橡胶制品外观缺陷及解决方案..
生产橡胶制品常见的质量问题和解决方案
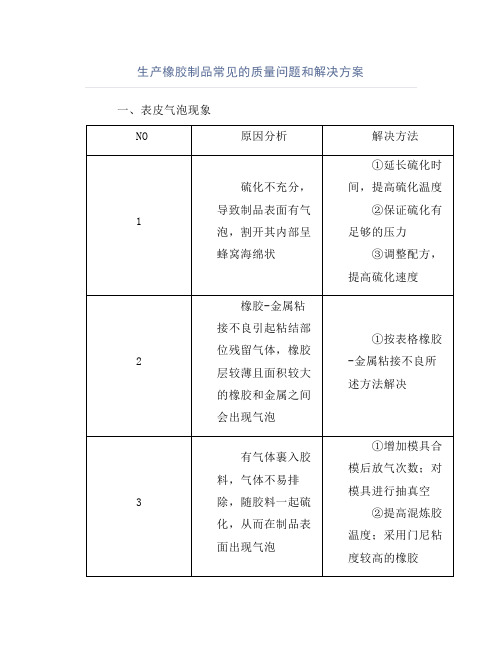
生产橡胶制品常见的质量问题和解决方案一、表皮气泡现象三、分层橡胶制品常见缺陷及解决方法五、缺胶外观不完整,没有填充满七、撕裂、拉毛1过量配合各种助剂在橡胶中的溶解度不同,助剂在橡胶中的溶解度越小,越易出现由过量配合(即橡胶中助剂的含量超过其在橡胶中的溶解度)而引起的喷霜。
过量配合而喷霜时,往往会带动其它组分一起喷出(这种现象称为被动喷霜),尽管这些被动喷霜物在橡胶中远未达到饱和状态。
2温度变化助剂在橡胶中的溶解度随温度变化而变化,一般情况下,温度高时溶解度大,温度降低时溶解度减小。
由于橡胶制品通常在室温下使用,一旦外界温度低于室温,配方中一些助剂的含量接近其溶解度而析出,产生喷霜。
例如夏季生产的胶鞋出厂检验时合格,贮存到冬季却发现喷霜。
3欠硫助剂在橡胶中的溶解状况受硫化条件影响。
以NR为例,在正硫化条件下,交联密度最大,游离硫减小,喷硫几率降低,其它助剂穿梭于三维网络的机会也降低,因而喷霜几率降低;反之,在欠硫状态下,网络交联密度相对较小,喷霜几率相应增大"4老化老化意味着硫化胶三维网络结构的局部因键断裂而受损,从而消弱了网络结构吸附和固锁配合助剂的能力,助剂向表面迁移导致喷霜"5受力不均橡胶受到外力作用时,往往导致应力集中而使表面破裂,使原来呈过饱和状态的配合助剂微粒加速析出,在裂纹表面形成喷霜,并向周边延扩"6混炼不均混炼不均导致配合剂在橡胶中分散不均,局部会出现配合助剂超过溶解度而产生喷霜"预防措施(1)掺用SR:SR对助剂的溶解度高于NR,故掺用部分SR有助于预防NR喷霜。
(2)并用促进剂、防老剂:单用一种助剂,用量过少难以达到效果,用量过多又易出现喷霜,故可以并用几种助剂,达到效果从而减小用量。
(3)利用不同配合助剂在喷霜上的互相干扰制约:不同助剂一起配合使用时,有时会出现相互干涉而有助于抑止喷霜,如软化剂、油膏、再生胶等都具有此功能。
特别是相对分子质量大的助剂能渗透到橡胶大分子的短链中,可有效吸附易喷助剂。
橡胶圈常见缺陷及处理方法

橡胶圈常见缺陷及处理方法
橡胶圈常见缺陷包括以下几种:
1. 空洞和气泡:橡胶圈制作过程中,常常会出现空洞和气泡,这些空洞和气泡会降低橡胶圈的强度和密封性能。
处理方法可以是修补或更换有缺陷的橡胶圈。
修补时可以使用橡胶补丁或胶水填补空洞和气泡。
2. 裂纹和断裂:橡胶圈在使用过程中,由于受力或老化等原因,可能会出现裂纹和断裂。
处理方法可以是修补或更换有裂纹和断裂的橡胶圈。
修补时可以使用橡胶补丁或胶水加固。
3. 变形和变硬:橡胶圈在长时间使用或受到高温和化学物质等外界环境影响时,可能会发生变形和变硬。
处理方法可以是更换有变形和变硬的橡胶圈。
此外,可以采取适当的保养措施,如避免暴露在极端温度下和使用适合的润滑剂,以延长橡胶圈的使用寿命。
4. 腐蚀和老化:橡胶圈在长时间使用或受到化学物质和氧气等的腐蚀作用,会发生腐蚀和老化。
