新型立辊轧机
E2立辊功能简述

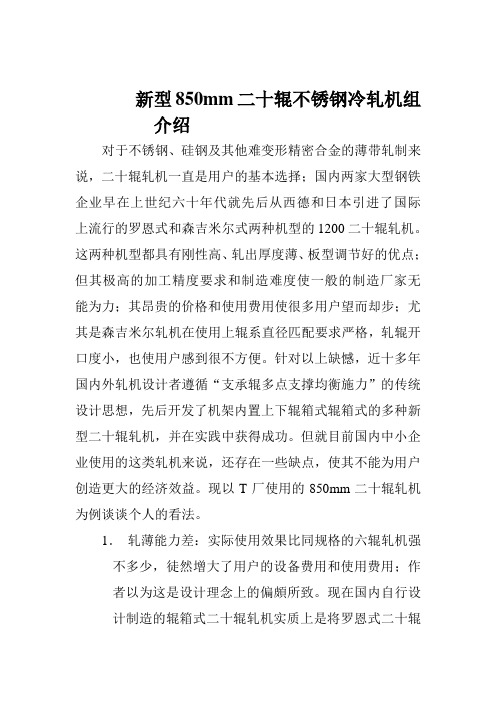
E2立辊功能简述1. 宽度自动控制系统的配置及系统结构E2立辊轧机的结构如图1所示:图1 立辊轧机的结构E2立辊轧机在热轧板带轧机组中的作用有:(1)轧制侧压板坯的两个立侧面,减小和保证板带钢的宽度和精度;(2)可将板坯对准轧制中心线,起导向板坯作用;(3)轧制厚度大于100mm的板坯时,可松动板坯边部300mm宽的氧化铁皮,接着用高压水除鳞效果好。
E2立辊轧机采用了全液压长行程压下装置,具有设备结构简单、投资省、维护工作量小、带坯宽度控制精度相对较高等优点,梅钢采用的自动宽度控制的基本方式有:短行程控制(SS-AWC)、轧制力宽度控制(RF-AWC)、前馈宽度控制(FF-AWC)等。
一旦机架受载液压伺服系统立即根据轧制要求投入工作,对板宽偏差进行动态实时调节。
液压系统与二级控制系统、基础自动化系统及仪表测量系统所组成的板宽控制系统对板宽进行动态准确控制。
2. 立辊的自动宽度控制(AWC)功能2.1 简介AWC功能包括立辊辊缝预设定和在线控制两部分,预设定就是根据二级控制系统 (L2) 来的基准,在带钢进入立辊前使侧压摆在一个合适的辊缝位置;其中在线控制又包括短行程控制、轧制力宽度控制、前馈宽度控制三项功能。
2.2 动态调整2.2.1 短行程控制(SS-AWC)短行程控制主要是对板坯头尾部宽度进行补偿,改善轧制过程中,尤其立辊轧制时头尾缺陷。
侧压轧制过程中,在轧制道次的开始和结束时将出现两个非稳定阶段。
开始侧压时,带钢头部在出辊缝之前就已经与轧辊表面脱离接触。
这是因为带钢头部基本上处于无应力状态,没有一个力矩能回牵轧件以保持轧件与轧辊的接触,这部分金属将向中间流动,并且是非均匀延伸,从而造成失宽。
只有当时间足够长,带钢头部出现塑性变形区时,带钢内部才形成回牵剪切应力,强迫轧件充满辊缝。
对于带钢尾部通过轧辊时的非稳定轧制情况可以作类似解释。
另外,带钢中间部分的“狗骨”形比带钢两端严重,平轧后的恢复量也比两端大。
新型850mm二十辊不锈钢冷轧机组介绍
新型850mm二十辊不锈钢冷轧机组介绍对于不锈钢、硅钢及其他难变形精密合金的薄带轧制来说,二十辊轧机一直是用户的基本选择;国内两家大型钢铁企业早在上世纪六十年代就先后从西德和日本引进了国际上流行的罗恩式和森吉米尔式两种机型的1200二十辊轧机。
这两种机型都具有刚性高、轧出厚度薄、板型调节好的优点;但其极高的加工精度要求和制造难度使一般的制造厂家无能为力;其昂贵的价格和使用费用使很多用户望而却步;尤其是森吉米尔轧机在使用上辊系直径匹配要求严格,轧辊开口度小,也使用户感到很不方便。
针对以上缺憾,近十多年国内外轧机设计者遵循“支承辊多点支撑均衡施力”的传统设计思想,先后开发了机架内置上下辊箱式辊箱式的多种新型二十辊轧机,并在实践中获得成功。
但就目前国内中小企业使用的这类轧机来说,还存在一些缺点,使其不能为用户创造更大的经济效益。
现以T厂使用的850mm二十辊轧机为例谈谈个人的看法。
1.轧薄能力差:实际使用效果比同规格的六辊轧机强不多少,徒然增大了用户的设备费用和使用费用;作者以为这是设计理念上的偏頗所致。
现在国内自行设计制造的辊箱式二十辊轧机实质上是将罗恩式二十辊轧机的四根立柱及附属压下装置取消,上下辊箱放置在一个整体机架内;通过上(或下)部压下油缸施加轧制压力,通过下(或上)部斜楔调整装置保持轧制线标高不变。
这种结构本身在轧制状态下机架系统的变形应力线拉长,其综合刚性与上述两种传统二十辊轧机无法相比;如果在零部件结构上不加分析照搬罗恩轧机的设计会使其刚性更差;得不到薄带轧制所需的压下效应。
现场轧机看上去设计得很壮实,如果对其刚性进行一个简单的测量,就会发现大出所料。
2.缺少分段冷却辊形调节手段:二十辊轧机轧受结构空间的限制,喷嘴分段冷却装置的设计比较困难,有些轧机没有这个措施。
但是在板带轧制中作为对其它快速辊型调节手段的补充,分段冷却辊形调节手段还是不可缺少的——尤其在轧材宽度变化较大的情况下。
3.传动系统设备配置不合理:主电机经过专用减速机减速后再通过一个带增速的分配箱把扭矩传给四个中间辊;不但增加了设备重量,而且降低了传动效率和轧机的动态性能,增大了轧制能耗。
立辊轧机在铝热轧中的作用及配置特点

