电脑花样机使用说明(二)
电子花样机电控系统操作说明

电子花样机电控系统操作说明(一)1 系统启停1. 1 系统启动系统在启动前应确认电源已连接好,按动电源开关,系统立即进行自检,自检OK后屏幕将显示系统Logo 画面。
1.2 系统关闭触摸键后,系统显示图1画面,并保存相应的参数,待保存画面消失后即可断开电源。
图1注意:当使用缝纫记数或底线记数功能、改变缝纫图案或缝纫速度,应在关机前触摸键,待参数保存结束后断开电源,否则可直接断开电源。
2 系统基本画面在开机Logo画面显示后,系统自动进入主菜单画面(图1)。
2.1 主菜单画面(图2)图2①花样文件显示区。
用于显示选中的花样文件。
②功能目录。
触摸此按键可以展开功能按键列表,从中选择文件管理、花样编制、花样修改、用户参数、系统参数、辅助功能进入相应的功能。
③工件计数器。
触摸此键可以进入工件计数器设置画面。
④底线计数器。
触摸此键可以进入底线计数器设置画面。
⑤X方向缩放率。
⑥Y方向缩放率。
⑦图形旋转。
⑧图形镜像。
⑨手动模式进入手动操作画面。
⑩压脚调整键。
压板抬起/压下触摸此键一次,压板压下,再次触摸,压板抬起。
压脚上升/下降触摸此键一次,压脚下降,再次触摸,压脚上升。
回零按键,触摸此按键可以使得缝纫机针运行到缝纫机零点(这里的零点是指在缝纫机头安装的光电传感器的位置)。
参数保存键用于关机前保存当前的参数设置以便下次开机恢复当前状态。
花样文件列表一次显示4个花样文件,运用翻页键可以翻页查看所有花样文件。
准备好键触摸准备好键可以切换到自动加工画面。
提升缝纫速度以每分钟100转的量递增。
降低缝纫速度以每分钟100转的量递减。
图3画面中,踩踏自动运行开关即可进行自动加工。
图3(1)在触摸准备好键以后,系统会提针、压下压板、然后自动回零,因此,此时注意机针位置以及手的位置,以免造成伤害。
(2)如果文件中有次原点,再回到零位以后,机针又进一步运行到次原点的位置。
①准备键。
触摸此键切换到主菜单画面。
②穿线功能,穿线时屏幕处于锁定状态。
绣花机开位操作(大豪工控)
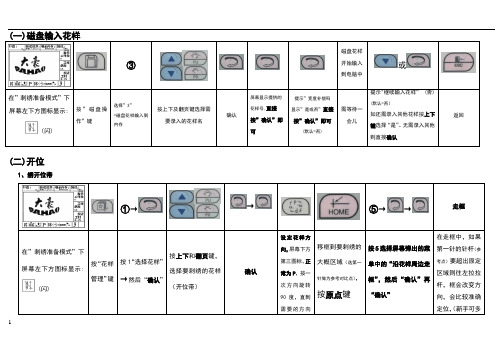
(一)磁盘输入花样③磁盘花样开始输入到电脑中或在”刺绣准备模式”下屏幕左下方图标显示:(闪) 按”磁盘操作”键选择”3”=磁盘花样输入到内存按上下及翻页键选择需要录入的花样名确认屏幕显示提供的花样号,直接按”确认”即可提示”宽度补偿吗显示”是或否”直接按”确认”即可(默认=否)需等待一会儿提示"继续输入花样” (否)(默认=否)如还需录入其他花样按上下键选择“是”。
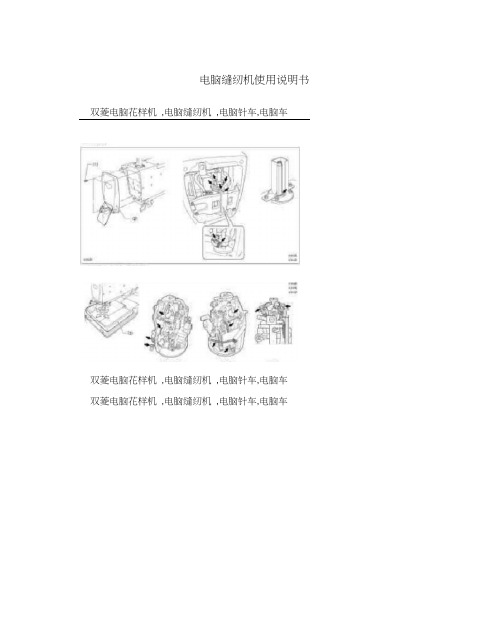
无需录入其他则直接确认返回(二)开位1、绣开位带①→→⑤→→走框在”刺绣准备模式”下屏幕左下方图标显示: (闪)按“花样管理”键按1“选择花样”→然后“确认”按上下和翻页键,选择要刺绣的花样(开位带)确认设定花样方向,屏幕下方第三图标,正常为P,按一次方向旋转90度,直到需要的方向移框到要刺绣的大概区域(选第一针做为参考对比点),按原点键按5选择屏幕弹出的菜单中的“沿花样周边走框”,然后“确认”再“确认”在走框中,如果第一针的针杆(参考点)要超出原定区域则往左拉拉杆,框会改变方向,会比较准确定位,(新手可多12为止。
