment with 1∶1single component activating flux序号活性剂焊缝情况1 B2,O3+SiO2 110,A 时有小段熔透120,A 时完全熔透2 B2O3+Cr2O3 110,A 时没有熔透的迹象120,A 时有小段熔透3 B2O3+TiO2 110,A 时没有熔透的迹象120,A 时有局部点状熔透4 SiO2+Cr2O3 110,A 时没有熔透的迹象120,A 时有小段熔透5 SiO2+TiO2 110,A 时没有熔透的迹象120,A 时只有局部点状熔透6 Cr2O3+TiO2 110,A 时没有熔透的迹象120,A 时只有局部点状熔透其中A 组在105,A,下全部熔透;B 组仅在110,A下有小段熔透;D 组在 110,A下大半段熔透,在105,A 下只有局部点状熔透;G 组在 110,A 下大半段熔透,在105,A 下只有局部点状熔透;H 组在 110,A下全部熔透,在 105,A 下只有部分熔透;剩下的 C、E、F 3 组在110,A 电流下均未熔透.通常认为:SiO2、Cr2O3、CaF2 等活性剂会在阳极表面形成导电性较差的熔融层,使得电弧导电通道变长而导致电弧等离子体发生收缩;B2O3、TiO2 等活性剂则能强烈改变熔池表面张力,使表面张力温度梯度由负变正,熔池金属流动方向从周边流向中心,从而使焊缝熔深增加.多组分活性剂综合了电弧收缩作用和表面张力温度梯度改变作用,因而比单组分活性剂的效果更为明显[12-13].表4 多组分活性剂配比Tab.4 Proportioning of multi-component activating flux编号组分百分数/%A B2O3 80 SiO2 10 Cr2O3 10 B B2O3 70 SiO2 20 Cr2O3 10 C B2O3 70 SiO2 10 Cr2O3 20 D B2O3 60 SiO2 30 E Cr2O3 10 B2O3 60 SiO2 20 F Cr2O3 20 B2O3 50 SiO2 40 G Cr2,O3 10 B2,O350 SiO2 30 H Cr2,O3 20 B2,O3 40 SiO2 40 Cr2,O3 204 活性剂对焊缝组织性能的影响利用表2 所示焊接规范,在105,A 电流下对涂覆A 组活性剂和不适用活性剂的430 铁素体钢板进行焊接,焊后对焊缝区取样进行观察.如图 3 所示,在相同焊接条件下,不使用活性剂焊接钢板时,得到的熔深只有1.3,mm,是宽而浅的碗状熔深;使用活性剂后熔深可达 3.2,mm,是前者的2.46 倍,同时熔宽明显减少,呈现深而窄的杯状熔深.不使用活性剂的焊缝组织如图 4(a)和 4(c)所示,可见在焊接热循环的作用下铁素体组织较为粗大,并出现少量马氏体和析出相;使用活性剂的焊缝组织如图 4(b)和 4(d)所示,从图 4 中可以看出,使用活性剂后焊缝区铁素体的晶粒尺寸有所减小,这与活性剂中 Cr、B、Si 等合金元素引起的晶粒细化作用有关[14].图3 焊缝宏观形貌(25×)Fig.3 Macroscopic morphology of the welds(25×)图4 焊缝微观组织Fig.4 Microstructure of welds利用表2 所示焊接规范,在105,A 电流下对使用A 组活性剂和不使用活性剂的430 铁素体钢板进行焊接,焊后进行拉伸实验并测量焊缝中心处显微硬度值,拉伸试样尺寸为150,mm×30,mm×3.2,mm,显微硬度测试中施加载荷为 1.96,N,载荷保持时间为10,s,实验结果见表 5.铁素体不锈钢由于焊后出现马氏体和析出相,因而显微硬度值与母材相比有明显提高.实验结果表明,与传统 TIG 焊相比,使用活性剂后焊缝抗拉强度和硬度变化不大.表5 室温下焊缝力学性能测试结果Tab.5 Results of the mechanical performances of the welds at room tempreture拉伸实验取样位置抗拉强度/MPa 断裂位置显微硬度Hv1.96母材 405.4 — 132 TIG 焊缝 411.6 母材226 A-TIG 焊缝 422.0 母材 2235 结论(1) 在铁素体不锈钢 TIG 焊中,所用活性剂均能降低其临界熔透电流并增加焊缝熔深.氧化物类活性剂的效果优于卤化物类活性剂,其中效果最好的B2O3 在焊接电流为 90,A 时能使临界熔透电流降低57.7%,焊缝熔深增加1.46 倍.(2) 多组分活性剂的作用比单组分活性剂更佳.使用 B2O3 单组分活性剂需要110,A 以上的电流才能使 3.2,mm 铁素体不锈钢板完全焊透,而同样条件下使用最佳配比的多组分活性剂时只需要 105,A的电流就可完全焊透.(3) 在本实验条件下,活性剂的使用可以大幅增加焊缝熔深,同时焊缝区铁素体的晶粒尺寸略有减小,焊缝力学性能则基本保持不变.参考文献:【相关文献】[1]孟威. 400 系铁素体不锈钢热轧板材力学性能及焊接性能的研究[D]. 兰州:兰州理工大学材料科学与工程学院,2009.Meng Wei,The Research of Mechanical and Weld Properties of 400 Series Hot Rolled Ferritic Stainless Steel Plates [D]. Lanzhou:School of Materials Science and Engineering,Lanzhou University of Technology,2009 (in Chinese).