3 立辊 轧 机 的传 动 方 式 及 其 特 点
立辊 轧 机 的传 动方 式 , 据传 动 电机 布置 的方 位 根 和传 动特点 分 为上立 式 传 动 、 卧 式传 动 和下 卧式传 上
动。
示 。换 句话 说 , 任 一 滚 边 道 次 中 , 辊 轧 机都 和 热 在 立 轧机 形成 连轧 过程 。
△ B 、 形宽展 △ B , 图 l所 示 。如 果 把 轧 件 的 宽 ,鼓 如
展用 式子来 表达 , 就是 :
△ B = △ B1+ △ B2+ △ B3
由 以上 分 析 可 知 , 论 是 何种 宽 展 , 将影 响 到 不 都
轧件宽 度和 边 部 质 量 , 终 导 致 切 边 量 增 大 , 何 损 最 几
需要指 出 的是 , 辊 轧机 对 轧 件宽 度 的调 整 范 围 立 是 有 限的 , 可 能在 很 大 的范 围内对 轧 件 的宽 度 进行 不
调整。
机与 热轧 机 之 间 的距 离 , 产 生 瞬 间 的 连 轧 现象 , 而 不 利于 轧制 过程 的顺利 进 行 ; 时 可 能会 出现滚 边 道 次 有
间的距离 比较小 , 备 维 护 检 修 比较 困 难 ; 辊 轧 机 设 立
和热 轧机要 具 备连 轧控制 功能 , 设备 投资 略有增 加 。
2 2 中距 离 配置 .
中距 离配 置 , 指立 辊 轧机 和 热 轧机 之 间 的距 离 是
上 卧式 传 动 , 电机 水 平 布 置 在 轧 机 机 架 的 上 主
维普资讯
第 3卷 2
第 3期
有 色 金 属 加 工
N ONF RROU MEr ROCES NG E S AI P S SI
立辊轧机在梅钢热轧板厂的应用