走几次框)(接上)开机绣开位带按刺绣键确认提示:是否记忆花样起绣点,按原点键提示:是否保存刺绣参数,按上下键选择(是)确认2、设置刺绣花样(在绣完开位带后不要移动框,如有移动,请重新选择开位带,恢复原点)→①→→→按刺绣键,确认,解除刺绣(刺绣准备模式)按“花样管理”键按1“选择花样”→然后“确认”按上下和翻页键,选择要刺绣的花样(正式刺绣的花样带)确认按刺绣键,确认,确认刺绣提示:是否记忆花样起绣点,按原点键提示:是否保存刺绣参数,按上下键选择(是)确认(接上)④开机绣花(另外起点同时也是贴补绣时出框的基准) 按“辅助管理”键按数字键”4”=另外起点确认按方向键(上下左右键),把绣框移到另处起点的位置移到合适的位置后,确认(三)换色1、自动、手动换色2、换色顺序(四)贴布绣图标说明:自动换色,自动起动自动换色,手动起动手动换色,手动起动反复按”自动换色”键,直至屏幕左下方第二个图标出现图标自动换色,自动起动设置完毕.提示:1. 输入并反复2. 修改3. 转换换色针位选择“1”,并按”确认键”(举例)①→②→③→按”换色”键. 按1,确定输入换色顺序“1-2-3-确认”(举例)则等于“-2-3...”3→⑤按上下、翻页键选择需要增加贴布绣的花样会在每一个换色都提示是否出框,在需要出框的换色码选择是,不出框则选择否,确认确认后,提示:出框Y长度(+10),这个数值一般不用改,会以另外起点为出框基点。
电脑缝纫机使用说明书
电脑缝纫机使用说明书双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车干0許貝E∙m∣j>■*4j∙ι≡⅜HR⅜∙n∣MeaHIHS 上TβJI!I L-r∣√;IM *1. ,UhKXXMNQmmh P卜・4•出・♦*",;订I1 M fcΓ* WXryWtin,I I ・*B aaus∣JWtIfl ΛX∙ttθ∣ f∣ I ・・H人Rl√wt! U∣^U∙≡<^工M "FWrMUB•仙七皿f∣.∙⅛>∙*X∣∏∕ Z ∙.m i uι ■临B H rn・∙n ∙xι-MΛ L∙>*n∙3-1 4电垠的建K3∙1 4» K V lCM^IA^hIftC* •I.、・K<βll VinlI fr∣.e∙,.tι⅞∙HI>^U∣U∣卜Z∙1ΠR∙<1R ' ■ •I. n*<∙⅞⅛i u∣n∏.trΛi∙vU r MUiQAinHiiff ½ιtα∕∙.M I IUMlM4»«| <m∣w¾ Wi iU ι⅜tma∣Λ∣t ⅛, WMb< m3v<∣ι∣α≡IIfUlβ^*∙∙∏mΛ*. *%Γ∙IIiitXJrii*「ιι*κf3ixa・ IMKnlM4u.iN∣t<ι ∙αp∙Mj:双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车双菱电脑花样机,电脑缝纫机,电脑针车,电脑车。
95电脑绣花机具体操作方法
95电脑绣花机具体操作方法工作方式: 1 刺绣:从电脑中选择花样进行刺绣。
工作方式•1•确认•选择花样•确认。
2 输入:花样从磁盘中输入到电脑进行刺绣。
工作方式•2•确认•选择内存花样•选择花样•确认。
3 输出:电脑花样输出到磁盘。
工作方式•3•确认•选择输出花样•确认。
辅助方式《7和50之外,其它辅助方式都要在刺绣确认灯灭的情况下进行辅助方式: 1 信息:查看花样换色以及针数。
辅助方式,1,确认。
删除:从电脑中删除花样。
辅助方式,1,右键,确认。
总清:花样全部删除。
辅助方式,1,右键,右键,确认。
2 旋转宿放p穊穌等等:可以旋转花形以匹配绣框;放大縮小花形但针数不变(适合小尺寸的縮放)。
辅助方式,2,确认,选择旋转方向,确认,X方向倍数,确认,Y方向倍数,确认,旋转角度,确认。
3 花样周边¢查看:查看从原点出发的各个方向的距离,以确定原点。
辅助方式,3,确认,确认。
查看X方向以及Y方向的距离。
¢空走:空走以查看是否撞框。
在确定原点后,辅助方式,3,确认,右键,确认,拉杆走框。
¢绣作:在花形边绣长方形边框。
在确认不撞版的情况下,沿花形最外边绣一个长方形框线。
