常用导柱配合公差表
模具零件的配合类别和精度等级表

固定零件
与金属液接触,受热较大
H7/h6(圆形)
套板和镶块,镶块和型芯,套板和浇口套、镶块、分流锥等
H8/h7(非圆形)
不与金属液接触,受热较小
H7/k6
套板和导套的固定部位
H7/m6
套板和导柱、斜销、楔紧块、定位销等固定部位
滑动零件
与金属液接触,受热量较大
H7/f7(锌合金)
推杆和推杆孔,型芯、分流锥和卸料板上的滑动配合部位,型芯和滑动配合的孔
H7/e8(镁合金、铝合金)
H7/e8(锌合金)
成型滑块和镶块
H7/d8(镁合金、铝合金)
受热量不大
H8/e7
导柱和导套的导滑部分
H9/e8
推板导柱和推板导套的导滑部位
H7/e8
复位杆与孔
导柱导套间隙
导柱导套间隙
导柱导套间隙是指导柱(或导套)的外径与导孔(或导套孔)的内径之间的间隙。
导柱-导套耦合是一种常见的机械连接方式,常用于机械设备的定位和导向。
导柱-导套间隙的大小直接影响耦合的紧密度和精度。
导柱-导套间隙的选取要根据实际应用需求进行,一般需要考虑以下几个方面:
1. 紧密度要求:间隙过大会导致耦合不紧密,容易产生松动和偏移,而间隙过小会导致装配困难和磨损加大。
根据需要的紧密度要求选择适当的间隙。
2. 公差配合:导柱和导套的尺寸公差对间隙有直接影响,需要根据公差选择合适的间隙。
通常,选择配合公差为H7/g6或
H7/h6时,导柱导套间隙可控制在0.01-0.05mm范围内。
3. 摩擦和磨损:导柱和导套之间的间隙大小会影响摩擦力和磨损程度。
间隙较大时,摩擦力较小,磨损较少,但精度相对较低;间隙较小时,摩擦力较大,磨损较多,但精度相对较高。
根据具体情况选择合适的间隙。
总之,导柱导套间隙的选择需要根据具体情况综合考虑紧密度要求、公差配合和摩擦磨损等因素,以保证耦合的准确度和可靠性。
导柱、导套与孔的公差

d
直径 16 20 25 30
公差
+0.018 +0.007
+0.020 +0.008
35
40
+0.025 +0.008
50
60
+0.035
70
+0.015
d1
直径 公差
25
30
+0.020 +0.009
35
42
+0.025
48
+0.010
55
70
40
50
+0.030 +0.020
60
70
+0.035 +0.020
d2
M*P
直径 公差 螺纹
16
M6*1.00
20
M8*1.25
25 M12*1.75
30
-0.80
35
-1.00
40
M16*2.00
50
60 M20*2.50
70
L1 深度 12 16 24
32
40
圆柱度 L
公差
≤50 0.002
51-100 0.003
51-100 0.003
>100 0.004
真圆度
d 公差
≤30 0.002
>30 0.003
编制
审核
批准
宁波米勒模具制造有限公司
直杆型导柱的尺寸公差
尺寸公差
型号
16 20 25 30
直径 16 20 25 30
d 公差
-0.015 -0.027
导柱导套与孔的公差资料讲解

DH 直径公差直径公差直径公差直径厚度1616-0.015-0.02716+0.020+0.010162120202020252525252530303030303535353535404040404045105050505055126060606066707070+0.035+0.0207076编制审核批准>300.003d ≤300.002公差51-100圆柱度L >100-0.025-0.040-0.030-0.049+0.025+0.015+0.030+0.020-0.020-0.0336815-0.80-1.00带肩型导柱的尺寸公差d尺寸公差d2d1型号公差≤500.002真圆度0.0030.004螺丝过孔螺丝孔直径公差直径公差直径公差MM1616-0.015-0.02716+0.020+0.010162020202025252525303030303535353540404040M10M2050505050M12M2460606060707070+0.035+0.02070编制审核批准M8M16M30直杆型导柱的尺寸公差尺寸公差型号dd1d2-0.80-1.00-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049无无M16圆柱度L ≤5051-100>100真圆度d ≤30>30公差0.0020.003公差0.0020.0030.004直径公差直径公差厚度公差1616+0.040+0.0302120202525253030303535354040404510505055126060667070+0.055+0.04076编制审核批准导柱孔的尺寸公差尺寸公差6815±0.05±0.05+0.045+0.035型号d1DH+0.050+0.040DH 直径公差直径公差直径厚度1616+0.018+0.00725306202030352525354030304247353548544040556150507076126060808670709096编制审核批准导套的尺寸公差尺寸公差型号dd1+0.020+0.008+0.025+0.008+0.035+0.0151510+0.020+0.009+0.025+0.010+0.035+0.0158圆柱度L ≤3031-50>500.004公差0.0030.0035真圆度d ≤30>30公差0.00250.003M*P L1直径公差直径公差直径公差螺纹深度1616-0.015-0.02716+0.020+0.01016M6*1.001220202020M8*1.2516252525253030303035353535404040405050505060606060707070+0.035+0.02070编制审核批准2432 M20*2.5040直杆型导柱的尺寸公差尺寸公差型号d d1d2圆柱度-0.80-1.00-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049M16*2.00M12*1.75L≤5051-100>100公差0.0020.0030.004真圆度d≤30>30公差0.0020.003塑料制件尺寸塑料注塑件尺常用塑料制件的壁。
冲压模具公差及间隙标准