[2]Huang Yong,Fan Ding. Experimental study on activating welding for aluminum alloy [J]. China Welding,2005,14(2):130-134.[3]Niaqai J. Use of A-TIG method for welding of titanium,nickel,their alloys and austenitic steels[J]. Welding International,2006,20(7):516-520.[4]Leconte S,Paillard P,Chapelle P,et al. Effect of oxide fluxes on activation mechanisms of tungsten inert gas process [J]. Science and Technology of Welding and Joining,2006,11(4):389-397.[5]Liu L M,Zhang Z D,Song G,et al. Mechanism and microstructure of oxide fluxes for gas tungsten arc welding of magnesium alloy [J]. Metallurgical and Materials Transaction A,2007,38(3):649-658.[6]Loureiro A R,Costa B F O,Batista A C,et al. Effect of activating flux and shielding gas on microstructure of TIG welds in austenitic stainless steel [J]. Science and Technology of Welding and Joining,2009,14(4):315-320.[7]Leconte1 S,Paillard P,Saindrenan J. Effect of fluxes containing oxides on tungsten inert gas welding process[J]. Science and Technology of Welding and Joining,2006,11(1):43-47.[8]张兆栋. 镁合金活性焊接研究[D]. 大连:大连理工大学材料科学与工程学院,2007.Zhang Zhaodong. The Study of Activating Flux Welding for Magnesium Alloy[D]. Dalian:School of Materials Science and Engineering,Dalian University of Technology,2007(in Chinese). [9]Modenesi P J,Apolinario E R,Pereira I M. TIG welding with single component-fluxes[J]. Journal of Materi-als Processing Technology , 2000,99(1/2/3):260-265.[10]胡礼木,胡波,郭从盛,等. 奥氏体不锈钢 TIG 用活性剂的研制[J]. 焊接学报,2006,27(6):53-55.Hu Limu,Hu Bo,Guo Congsheng,et al. Active flux for austenitic stainless steel tungsten inert-gas welding[J]. Transactions of the China Welding Institution,2006,27(6):53-55(in Chinese).[11]胡礼木,胡波,张永宏,等. 不锈钢 A-TIG 焊接头的抗腐蚀性能分析[J]. 焊接学报,2006,27(7):34-36.Hu Limu,Hu Bo,Zhang Yonghong,et al. Analysis of corrosion resistanceof A-TIG welded joint for austenitic stainless steel[J]. Transactions of the China Welding Institution,2006,27(7):34-36(in Chinese).[12]宋天革,张岸. 多组元活性剂对 TIG 焊焊缝熔深的影响[J]. 兵工学报,2009,30(12):1718-1721.Song Tiange,Zhang An. Effect of multi-component active fluxes on penetration in TIG welding[J]. Acta Armamentarii,2009,30(12):1718-1721 (in Chinese). [13]孙亚非. 