线切割加工的断丝现象分析及处理.
电火花线切割产生断丝的原因有哪些

由于慢走丝是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续的予以补充,故能提高零件加工精度,但电火花线切割的断丝却成为这些优势的障碍,解决此问题十分必要。
下面我们就来具体介绍一下如何解决电火花线切割产生的断丝。
1、与工作液相关的断丝因素目前低速走丝电火花切割加工大多用纯净水和蒸馏水,廉价无污染。
使用工作液主要有两个作用:绝缘和冷却。
因此工作液应该有良好的吸热、传热和散热功能。
当工作液的性能变差,意味着工作液中存在的杂质离子大大增加,工作液的介电性能明显降低。
一方面会造成由介质粒子构成的导电桥导致的接触放电概率增加;另一方面,由于工作液的导电性能增加,使得加工间隙增大,此时的加工波形特征是一连串几乎没有开路和击穿延时的放电脉冲。
这时输入到加工间隙的能量密度非常大,极易造成断丝。
此时必须更换工作液。
放电过程中产生的加工屑也是造成断丝的因素之一。
有加工屑搭桥而成,或两极上相对突出的尖点偶尔相遇而形成的微短路状态具有较大的接触电阻。
由于电极丝运动,这种微短路很容易被拉开形成火花放电。
故此时脉冲电源输入到加工间隙的能量密度远大于正常加工时,使得电极丝的黏着部位产生脉冲能量集中释放,导致电极丝产生裂纹,从而可能造成断丝,因此加工过程中必须冲走这些微粒。
为了有效的冲走固体微粒,在没有工件几何形状的限制时,还应尽量选择密着加工,使水冲进割缝,更好的改善冲刷状况。
若喷水的方向不准确也易断丝。
因为喷水方向不准,工作液无法喷入切割逢,电极丝不能够冷却,使得电极丝局部温度突然升高,引起烧丝。
喷水位置应以水柱包住电极丝为好,并且上下喷水压力要相当。
2、与伺服控制相关的断丝因素伺服进给速度应与工件的蚀除速度保持一定关系,即保持加工间隙为一定值。
因为当伺服速度超过蚀除速度,就会出现频繁的短路现象,同时增大了断丝的可能性;反之,伺服速度过慢,两极见偏于开路,加工过程中也会因开路而短路,使切割速度降低,表面粗糙值增大。
线切割总断丝原因及解决办法
如何避免加工中断丝的现象呢?线切割机床断丝加工中容易断丝可以说是行业里的一个梗,导致加工断丝的原因又可分为机床部分和电柜部分,今天主要探讨电柜问题导致的断丝现象!
快走丝线切割加工中最容易发生的问题莫过于断丝,最让人束手无策的问题也断丝。
之所以会如此,是由于引起断丝的因素众多,而我们又不能准确的从这众多的原因中确认是哪种原因导至了断丝,下面就我个人遇到的断丝原因及判断方法拿来与大家分享。
1.最容易忽视的原因:高频电源性能
电源能正常加工一般就认为电柜是好的,其实有两项性能对断丝影响很大,一是输出脉冲含有直流分量,二是有负向脉冲。
这两项性能简单的测量是无法发现的,只能用专业的测试仪才能检查出来;
2.输出的脉冲含有直流分量会使脉间时间内放电间隙不能有效的恢复绝缘状态,导致加工不稳定而断丝;
3.输出脉冲中有负向脉冲会使钼丝损耗加快而发生断丝;
在线切割加工电流不大、工件也不厚,又没有其它明显的断丝原因,断丝又频繁发生,基本就可以判断高频电源性能有问题了。
线切割加工中断丝后的处理方法
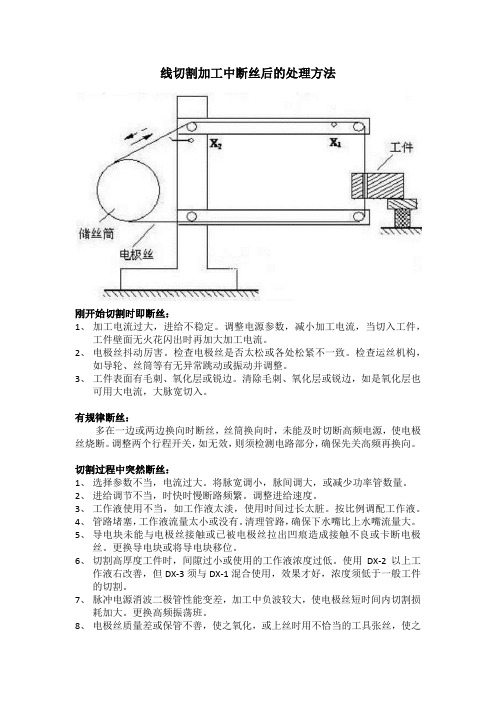
线切割加工中断丝后的处理方法刚开始切割时即断丝:1、加工电流过大,进给不稳定。
调整电源参数,减小加工电流,当切入工件,工件壁面无火花闪出时再加大加工电流。
2、电极丝抖动厉害。
检查电极丝是否太松或各处松紧不一致。
检查运丝机构,如导轮、丝筒等有无异常跳动或振动并调整。
3、工件表面有毛刺、氧化层或锐边。
清除毛刺、氧化层或锐边,如是氧化层也可用大电流,大脉宽切入。
有规律断丝:多在一边或两边换向时断丝,丝筒换向时,未能及时切断高频电源,使电极丝烧断。