处理方法可以是更换有腐蚀和老化的橡胶圈。
此外,可以采取适当的保养措施,如存放在干燥、阴凉和通风良好的环境中,以延长橡胶圈的使用寿命。
5. 摩擦损伤:橡胶圈在与其他硬物接触或摩擦时,可能会出现摩擦损伤。
处理方法可以是修补或更换有摩擦损伤的橡胶圈。
修补时可以使用橡胶补丁或胶水修补。
总的来说,对于有缺陷的橡胶圈,修补是一种经济实用的处理方法,而更换是一种可靠的处理方法。
在使用橡胶圈时,应注意保护和维护,避免与尖锐物体或化学物质接触,并避免长时间曝露在极端环境中。
橡胶制品的常见缺陷与解决方案
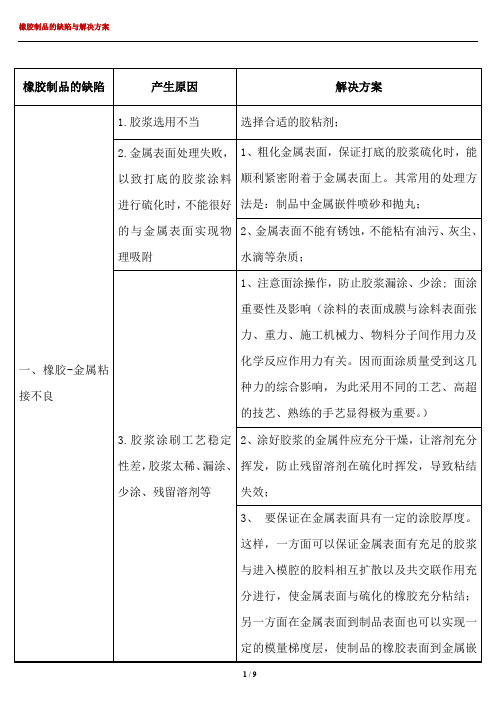
橡胶制品的缺陷与解决方案
件之间有一个从软到硬的渐进。 ( stiffness gradients 橡胶截面弹性与刚性比的有益渐 进) ;
1、改进配方以保证有充足的焦烧时间; 2、改进制品模具和配方,保证胶料以最快的速 度到达金属嵌件的粘结部位; 3、尽量采用普通、半有效硫化体系(不同硫化 体系的耐疲劳性和耐热氧老化等性能有明显差 异,一般硫化体系中随着促进剂与硫黄比率由 小到大的变化,硫化体系由普通硫化体系过渡 到半有效硫化体系,至有效硫化体系。硫化胶 4.配方不合理,胶料 网络结构则由多硫交联键为主转变为多硫键、 硫化速度与胶浆硫化 双硫键和单硫键并存的分布,最后全硫化体系 速度不一致 (配方泛指 变为单硫键和双硫键为主的脆性结构。一般橡 胶料配方和胶浆配方) 胶制品的物理和化学性能,在前两种硫化体系 中能较好适应于生产使用。 ) , 提高硫黄用量 (相 对而言,不是越多越好) ,以实现多硫交联键; 4、改进硫化条件(温度、时间和压力) ; 5、减少易喷霜物和增塑剂的使用,防止其硫化 时迁移到橡胶表面,从而影响粘结; 6、胶料停放时间过长,与空气接触产生一定的 物理化学反应,造成胶料硫化失效。需改用新
3/9
橡胶制品的缺陷与解决方案
2.橡胶- 金属粘接不良 会引起粘结部位残留 大量气体, 加压时气体 收缩。一旦撤去压力, 按上述一橡胶-金属粘接不良中所述方法解决; 气体扩散, 橡胶层较薄 且面积较大的橡胶和 金属之间会出现气泡 1、增加模具合模后放气次数; 2、对模具进行抽真空; 3、提高混炼胶的温度; 4、采用门尼粘度较高的橡胶;(门尼粘度用门 尼粘度计测量, 门尼粘度计是一个标准的转子, 3.有气体裹入胶料, 气 以恒定的转速(一般 2 转/分),在密闭室的试 体不易排除, 随胶料一 样中转动。转子转动所受到的剪切阻力大小与 起硫化, 从而在制品表 试样在硫化过程中的粘度变化有关,可通过测 面出现气泡 力装置显示在以门尼为单位的刻度盘上,以相 同时间间隔读取数值可作出门尼硫化曲线,当 门尼数先降后升,从最低点起上升 5 个单位时 的时间称门尼焦烧时间,从门尼焦烧点再上升 30 个单位的时间称门尼硫化时间。
橡胶产品基本缺陷产生原因及解决措施
浇口设计不合理
浇口设计不合理,导致充型困难或产 生气孔等缺陷。
模具加工精度低
模具加工精度不高