活性剂等离子弧焊接的研究[D]. 大连:大连交通大学材料科学与工程学院,2004.Sun Yafei. Investigation on A-PAW[D]. Dalian:School of Materials Science and Engineering,Dalian Jiaotong University,2004(in Chinese).[14]韩宝军,徐洲. 钢铁晶粒超细化方法及其研究进展[J]. 材料导报,2010,24(1):94-103.Han Baojun,Xu Zhou. Grain ultra-refinement and its development in steels[J]. Materials Review,2010,24(1):94-103(in Chinese).。
活性剂对厚壁管TIG焊接的影响

活性剂对厚壁管TIG焊接的影响李佳伟;陈炫如;黄泽;李佳萍;郝妮娜;许海峰;李笑;戴军【期刊名称】《电焊机》【年(卷),期】2024(54)1【摘要】TIG焊接焊缝质量高但其熔深小,生产率低。
若在被焊工件表面涂敷一层特殊的活性剂,再进行TIG焊接,能够起到增大熔深的效果,即A-TIG焊。
研究了三种不同活性剂对φ54 mm×8 mm厚的20#钢厚壁管TIG焊接的影响,研究发现:添加3号活性剂的接头外观质量最好,添加2号活性剂的次之,添加1号活性剂的最差;三种活性剂熔深均大于8 mm,熔深增加量均达到3.211 mm以上,而不添加活性剂的厚壁管则不能焊透。
使用2号活性剂增加焊接熔深的效果最明显。
20#钢管母材显微组织是铁素体和珠光体,接头热影响区组织相较于母材更粗大,焊缝区的晶粒进一步长大,在原奥氏体晶界处产生针状粗大的先共析铁素体,主要组织仍为珠光体和铁素体混合物。
添加三种活性剂的焊缝组织无明显变化,获得的焊接接头拉伸试样均断裂在母材,焊缝强度均高于母材。
【总页数】7页(P107-113)【作者】李佳伟;陈炫如;黄泽;李佳萍;郝妮娜;许海峰;李笑;戴军【作者单位】常熟理工学院汽车工程学院;江阴液压油管有限公司【正文语种】中文【中图分类】TG457.11【相关文献】1.TIG电弧活性化焊接现象和机理研究(1)--表面活性剂对不锈钢材料TIG焊熔深的影响2.中厚壁不锈钢管全位置自动TIG焊接工艺研究3.厚壁焊接钛管的等离子填丝+脉冲TIG双枪焊接工艺研究4.316L不锈钢厚壁管全位置TIG焊接头组织及性能5.G115大壁厚管道GTAW+TIP TIG焊接工艺因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板 尺 寸为 2 0m 6 mx O 0 m ̄ 0m l mm。首先 用 砂轮对 试 样
进 行 打磨 ,去 除表 面氧 化膜 ,并用 丙酮 擦拭 清洗被 焊
金 属表 面 。试 验用 表面 活性剂 分别 为单 一成分 活性 剂 SO ,C F ,T O ,C 2 3 a i 2 a 2 i 2 r ,N F及 混 合 活 性 剂 SO + 0 i2 TO ,用丙 酮分 别 把活性 剂 粉末 调制 成 糊状 ,并 用 毛 i
深 8 1 m 的焊 缝 .而 国 内有 关 A— I ~ 0m T G焊 活性 剂 的
研究 处 于起 步 阶段 ,近 2年来 才有几 所科 研 院校相继 进 行 该 技 术 的 基 础 研 究 。本 文 针 对 0 C 1N 1M0 0 r7 i4 2
焊熔 深浅 、生产率 低等 缺点 ,这些 缺点 在焊接 不锈 钢
无 活 性 剂 活性剂 1
无需 添置 专用 的焊接辅 助设 备 。生产前 期投 资少 .加 之焊 接质 量好 、效 率 高 ,因此在压 力容 器 、汽车 、航
天等工 业领 域具有 很好 的应用 前景 。 活 化 剂 是 A— I 焊 的 关 键 ,其 成 分 和 配 方 在 TG P 和 E 都有 专利 限 制 ,公 开 出版 物上 很少 报道 , WI wI 早期 氩弧 焊焊剂 主要 以卤化 物组成 [,主要 用 于焊 接 3 ]
关 键 词 :A TG 焊 ;活 性 剂 ;熔 深 ;微 观 组 织 —I 中 图分 类 号 :T 4 G 文 献 标 志码 :B
不锈 钢 由于热导 率小 ,线膨胀 系数 大 ,焊接 时易 产生 较大 的焊接 变形 。为此 ,应选 用焊 接能量 集 中的 焊 接 方法 ,如 T G焊 。但 常规 T G焊 方 法 具 有 单 道 I I
1 试 验方 法及材 料 试验 用材料 是 0 C 1N Mo 0 r7 i4 2奥 氏体不 锈钢 ,试 1
高温停 留时 间 ,可 以解决 奥 氏体不锈 钢焊 接 中存 在 的 焊 缝容易 过热 以及 焊接变形 较 大的 问题 ,同时还 可 以 提 高焊缝 的耐腐 蚀性 能 ,充 分发 挥奥 氏体不 锈钢 的耐
性 焊剂 .可使 熔深 比常规 T G焊增 加 1 3倍 [.并 且 I — z -
单 面焊双 面成形 、背 面成形 也非 常 良好 。由于该技 术
刷把 活性 剂涂 敷在试 件 待焊 区示 。在 涂敷 过 程 中 ,尽 可能 地 保证 涂 敷 均匀 , 所 并且 不要涂 的太厚 ,以盖 住母 材的金 属光泽 为好 。
We ig eh ooy V 1 9 N .0 O t 2 1 l n c n lg o 3 o1 c. 0 0 d T .