调整两个行程开关,如无效,则须检测电路部分,确保先关高频再换向。
切割过程中突然断丝:1、选择参数不当,电流过大。
将脉宽调小,脉间调大,或减少功率管数量。
2、进给调节不当,时快时慢断路频繁。
调整进给速度。
3、工作液使用不当,如工作液太淡,使用时间过长太脏。
按比例调配工作液。
4、管路堵塞,工作液流量太小或没有。
清理管路,确保下水嘴比上水嘴流量大。
5、导电块未能与电极丝接触或已被电极丝拉出凹痕造成接触不良或卡断电极丝。
更换导电块或将导电块移位。
6、切割高厚度工件时,间隙过小或使用的工作液浓度过低。
使用DX-2以上工作液右改善,但DX-3须与DX-1混合使用,效果才好,浓度须低于一般工件的切割。
7、脉冲电源消波二极管性能变差,加工中负波较大,使电极丝短时间内切割损耗加大。
更换高频振荡班。
8、电极丝质量差或保管不善,使之氧化,或上丝时用不恰当的工具张丝,使之产生损伤。
注意电极丝的密封与上丝须用专业工具。
9、切割高厚度工件时,电极丝直径选择不当或使用时间过长,以致电极丝直径太小。
超过150mm的工件必须使用0.18mm以上的电极丝,小于0.13mm的电极丝不宜切割高厚度工件。
10、丝筒转速太慢,造成电极丝在工作区域内停留时间过长。
检查丝筒电机是否达到额定转速,拖板是否转动灵活,丝筒夹缝中是否有异物。
工件接近切完时断丝:工件变形,夹断电极丝(断之前多会出现短路现象)或工件跌落卡断地电极丝,选择适当的切割线路与材料,快切割完时用磁铁吸住工件或用丝夹夹住。
高速走丝线切割机床断丝的解决方法(三篇)

高速走丝线切割机床断丝的解决方法高速走丝线切割机床适合加工各种复杂形状的冲模及单件齿轮、花键、尖角窄缝类零件,具有速度快、周期短等优点,应用非常普及。
高速走丝的线切割机床的电极丝主要是采用钼丝,电极丝运动速度快通常为8~12米/秒,而且是双向往返循环运行,在加工过程中很容易发生断丝。
如果在切割工件过程中多次断丝,不仅会造成一定的经济损失,而且会带来重新绕丝的麻烦;不仅耽误时间,而且会在工件上产生断丝痕迹,影响加工质量,严重的会造成工件报废。
本文详细的总结了高速走丝线切割机床在工作中经常出现的断丝原因及解决办法:一、钼丝钼丝的松紧程度。
如果钼丝安装太松,则钼丝抖动厉害,不仅会造成断丝,而且由于钼丝的抖动直接影响工件表面粗糙度。
但钼丝也不能安装得太紧,太紧内应力增大,也会造成断丝,因此钼丝在切割过程中,其松紧程度要适当,新安装的钼丝,要先紧丝再加工,紧丝时用力不要太大。
钼丝在加工一段时间后,由于自身的拉伸而变松。
当伸长量较大时,会加剧钼丝振动或出现钼丝在贮丝筒上重叠。
使走丝不稳而引起断丝。
应经常检查钼丝的松紧程度,如果存在松弛现象,要及时拉紧。
钼丝安装。
钼丝要按规定的走向绕在贮丝筒上,同时固定两端。
绕丝时,一般贮丝筒两端各留10mm,中间绕满不重叠,宽度不少于贮丝筒长度的一半,以免电机换向频繁而使机件加速损坏,也防止钼丝频繁参与切割而断丝。
机床上钼丝引出处有挡丝棒,挡丝棒是由两根红宝石制成的导向立柱,挡丝棒不像导轮那样作滚动运动,他们直接与钼丝接触,作滑动摩擦。
因此磨损很快,使用不久柱体与钼丝接触的地方就会形成深沟,必须及时检查并进行翻转和更换,否则会出现叠丝断丝。
二、运丝机构线切割机的运丝机构主要是由贮丝筒、线架和导轮组成。
当运丝机构的精度下降时(主要是传动轴承),会引起贮丝筒的径向跳动和轴向窜动。
贮丝筒的径向跳动会使电极丝的张力减小,造成丝松,严重时会使钼丝从导轮槽中脱出拉断。
贮丝筒的轴向窜动会使排丝不匀,产生叠丝现象。
线切割频繁断丝的原因
线切割频繁断丝的原因介绍线切割是一种常见的金属切割加工方法,它通过在金属工件上生成电弧放电,利用放电产生的高热能将金属切割开。