导致模具配合不良,出现飞边、 溢料等问题。
模具表面粗糙
模具表面粗糙导致制品表面质量差 。
模具材料不当
使用不当材料制作模具,导致制品 不符合要求。
设备性能不良
注射机精度不高
注射机精度不高,导致注射不稳 定,制品出现气泡、银纹等缺陷
配方比例不当
橡胶配方中各种原材料的 比例不当,会影响橡胶产 品的性能。
配方设计不合理
硫化体系不合理
硫化体系是橡胶配方设计 的重要部分,硫化剂、促 进剂等配比不当,会影响 橡胶产品的性能。
补强体系不合理
补强剂的种类和用量不当 ,会影响橡胶产品的强度 和耐磨性等性能。
增塑体系不合理
增塑剂的种类和用量不当 ,会影响橡胶产品的柔软 度和耐寒性等性能。
建立完善的设备维护和保养制度 ,定期对设备进行检查、维修和
更换。
保持生产环境的清洁和卫生,减 少污染和杂质对产品质量的影响
。
加强产品使用及环境监控
对产品使用进行严格的监管和控制,避免滥用和误用。 对产品使用环境进行评估和监控,确保其符合产品要求。
建立完善的质量检测和监控体系,对产品进行定期检查和测试。
压力不均
总结词
压力不均是指在橡胶加工过程中,压力 分布不均匀,导致橡胶制品出现鼓包、 厚度不均等问题。
VS
详细描述
压力不均的原因包括模具设计不合理、压 力控制不稳定、注射速度过快或过慢等。 此缺陷会导致橡胶制品形状变形、精度降 低,影响使用性能和外观质量。
时间控制不当
总结词
时间控制不当是指在橡胶加工过程中,时间控制过长或过短,导致橡胶制品出现老化、不耐用等问题。
橡胶外底质量缺陷的产生原因 、修整方法及防范措施

橡胶外底质量缺陷的产生原因、修整方法及防范措施的报告,800字橡胶外底质量缺陷的产生原因及修整方法及防范措施的报告摘要:本文主要介绍了橡胶外底质量缺陷的产生原因、修整方法、防范措施。
首先,论述了橡胶外底质量缺陷的常见原因,其次针对这些原因,提出了相应的修整方法;最后,就如何避免此类问题的发生给出了一些预防措施。
关键词:橡胶外底质量缺陷,产生原因,修整方法,防范措施1.绪论内胶和外底是制作鞋子无可替代的元素,然而很多鞋面上遗留的缺陷都与外底质量有关。
面对各种质量缺陷,同行伙伴们不仅要找到其病因,还要尽快提出补救办法,最大限度减少损失。
2.橡胶外底质量缺陷的常见原因(1) 熔合剂添加不当:橡胶外底制作时需要添加熔合剂,如果添加量不当,容易引起外底质量问题,如:脆化、致密性差、粘度高等;(2) 收缩不良:外底收缩不良也可能造成外底质量问题,特别是收缩率过大时,会导致外底成型和色彩不稳定;(3) 模具磨损:如果模具磨损严重,外底产品易出现缩纹、凹印等质量问题;(4) 各种原料污染:外底制作过程中如果某些原料污染不当,会导致产品表面出现气泡、粘滞不干等质量隐患。
3. 修整方法(1) 熔合剂添加不当:建议降低熔合剂添加量,保证外底柔韧性;(2) 收缩不良:调整外底裁板温度,保证收缩率合理;(3) 模具磨损:及时将磨损严重的模具更换,确保外底质量;(4) 原料污染:及时清理外底原料污染物,保证外底质量。