・ 验 与研 究 ・ 2 试 l
缝 中间部位 取样 、抛 光并 用腐 蚀剂 腐蚀 ,通 过显 微镜
对 焊缝 金属 进行 微观 组织 分析 。
衰 1 焊 接 工艺 参 数
2 ・ 验与研究・ O 试
文章编号 :0 2 0 5 (0 01— 0 0 0 10 — 2 X2 1)0 02 — 4
焊 接 技 术
第 3 卷第 1 9 0期 2 1 0 0年 1 0月
活 性 剂 对 不 锈 钢 T G 焊 焊 接 接 头 组 织 的 影 响 I
宋 天 革
( 无锡 职 业技 术 学 院 机械 技 术 学 院 ,江苏 无锡 2 4 2 ) 1 1 1
试 验采 用 WS 一 1 E 3 5钨 极 氩 弧 焊 机 ,直 流正 接 ,
焊 接 时 ,焊 枪 固定 在行 走小 车上 ,小 车行走 速度 可无
级 调节 。对 无活性 焊剂 及涂 有不 同活性 剂处 试样 进行
收 稿 日期 :2 1— 5 2 000 —5
焊 接 ,焊接 工艺 参数 见表 1 。对 涂敷 各 种 活性 剂 的焊
时 更 加 突 出 ,其 单 道 可 焊厚 度 的 上 限仅 为 3mm[,
明 显 限制 了该 工 艺 方 法 的应 用 范 围 。而 采 用 活性 化
奥 氏体不锈 钢 ,研究 了 5种 单一 成分 活性 剂及混 合活
性剂 对焊缝 熔深 和微 观组 织 的影 响 。
T G焊 方 法 ( I 简称 A— I T G焊 ) ,由 于 其 电 弧 能 量 集 中 ,可 以对 中厚板 进行小 热输 入焊接 ,从 而缩 短焊缝
方 向性 ,对 焊缝 组织有 明显 的改善 作 用。SO 对焊 缝组 织的 细化 作 用 ,与 s 对凝 固模 式 的影 响有 着 直接 关 系 ,S 的存 在 能提 高 w( / ( i i i i C wN) 值 ,促 使 F 凝 固模 式的 发展 ,有利 于 8相 的形 成 , 阻碍奥 氏 体枝 晶 的生 长 。 A
钛 合 金 ,该 类 型 焊剂 的最 大 缺 点 是 焊 剂组 分 的毒 性 大 ,不便 于应用 和 推广 。美 国最 近 开发 的氩弧 焊用焊
剂 是 由多种 氧化物 和氟化 物组 成 ,主要用 于焊 接不锈 钢 ,在采 用直边 坡 口不加 丝 的情 况下 ,可获 得单 道熔
图 1 A— I 焊 活 性 剂 涂 敷 示 意 图 TG
摘 要 :针 对 3 6 1L奥 氏体 不锈 钢 ,研 究 了单 一 成分 活性 剂及 SO 与 TO 混 合 活性 剂 对 熔深 及 焊缝 微 观 组织 的 影 响 。结 果表 明 :涂敷 SO 与 i i i2
TO 混合 活性 剂 的焊 缝 熔 深是 未 涂敷 活 性 剂的 2倍 以上 。 活性 剂 SO 的涂 敷 不仅 能 使 熔深 有 明显 增 加 , 而且 可 以打 乱 奥 氏体 柱 状 晶 生长 的 i2 i2
由图 2可 见 ,与未 涂活性 剂焊 缝相 比,在 相 同焊 接工 艺参数 下 ,涂敷 活性 焊剂 的焊 缝熔 深都有 不 同程