在偶 道次 时 , 统保 存 由仪 表 测 压头 采 集 的 系
R 2水平 轧机 的总 的轧 制 力 , WC 系统 通 过 测 得 A
端 大 。因此 , 经过 水 平 轧 制 道 次 后 , 来 的 失 宽 原
被 进 一 步扩 大 。
Байду номын сангаас
跟 踪 , 设定 液压 A 预 WC, 在水 印处 加 大侧 压量 , 消
除水 印处 产生 的多 余 的 宽展 量 , 水 平 轧 制后 的 使
板坯 达 到设定 的宽 度值 。
对于带钢尾部 通过 轧辊 时 的非稳 定轧 制情 况 , 可 以作 类 似 解 释 。 另 外 , 钢 中 间 部 分 的 “ 带 狗
轧制侧压 板坯 的两 个立 侧 面 , 以减 小 并保 证 板带 钢的宽度 和精度 ; 可将板坯 对准轧 制 中心线 , 起导
芦
铮
武仁 户 立辊轧机 在 梅钢 热轧 板厂 的应 用
・9 ・
间足 够 长 , 钢 头 部 出 现 塑 性 变 形 区时 , 钢 内 带 带
部才 形 成 回牵 剪 切 应 力 , 迫 轧 件 充 满 辊 缝 。 强
自学习功 能。实践证 明 , 梅钢 热轧板 厂立辊轧机 的应 用是成 功 的, 并在 实际生产 中取 得 了良好
的效 果。
关键 词 : 立辊 轧机 ; 行程 ; 度补偿 ; 短 硬 轧制 力控制
App ia in f Edg r M ili tRol ng Pl nta eg ng lc to o e l n Ho l a tM i a i
向板坯 的作用 ; 制厚度 大 于 10 m 的板坯 时 , 轧 0 m
三、热轧带钢设备及控制04(立辊轧机)

调宽:
解放连铸的能力 大幅度减宽
水平辊轧机轧制
调宽量:300mm
立辊+水平辊轧制过程 立辊轧制程
控宽: AWC、SCC
提高轧件全长宽度精度,
水平辊轧机轧制
在水平辊轧机轧制后 形成鱼尾
鱼尾
减少切损
立辊轧制中的不均匀变形
热带粗轧机组坯料变形特点
• •
头尾部:轧件收缩 中部:变形不能深透 形成“狗骨” 率
主要组成:机架、立辊、电机、减速机、传动轴、辊缝调整/压下机构、 接轴提升/平 衡机构 立辊的使用:多道次可逆轧制中 奇道次使用 偶道次立辊打开
主要参数:辊径: 1000~1200mm 轧制力: 300~500吨 轧制速度:0~6.5m/s 主电机:2000kw
立辊轧机
立辊轧机的组成结构(立式电机) 接轴平衡
头部失宽
头部失宽
板坯
板卷
粗轧机外形
普通轧制过程 立辊辊缝变化过程
b 立辊短行程轧制过程
平辊立辊和孔型立辊的立辊轧制: 使用带孔性轧辊使变形深透 提高减宽效率
粗轧区的宽度控制的配置: AWC: RF-AWC FF-AWC SSC:
影响宽度精度的因素:
坯料:宽度、厚度波动 加热温度波动 张力波动
粗轧宽度控制效果
无AWC
有AWC
本卷内的变化 板卷宽度记录 本卷内的变化
经平辊轧制形成“舌形” 或“鱼尾” 经平辊轧制后再次宽展,降低调宽效
立辊头部失宽现象的形成
板坯立轧咬入阶段
的FEM模拟计算
结果
0 咬入接触瞬时
6 轧件出变形区
10 形成稳定轧制
不同的坯料头部形状
舌头
理想头尾
鱼尾
宽度压下量对头尾形状的影响
立辊轧机的工作原理