4. 防范措施(1) 建立标准化的制作流程:严格按照制作流程执行,及时发现并处理问题;(2) 充分准备材料:熔合剂、橡胶原料等材料都要经过严格的准备和测试,确保外底质量;(3) 进行定期维护:定期对裁版模具和机械进行保养和检查,确保机器性能;(4) 提高操作人员素质:定期对操作人员进行培训,确保操作规范,减少质量问题的出现。
5. 结论橡胶外底质量缺陷是造成鞋子质量隐患的重要原因,电子厂家需要从熔合剂添加、收缩率控制、模具维护等方面抓好,同时还要建立标准化的制作流程,充分准备材料,对操作人员进行定期维护和素质提升,以期消除和控制外底质量缺陷。
橡胶制品常见问题及解决方法

不管是何种产品,其实都是有缺陷。
自然橡胶制品也不例外,那该产品比较常见的问题及解决方案有哪些呢吗,下边为您解答。
1、橡胶产品撕裂
原因分析:启模太快,受力不均匀;模具棱角、倒角不合理;隔离剂过多或是过少;胶料流动性差,半成品粘接性差;。
解决方案:启模时制品均匀受力,减小胶料的门黏度,改进模具设计,合理使用隔离剂。
2、橡胶产品缺胶
原因分析:胶料没有充分流动;半成品单耗不足或装胶量不足;模具排气性能差;模温太高。
解决方案:减慢模具上升速度并反复放气;从新制定模具装胶量;改善模具设计,降低模温。
3、橡胶产品出现卷边、抽边、缩边
原因分析:胶料加工性能差。
解决方案:采用铸压、注射法生产降低胶料的门尼黏度。
4、橡胶产品过于粗糙
原因分析:模具表面粗糙,没清洗干净;混炼胶焦烧时间过短。
解决方案:清洗模具;延长焦烧时间。
5、橡胶产品胶边过厚,以至于产品超重
原因分析:模具装胶料过多;平板压力不足;模具没有相应的余胶槽。
解决方案:严格控制半成品单耗;增大平板压力;改进模具设计。
6、橡胶产品有气泡
原因分析:配合剂中含有硫化分解加工时出现窝气;模腔中的空气没有排干净;模具无排气线。
解决方案:模具上增加排气线;生产合模前反复放气,配方中加适量氧化钙
7、橡胶产品出现裂纹
原因分析:胶料有脏物混入;隔离剂添加过多;胶料焦烧不够。
解决方案:保证胶料清洁无污染;合理使用隔离剂;延长焦烧时间。
综上就是橡胶制品常见7大问题及解决方法的介绍,希望对大家进一步的了解有所帮助,同时,如想了解更多有关橡胶制品信息可咨询巩义市鑫业供水材料有限公司。
21_橡胶制品外观缺陷和解决方案

橡胶制品外观缺陷类别及辨认措施
7. 欠硫(体现为:橡胶产品内部有网状、气孔或产品表面鼓包现 象)
❖ 工艺硫化温度太低; ❖ 工艺硫化时间不足; ❖ 装卸模时间太长造成模温降低; ❖ 混炼胶T90过长; ❖ 操作工未按工艺硫化时间生产(缩短硫化时间)。 8. 过硫(体现为:橡胶产品有焦烧或表面褶皱现象) ❖ 硫化温度过高或时间过长; 9. 移位(体现为产品旳分型面不能顺畅过渡,相互错开)
则旳麻点、划痕、凹凸不平等) ❖ 模腔上有痕迹; ❖ 胶料中有硬状物体。 21. 缩裂(体现为橡胶分型处表面有裂纹)
❖ 模温过高; ❖ 模具配合面不当。
橡胶制品外观缺陷类别及辨认措施