公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
精密级导柱和模板的配合公差

精密级导柱和模板的配合公差摘要:一、精密级导柱和模板的配合公差简介1.精密级导柱的定义和作用2.模板的定义和作用3.配合公差的定义及其对精密级导柱和模板的影响二、精密级导柱和模板配合公差的计算方法1.配合公差的计算公式2.精密级导柱和模板配合公差的举例说明三、精密级导柱和模板配合公差的选择1.配合公差选择的原则2.不同应用场景下的配合公差选择四、精密级导柱和模板配合公差的控制1.生产过程中配合公差的控制方法2.配合公差控制的实际应用案例五、总结1.精密级导柱和模板配合公差的重要性2.未来配合公差控制的发展趋势正文:精密级导柱和模板的配合公差在机械制造领域具有重要作用,它们直接影响着产品的精度和性能。
精密级导柱是用于定位和导向的零件,而模板则起到定位和支撑的作用。
配合公差是指零件加工后实际尺寸与理论尺寸之间的差异,这种差异会对产品的性能和寿命产生影响。
为了确保精密级导柱和模板的配合性能,需要计算合适的配合公差。
配合公差的计算方法主要包括公式法和类比法。
其中,公式法是根据设计要求和加工精度计算出合理的配合公差;类比法则是参考类似产品的实际应用经验,选取合适的配合公差。
在选择精密级导柱和模板配合公差时,需要考虑多种因素,如产品的使用环境、安装方式、加工工艺等。
合理的配合公差可以提高产品的性能和寿命,降低维修成本。
为了实现精密级导柱和模板配合公差的控制,需要在生产过程中采取有效措施。
例如,严格控制加工温度、切削速度和刀具磨损等参数;定期检测设备和工具的精度,确保其满足生产要求;对产品进行严格的质量检验,确保其尺寸和形位公差满足设计要求。
总之,精密级导柱和模板配合公差在机械制造领域具有重要意义。
合理的配合公差可以提高产品的性能和寿命,降低维修成本。
常用尺寸公差与配合表

常用尺寸公差与配合表以下是常用的尺寸公差与配合表:1. H 系列公差与配合表:- H6:工件公差为±0.009mm,配合公差为0~0.025mm。
- H7:工件公差为±0.018mm,配合公差为0~0.050mm。
- H8:工件公差为±0.030mm,配合公差为0~0.080mm。
- H9:工件公差为±0.050mm,配合公差为0~0.120mm。
- H10:工件公差为±0.080mm,配合公差为0~0.180mm。
2. JS 系列公差与配合表:- JS6:工件公差为±0.012mm,配合公差为-0.006mm~0.020mm。
- JS7:工件公差为±0.020mm,配合公差为-0.009mm~0.030mm。
- JS8:工件公差为±0.028mm,配合公差为-0.012mm~0.040mm。
- JS9:工件公差为±0.040mm,配合公差为-0.016mm~0.050mm。
- JS10:工件公差为±0.060mm,配合公差为-0.022mm~0.070mm。
3. P 系列公差与配合表:- P6:工件公差为±0.005mm,配合公差为-0.006mm~0mm。
- P7:工件公差为±0.010mm,配合公差为-0.010mm~0mm。
- P8:工件公差为±0.018mm,配合公差为-0.012mm~0mm。
- P9:工件公差为±0.030mm,配合公差为-0.015mm~0mm。
- P10:工件公差为±0.048mm,配合公差为-0.018mm~0mm。
这些只是一些常见的尺寸公差与配合表,实际应用中可能会根据具体情况选择其他标准或特殊公差。
冲压、塑料、压铸模具常用公差配合
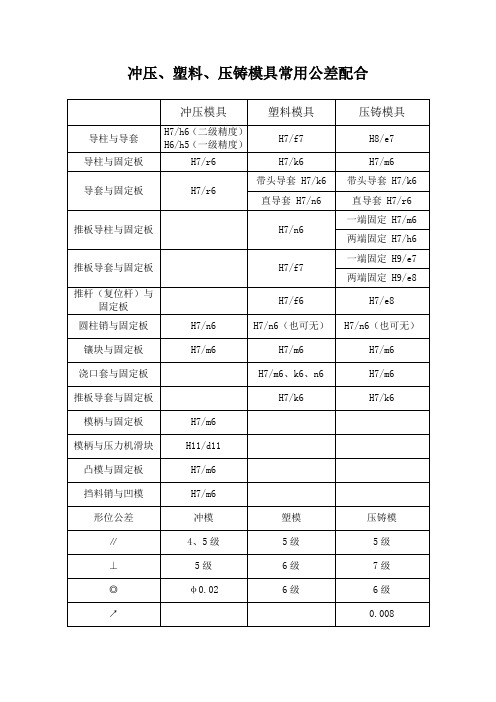
冲压模具
塑料模具
压铸模具
导柱与导套
H7/h6(二级精度)
H6/h5(一级精度)
H7/f7
H8/e7
导柱与固定板
H7/r6
H7/k6
H7/m6
导套与固定板
H7/r6
带头导套H7/k6
带头导套H7/k6
直导套H7/n6
直导套H7/r6
推板导柱与固定板
H7/n6
一端固定H7/m6
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/m6
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
H7/k6
H7/k6
模柄与固定板
H7/m6
模柄与压力机滑块
H11/d11
凸模与固定板
H7/m6
挡料销与凹模
H7/m6
形位公差
冲模
塑模
压铸模
∥
4、5级
两端固定H7/h6
推板导套与固定板
H7/f7
一端固定H9/e7
两端固定H9/e8
推杆(复位杆)与固定板
H7/f6
H7/e8
圆柱销与固定板
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
H7/k6
H7/k6
模柄与固定板
H7/m6
模柄与压力机滑块
H11/d11
凸模与固定板