辅助方式,3,确认,右键,右键,确认。
拉杆绣作。
(中间如果拉停,将回到原点。
)4 反复参数:单个花样进行反复绣作,最多可达81次。
X:? Y:? (要查看辅3以确定数量)(注:X¡Y最多都是9次)X:? Y:?(要查看辅3以确定距离)辅助方式,4,确认,选择:通常或者部分(有待研究),确认,选择X轴优先或者Y轴优先,确认,X方向反复次数,确认,Y 方向反复次数,确认,X方向间距,Y方向间距,确认。
(注意:往左和下方为-的,往右和上方为+的)5 另外起点辅助方式,5,确认,移动绣框到另外一个点,确认。
6 贴布绣作:贴布(换色)自动出框。
(换色号要按01 02 03.....换)辅助方式,6,确认,贴布次数(例2 )次,确认,停止序号:01,确认,出框距离(?)确认,02,确认,出框距离(?),确认。
电脑绗缝机的操作步骤
电脑绗缝机的操作步骤远宏织造家纺何宗良1、开通电源,开显示器,开电脑,出现厂名后按确定键(即回车键Enter)后出现操作系统。
2、根据花样本上花形的编号选择花形按F1,进入花样装入功能,用键←、↑、→、↓进行选择,确定按“Enter”,查看110号以后的花形按←↑→↓四个移动键右上角的Pageup、Pagedown键上下翻页。
按F1键后,再按ESC键退出花样装入功能。
3、根据被子大小缩放花形按F2,进入花形缩放的功能,先缩放X,即宽度,用↑数据加1、↓数据减1,→数据加10,←数据减10,确定所需数据,按回车键“Enter”确定,随即出现Y,即长度,缩放用同样的方法,按回车键“Enter”系统重新生成花形,ESC键退出,花形缩放范围50cm-250cm,花形尺寸最少比夹被子的框子小35厘米(公分)。
4、调节针距按F9,调节范围2-12 mm,↑针距加0.5,↓针距减0.5,回车键“Enter”确定针距。
5、把夹好的被子放到设备托架上,把机器缝纫机头推到实际起针点,即缝纫机针距右外边框17cm再加电脑上所显示的左界为起针点,距上外边框17cm,并穿好线。
6、开电机电源,按电脑柜上的绿按钮,开通电源后,框架已锁住不能随意推动。
7、缝制按F4,缝制过程中可接受以下命令:F10,暂停,↑加速,↓减速,出现断线后按F10暂停,按←键空走倒车,→键空走前进,倒车至断线处,按任意键暂停,穿好线后按F4继续缝制。
在穿不到线的情况下,倒车至断线点,停止后可按F7键,缝纫机自动靠近边框,穿好线,按F4自动回位继续缝制。
8、缝制结束后自动返回到起针点。
9、工作结束后,关电机电源,按电脑柜上的红按钮。
10、关电脑,关显示器。
注:F5测试,该功能主要用于系统安装测试,可执行以下命令:F9启动机头,用↑↓键进行加速减速,ESC返回,←框架左移、→框架右移、↑框架上移、↓框架下移,ESC退出。
花样机正常操作方法
花样机正常操作方法花样机是一种专用于编织花样的机械。
它通过提升和下沉不同的针盖来织出不同花纹,可以制作出各种美丽的花样织物。
下面将详细介绍花样机的正常操作方法。
1. 准备工作:首先,需要确认花样机的状态是否正常,检查各部位是否齐全、灵活运转,并检查底座的紧固螺丝是否牢固。
如果需要更换花样,可以从花样集合中选择设计好的花样或自己绘制的花样,将其准备好。
2. 装线:将需要的线穿过线钩,并将线放在线盘上。
然后,将线引导到花样机的导线道,并通过穿过针眼的方式与花样盒内的线连接好。
3. 设置花样:在花样盒上选择需要织造的花样,并将其设置到正确的位置。
确保花样的开关或选项设置与所需花样一致。
花样机通常配有显示屏,在屏幕上可以看到当前所选择的花样。
4. 调整张力:花样机上一般有张力调节器,可以用来调整织出来的花纹的张力。
根据织物类型和所需花样,适当调整张力以获得最佳效果。