立辊轧机的工作原理立辊轧机是一种常用的金属加工设备,用于将金属坯料通过辊轧加工的方式,加工成所需的形状和尺寸。
立辊轧机的工作原理主要包括进料、轧制和出料三个步骤。
首先是进料过程。
金属坯料通过输送装置送入立辊轧机的工作区域。
在进料过程中,需要确保坯料的位置准确,并通过调整进料辊轴的位置来控制进料量。
进料辊轴的转速也需要根据加工需求进行调整。
接下来是轧制过程。
轧制是立辊轧机的核心工作步骤。
在轧制过程中,金属坯料被夹持在上下两个辊轮之间,通过上下两个辊轮的旋转来施加力量,使金属坯料发生塑性变形。
辊轮的旋转速度和方向可以通过控制系统进行调节,以实现所需的轧制效果。
在轧制过程中,金属坯料会逐渐变薄并改变形状。
通过调整辊轮之间的间隙大小,可以控制金属坯料的厚度和形状。
辊轴的材质和表面处理也会影响轧制效果。
辊轴通常由高强度合金钢制成,并经过热处理和表面硬化处理,以提高耐磨性和使用寿命。
最后是出料过程。
经过轧制后,金属坯料从辊轮之间的间隙中出来,成为加工后的金属板材或金属杆料。
出料过程需要确保金属坯料的顺利出料,并通过输送装置将其送离工作区域。
立辊轧机的工作原理主要依靠辊轮的旋转运动和辊轴之间的力学作用,对金属坯料进行塑性变形,从而实现金属加工的目的。
通过调整辊轮的转速和方向,以及辊轴之间的间隙大小,可以控制金属坯料的厚度和形状,满足不同加工需求。
立辊轧机是一种利用辊轮旋转和力学作用对金属坯料进行塑性变形的金属加工设备。
它的工作原理主要包括进料、轧制和出料三个步骤。
通过调整辊轮的转速、方向和辊轴之间的间隙大小,可以实现对金属坯料的精确控制,满足不同加工需求。
立辊轧机在金属加工行业中有着广泛的应用,对于提高生产效率和产品质量具有重要作用。
轧机参数

1250 轧线设备主要技术参数1、 E1 立辊轧机最大轧制压力 2800 kN2、 E1 立辊轧机最大轧制力矩 2×165 kNm(1.75 倍过载)3、 E1 立辊轧机主传动电机 Z740/630 500 kwn=335/700 r/min 2 台4 、R1 二辊轧机最大轧制压力 20000 kN5、 R1 二辊轧机最大轧制力矩 2300 kN.m(2..25 倍过载)6 、R1 二辊轧机主传动电机 Z3200/1100 4500 kwn=40/80 r/min 2 台7、 F1E 立辊轧机最大轧制压力 1000KN8、 F1E 立辊轧机主电机 Z560/500 150 kwn=220/440r/min 2 台9、 F1-F7 精轧机最大轧制力: F1~F4 20000 kNF5~F7 18000 kN10、 F1~F7 精轧机主传动电机: F1~F4 DC4000 kw 119/250 r/min F5: DC3500Kw 160/335 r/minF6: DC3500Kw 205/430 r/minF7: DC3200Kw 233/490 r/min11、高压水除鳞机工作压力 18 Mpa12、切头飞剪最大剪切力 6000 kN13、切头飞剪主传动电机 DC850 kw (2.5 倍过载)925 r/min 1 台14、卷取机带钢厚度: 1.5~18 mm15、卷取机成品宽度: 600~1100 mm16、卷取机钢卷外径:Φ1800 mm(max),Φ1000 mm(min),17、卷取机钢卷内径:Φ762mm18、卷取机钢卷重量: 16.8 T (max)19、卷取机卷筒传动电机: Z710-2 700 kw340/1020 r/min 各1 台。
热连轧机粗轧全液压压下立辊轧机

1
≠|
/ 一 _ _
1
主 电机
由
一一
1 口
』- . q
… ,
4 全 液 压 压 下 的控 制 技 术
Ed e t n t h l d a l c e d wn i g rS a d wi W o eHy r u i S r w- o HCM h c n
S iW e h i
Ab t a t n ea t l e ci e esr c u a e t rsa d c n g rt n o ee g r tn t h l y r u i s r c : l ri e d s rb st t t r l au e n o f u a i f h d e a d wi w oeh d a l c h u f i o t s h c
●
s r w- o n frHC Ro g l . c e d w M u hmi s 0 l Ke r s HCM :wh l y a l p r t n e g rs n y wo d : oe h d u i o e ai ; d e t d;sr cu a au e r c o a tu t r l e t r f
为 调整 两 根轧 辊 6之 间的开 口度 ,是 由 5 AWC缸
液 压 缸装 有 位 移 传感 器 ,实 现 A WC控 制 ,结 构 简 单而 且易 于维 护 .辊 缝调 整装 置 内部装 有测 压 仪 ,用来 检测 轧制压 力 。 主传 动采 用 电机 上传 动 形 式 ,由 两 台立式 交 流变频 电机 .各通 过 圆柱 齿 轮减 速机 驱 动轧 辊 进 行 轧制 。电机 分别 竖 直座 落在 立 辊机 架 上 , 电机
—