22. 撕缺(体现为在产品旳突出部位被扯掉) ❖ 胶料撕裂强度差; ❖ 硫化脱模或修边措施不当。 23. 烫坏(体现为橡胶表面有不规则旳印痕) ❖ 温度过高; ❖ 装骨架或胶料速度慢; ❖ 胶料流动性差; ❖ 排气时间过长;
橡胶制品外观缺陷类别及辨认措施
14.模脏(体现为产品表面色泽不一致,有污垢,没有 光泽)
❖ 模腔内有污垢; ❖ 骨架表面旳胶粘剂涂得太厚,硫化时淌到模腔使橡胶
粘在(致使胶粘剂沾在)模腔上;
❖ 胶料致使模腔易产生污垢; ❖ 使用水性脱模剂易产生模脏。 15.粘模(体现为在橡胶体表面形成不规则旳橡胶残缺
❖ 注射压力小、速度慢。
24. 裂口 ❖ 模温过高;
橡胶制品外观缺陷类别及辨认措施
尤其注意: ❖ 液压类产品:密封圈缺胶、杂质、气泡、闷气
等缺陷决不允许存在; ❖ 衬套类产品:管子孔内不能有胶料堵塞、骨架
孔不能有毛刺; ❖ 带有螺纹旳产品:螺纹不能碰损或压坏 ; ❖ 表面镀锌旳骨架不能损坏表面层,同步注意硫
❖ 骨架或模腔不合格; ❖ 骨架没放正; ❖ 模具构造不合理,致使骨架不好放。 11. 漏骨架(体现为骨架该包胶旳部位没有橡胶)
橡胶制品硫化窝气(气泡、缺胶、明疤、凹痕)解决方案

橡胶制品硫化窝气(气泡、缺胶、明疤、凹痕)解决方案橡胶制品窝气是生产中常见的一种现象,是指在模压硫化过程中,产生气泡、缺胶、明疤、凹痕等外观质量缺陷。
一般来说,产生原因有以下几个方面:1.模具的结构:越复杂的产品模型分型线越少,气体就越不容易跑出;或者根本没有跑胶槽、跑胶槽尺寸太小、缺乏排气孔、排气孔外置不恰当,都能导致产生窝气。
设计合理的溢胶槽和抽真空可以得到一定改善。
2.胶料配方:配方设计时,忽略了配合剂之间互相反应而产生气泡窝气;或者胶料本身受潮,内部和表面有水分,会在硫化时气化而产生窝气;又或者某些胶自身的分解释放出气体或者低挥发组分溢出。
建议添加吸潮材料、流动剂(排气助剂)等,原料选择挥发性小的材料,树脂、油等低挥发份材料。
3.模压的工艺:考虑胶料比重及体积等因素,半成品的质量应该要适当大于成品质量;半成品的形状和在模腔中位置摆放不当;硫化操作时,加压速度过快,气体不能及时排出等。
建议流变仪T10操作胶烧时间延长,降低硫化温度,多排几次气或抽真空。
我们可以从以下几个方面来改善窝气现象:1.合理的硫化温度,低温长时间提高胶料在磨具的流动性。
2.硫化升压速度要适当,不要过快图快,注意多次降压排气,特别是操作人员,要按照硫化规程进行有条件抽真空。
3.制定合理的半成品成型工艺,注意装料形状对产品质量的影响,对不同的产品制作不同的半成品形状尺寸大小,另外半成品的表面涂少量碳酸钙或者滑石粉也有利于提高产品外观质量,添加流动助剂。
4.维护保养好硫化设备和模具,确保设备正常运转,模具清洁,排气孔以及跑胶槽畅通。
5.设计配方时要考虑到原材料的特性,不用或者少用含水率偏高的材料,如果必须使用也要适当预处理,制定合适的炼胶工艺,确保胶料通过混炼后,能排除其中较多的水分。
条件应许回压效果佳。
6.合理设计模具结构,设计必要的分型线、跑胶槽、排气孔。