5. 调整机械:根据花样机的不同,还需要调整一些机械部位,如底座高度、针盖高度和速度等。
这些调整通常依据花样机的说明书来进行准确的设置。
6. 预织样品:在正式进行织造前,最好预织一个样品进行测试。
这有助于判断花样是否正确以及材料与机器的配合是否良好。
如果发现问题,可以针对具体情况进行调整和修改。
7. 开始织造:一切准备就绪后,可以开始正式进行织造。
将需要织造的材料放在花样机的适当位置,并启动花样机。
花样机会根据所设置的花样来自动织造花纹。
8. 监控花样:在花样机工作的过程中,应时刻密切观察花样的织造情况。
特别注意是否有线断或线卡住的情况出现。
遇到问题及时停机处理,避免进一步损坏花样机或织物。
9. 织造结束:当织造完成后,关闭花样机,并进行清洁和保养工作。
清理花样机内部和外部的杂物,保持机器的干净整洁。
同时,在使用后适当涂抹润滑剂,以保持机器的正常运转。
总结:花样机是一种非常精密的机械设备,在正常操作时需要谨慎小心。
操作前,需要确认器材状态正常,装好线,并设置好花样。
全自动电子花样机 说明书

使用说明书(简易版)最高缝制速度:2500针/分最大针距:12.7mm工作功率:500W工作环境:电源电压220V+-15%电源频率;50/60HZ环境温度:0℃~40℃相对湿度:40%~50%性能特点:1、最多可存储300个花样图案,单个花样可达2万针以上。
花样文件可以通过U盘输入/输出。
2、花样文件采用标准的DST格式,既可以采用打版软件(如田岛,天木…)的花样文件,也可以通过简单的操作在机器上直接编制新的花样,或对花样进行编辑修改。
花样所见即所得。
3、真彩图形显示,操作面板直观简洁,操作简单易学。
4、性能良好的驱动系统和独有的控制算法,大大降低机械振动,寿命长、速度高、噪声低。
5、集成了其他同类产品的几乎所有实用功能。
6、完善的系统自检和测试功能。
7、完善的电源保护,保证系统的正常、长期使用。
8、电控系统采用模块化设计,采用成熟的通用部件,整个电控系统更加稳定,且维修方便。
目录1.电控各部分名称 (2)2.操作盘 (3)3.通常缝制模块 (5)3-1缝制数据输入界面(蓝色背景) (5)3-2 缝制界面(绿色背景) (7)3-3 缝制一个花样 (9)3-4 快捷键显示界面 (11)(1)快捷键编辑界面 (12)(2)快捷键复制界面 (14)3-5 组合缝 (15)3-6 暂停的使用方法 (16)3-7检测到断线报警的解除 (17)4.主机输入模块 (18)4-1进入主机输入模式标准界面(编图界面) (18)4-2回到通常缝制模式 (19)4-3主机输入模式标准界面 (20)(1)显示的设定 (22)4-4 图案的输入 (23)(1)选择功能 (23)(2)直线普通缝(023) (24)(3)圆普通缝(026) (25)(4)点移动 (071、075) (26)(5)顶点移动 (073、078) (27)(6)要素删除 (063) (29)(7)图形删除 (087) (30)(8)图案写入(保存花样) (31)(9)图案读入 (31)(10)试缝 (32)(11)第二原点(115) (33)5.模式界面 (34)6.计数器界面(B参数) (35)(1)计数器的设定方法 (35)(2)计数器加数的解除方法 (37)(3)缝制中计数值的修改方法 (37)7.系统测试 (38)(1)输入测试 (38)(2)输出测试 (39)(3)电机测试 (39)8.信息界面 (40)9.U参数界面 (42)附录一:报警一览表 (46)附录二:缝制时的故障、原因和对策 (50)附录三:花样机使用注意事项 (52)1.电控各部分名称主轴传感器X轴传感器操作盒Y轴传感器主电源开关启动传感器电控箱压脚传感器2.