对高要求的复杂制品最好采用注压流胶孔的模具真空泵抽真空。
总结:产品要想不窝气、明疤,要从材料选择低挥发份的,配方设计延长焦烧操作期提高胶料流动性,模压温度适当多排几次气,磨具设计合理有条件抽真空。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橡胶制品外观缺陷类别及识别方法
12.变形(表现为产品失去了原来固有的形状) 骨架原材料材质差; 抛砂时间过长或砂粒过粗(塑料外壳类,铝外壳类,内 径较大、壁厚较薄的管材类); 模腔与骨架配合间隙过大; 注胶压力过大; 纯胶或塑料产品放置不当。 13.胶边厚 装胶量太多; 模具的上下模配合面(分型面)磨损; 模具无跑胶道或跑胶道不合理; 锁模压力过小; 模具分型面配合不当(设计造成)。
橡胶制品外观缺陷类别 及识别方法
质管部
2013年6月23日
公司提出:每个操作者都是检验员 所有不合格品控制在生产前
质量: 一组固有特性满足要求的程度
•质量和员工的关系: 1)质量与每位员工的工作有关; 2)质量是全体员工互相配合,共同 努力的结果; 3)为保证质量,每位员工必须做好 本职工作
员工的质量职责: 在公司的质量手册中规定:员工 应立即把不符合规定要求的产品或过 程通报给负有纠正措施职责和权限的 管理者; 在岗位说明书中对质量职责的描 述是:实施对制成品的互检、自检; 及时汇报生产异常情况;
橡胶制品外观缺陷类别及识别方法
2.脱胶(表现为橡胶体与骨架相互脱离,不粘接) 骨架涂胶前表面的油脂未处理干净;(表现为胶粘剂 与骨架不粘) 胶粘剂失效:表涂或底涂未干燥;超期储存;合模后 未开始注胶突然停电;使用了不合格的胶粘剂;骨架 装在高温模具中时间过久。 涂好胶粘剂的骨架表面被污染:没做好防尘措施被粉 尘污染,被脱模剂污染,设备维修时没有将骨架移走 被油污染,装骨架时没有更换干净的手套; 骨架表面的胶粘剂过厚或有堆积现象; 模温过高或过低; 模具封胶不严; 注胶孔过大; 二次加工。
橡胶制品外观缺陷类别及识别方法
橡胶制品外观缺陷类别及识别方法
19.撬坏(表现为零件的橡胶体或骨架在硫化的后期 被局部破坏) 模具结构不合理; 脱模器具不合理; 脱模方法不当。 20.模痕、凹凸(表现为橡胶体表面有明显的、不规 则的麻点、划痕、凹凸不平等) 模腔上有痕迹; 胶料中有硬状物体。 21.缩裂(表现为橡胶分型处表面有裂纹) 模温过高; 模具配合面不当。
橡胶制品外观缺陷类别及识别方法
3.烂边(焦边)(表现在模具型腔分型部位出现皱褶、 分层等缺陷) 模温过高; 撕边模具撕边槽距离不合理; 排气不当。
4.杂质(表现为在橡胶体表面存在不同的材料或其它物 体) 混炼胶中含有熟胶皮; 模具上的熟胶皮没有清理干净; 注胶孔没有清理干净; 内在杂质(原材料本身中的杂质);
橡胶制品外观缺陷类别及识别方法