操作盘A: 显示屏亮度调节开关B : 调速开关 缝制过程中可滑动此滑条调节缝制速度,速度调节范围:600rpm~~2520 rpm. C : USB 接口D : CF 卡插槽 注意:机器运行时此插槽不要打开,否则将导致机器损坏等严重后果信息键->从其他界面切换到信息界面准备键->从其他界面切换到数据输入界面或者快捷键界面(蓝色背景),且可以进行数据输入界面和缝制界面的切换模式键->从其他界面切换到模式界面通信键->从其他界面切换到通信界面复位按键->移动工作台到起始针TAB键->移动光标位置注:先按TAB键将焦点放到想操作的按钮上,再按确认按键可以实现选中的操作,只用键盘不用触摸可以实现所有的操作。
EM-1010 刺绣机电脑操作说明书
I目录第一部分控制系统简介 (1)1.1系统概述 (1)1.2注意事项 (1)1.3工作环境 (2)1.4系统供电及接地 (2)1.5操作面板及按键功能简介 (2)1.5-1按键功能简介 (2)1.5-2 触摸按键图标说明 (3)1.5-3功能简介 (4)第二部分花版输入操作 (5)2.1U盘花版输入到内存 (5)2.2删除U盘花版 (6)第三部分花版管理 (7)3.1选择花版刺绣 (7)3.2删除单个花版 (7)3.2输出花版到U盘 (8)第四部分刺绣花版 (9)4.1刺绣状态切换 (9)4.2准备状态 (10)4.2-1 设置花版参数 (10)4.2-2 切换绣框 (11)4.3工作状态 (12)4.3-1 花版原点(起绣点)设定 (12)4.3-2 偏移点(绣框中心最高点)设置 (12)4.3-3 返回原点(起绣点) (12)4.3-4 出入框操作 (12)4.3-5 返回停机点 (13)4.3-6 设置换色 (13)4.3-6-1 设置换色顺序 (13)4.3-6-2 贴布偏移、低速刺绣和替换针杆 (14)4.3-6-3 多金片设计 (15)4.3-7 改变工作方式 (15)4.3-8 刺绣方式切换 (15)4.3-9 花版轮廓操作 (17)4.3-10 断电返回刺绣点操作 (17)II4.4刺绣运转状态 (17)4.5拉杆操作 (18)4.6金片机头开关控制和指示灯 (18)第五部分移框生成花版 (19)第六部分字母生成花版 (20)第七部分手动换色操作 (22)第八部分手动剪线 (23)第九部分绣框原点操作 (24)9.1手动设置绣框原点 (24)9.2自动寻找绣框绝对原点 (25)9.3设置软件限位 (25)第十部分绣框设置 (26)第十一部分生产统计 (27)第十二部分主轴点动操作 (28)第十三部分语言切换 (29)第十四部分刺绣参数 (30)第十五部分设置机器参数 (31)第十六部分用户管理 (32)第十七部分解除限制 (33)17.1锁机解除 (33)第十八部分系统测试 (34)18.1输入测试 (34)18.2输出测试 (34)18.3轴测试 (35)III18.4机头测试 (35)第十九部分系统信息 (36)19.1系统编号和版本信息查看 (36)18.2系统升级 (36)第二十部分IP设置 (37)第二十一部分系统初始化 (38)第二十二部分附录 (39)22.1参数表 (39)22.2系统报错及处理一览表 (41)IV第一部分控制系统简介1.1系统概述非常感谢您使用本公司的电脑刺绣机控制系统!本系统可以配合各种类型的刺绣机使用,满足您对绣花的不同要求,对薄料、厚料、立体刺绣都有令您满意的刺绣效果!先进的DSP控制技术,使系统速度更快,同时系统具有友好的人机操作界面,有效的提高了生产效率;控制系统采用平滑曲线调速,使机械运行更平稳,降低整机的噪音,延长机械的使用寿命!在使用之前,请您仔细阅读使用说明书,以确保正确使用本系统。