5.闷气:(表现为橡胶体上有一点粘粘的,海绵状的橡胶; 混炼胶没熟) 排气次数不够; 模具上没有设计排气孔或跑胶道; 排气延时不足; 上料方法不当; 胶料过多; 排气方法不当。 6.气泡(闷气的另一种表现状态,在橡胶体表面形成一个 包,里面充满空气) 涂好胶粘剂的骨架表面被污染(逐步脱胶—气泡); 骨架表面的胶粘剂未彻底干燥; 原材料中水分超标; 混炼胶中水分过多。
橡胶制品外观缺陷类别及识别方法
22.撕缺(表现为在产品的突出部位被扯掉) 胶料撕裂强度差; 硫化脱模或修边方法不当。 23.烫坏(表现为橡胶表面有不规则的印痕) 温度过高; 装骨架或胶料速度慢; 胶料流动性差; 排气时间过长; 注射压力小、速度慢。 24.裂口 模温过高; 胶料撕裂强度差;
橡胶制品外观缺陷类别及识别方法
10.打骨架(表现为骨架变形、断裂、多出毛刺 等致使骨架不合格的现象) 骨架或模腔不合格; 骨架没放正; 模具结构不合理,致使骨架不好放。 11.漏骨架(表现为骨架该包胶的部位没有橡胶) 骨架或模腔不合格 模腔中定位销脱落或配合不当; 装模时,导致模具的上下模配合不当;
橡胶制品外观缺陷类别及识别方法
14.模脏(表现为产品表面色泽不一致,有污垢,没有 光泽) 模腔内有污垢; 骨架表面的胶粘剂涂得太厚,硫化时淌到模腔使橡胶 粘在(致使胶粘剂沾在)模腔上; 胶料致使模腔易产生污垢; 使用水性脱模剂易产生模脏。 15.粘模(表现为在橡胶体表面形成不规则的橡胶残缺 区) 模温过低; 胶料配方不佳(如内在脱模剂份量少); 骨架胶粘剂未彻底干燥。 16.骨架用错(不能例入外观缺陷) 类似骨架没有防错技术
橡胶制品外观缺陷类别及识别方法
7.欠硫(表现为:橡胶产品内部有网状、气孔或产品表面鼓包现 象) 工艺硫化温度太低; 工艺硫化时间不足; 装卸模时间太长造成模温降低; 混炼胶T90过长; 操作工未按工艺硫化时间生产(缩短硫化时间)。 8.过硫(表现为:橡胶产品有焦烧或表面褶皱现象) 硫化温度过高或时间过长; 9.移位(表现为产品的分型面不能顺畅过渡,相互错开) 模具的导柱或导柱孔磨损,造成它们之间的配合间隙加大; 模具的上下模在合模时没有防错技术,转180度也能将模具合上, 而且不会将模具打坏; 模具的导柱脱落; 骨架产品,模腔中定位销脱落或配合不当。
16.注胶孔太深(表现为在橡胶体表面形成一个明显的 凹坑) 设计不合理; 排气不当; 模温过高; 脱模不当。 17.骨架断裂 注胶压力太大或骨架的抗拉强度、延伸率太低造成,如 181H,515C的外壳等; 模腔与骨架配合间隙过大。 18.分层(表现为在橡胶体的局部产生橡胶与橡胶之间 不粘合的现象) 胶料热炼温度过低、薄通次数不够; 硫化温度过高; 排气不当。
最了解产品的人是谁?
生产操作者!
影响过程质量异常的因素:
人、机、料、法、பைடு நூலகம்、测
不接受不良品 不生产不良品 不传递不良品
橡胶制品外观缺陷类别及识别方法
1.缺胶(表现为:橡胶体外观不完整,没有填充满) 胶料称量不准; 胶料流动性不好; 胶料摆放不当 注胶孔被堵; 溢胶 注射压力不足; 注射/注压未完成突然停电; 实际用胶量与工艺不符; 注压机胶料烘烤不均; 同一个产品在不同机器上的工艺参数不同; 注胶孔过小。