然而,在实际应用中,我们经常会遇到线切割频繁断丝的问题,即电极丝(切割线)在切割过程中出现断裂的现象。
本文将探讨线切割频繁断丝的原因,并提出解决方法。
原因一:电压不稳定电压是线切割过程中的一个关键参数,它直接影响到电弧放电的稳定性和切割质量。
如果电压不稳定,就会导致电弧放电不均匀,进而影响电极丝的稳定性。
造成电压不稳定的原因有: - 电源问题:电源的质量不过关,输出电压波动较大; - 线路问题:切割机与电源之间的线路老化、接触不良等; - 外界干扰:临近的其他设备、电磁信号等干扰。
原因二:切割速度过快在线切割过程中,切割速度是一个重要的参数。
如果切割速度过快,电极丝在切割过程中受到的拉力就会增大,容易发生断丝现象。
切割速度过快的原因有: - 过高的进给速度:如果进给速度设置过高,切割速度就会过快; - 材料选择不合适:不同的材料对切割速度有不同的要求,如果选择的材料不适合高速切割,就容易发生断丝。
原因三:电极不合适电极是线切割过程中起到导电和切割的作用的部分,它的质量和选择直接影响到线切割的效果和稳定性。
如果选择的电极质量不好或选择不合适,就容易出现断丝问题。
导致断丝的原因有: - 电极质量问题:电极质量差、表面未经处理等; - 电极选择不合适:不同材料需要使用不同类型的电极,如果选择的电极与切割材料不匹配,就会出现问题。
原因四:工作环境不良线切割是一项需要较高的工作环境要求的加工工艺,如果工作环境不良,容易引起线切割频繁断丝。
工作环境不良的原因有: - 温度过高:线切割过程中需要保持适宜的温度范围,太高的环境温度会导致电极丝变形、断裂; - 湿度过大:湿度过大会导致电极丝表面产生氧化,影响导电效果; - 灰尘和杂质:工作环境中存在过多的灰尘、金属屑等杂质,会影响切割的稳定性。
多线切割机断线原因分析及解决办法【妙】

1.收线口断线处理:(1)发生断线故障时首先做好记录:测量断线处线的直径、断线位置等,一般收线处发生断线有以下几个原因:①线损过大:造成线损过大的原因有进线量偏少、刀口进砂少、碳化硅磨损过大(更换新液)。
②检查有无掉料。
③导轮磨损严重:如果导轮磨损过大也会造成断线,而且这个原因的可能性非常大,实际工作中注意判断导轮的磨损情况具体判断。
④排线问题: 检查收线轮两端是否出现塌陷或凸起的状态,如果有则为排线设置不合适,调整方法咨询烟台力凯电子科技有限公司技术人员。
⑤收线轮问题:判断线轮是否锁紧、收线轮是否变形过大造成运转中摆动过大。
(2)线网断线处线头和缠绕到线导轮上的钢线清理干净,如果切割产品中间有钢线要及时清理干净,防止钢线缠绕造成其他部位断线和误报警发生;(3)在断线处抽取最外边的一根钢线连接到收线轴,低速低张力运行,待转多圈后再增加到工作使用的张力;2.放线口断线处理(1)一般放线处发生断线有以下几个原因:①导轮磨损严重:如果导轮磨损过大也会造成断线,而且这个原因的可能性非常大,实际工作中注意判断导轮的磨损情况具体判断情况。
②检查有无掉料现象。
③排线问题: 检查收线轮两端是否出现塌陷或凸起的状态,如果有则为排线设置不合适,调整方法咨询烟台力凯电子科技有限公司技术人员。
④压线造成断线:如果出现此种状态有可能为上次接线时线头没有处理好⑤放线轮:放线轮是否锁紧、放线轮是否变形造成摆动过大。
(2)放线断线处理:退刀,清洗干净罗拉,整理好断线出现的线头。
(3)将断线后出现的线头打好结接好,低速低张力运行,将线头部分带入到收线轮后,此时增加收放线张力到工作值,将产品上升到断线位置,对好刀口继续工作即可。
3.线网断线处理(1)一般线网处发生断线有以下几个原因:①检查有无掉料现象;②刀口进砂少:检查出液口有无堵塞、是否能覆盖全部产品;③砂液粘度:如果粘度过大会造成切割能力减弱,形成线弓过大以至于断线;④放线轮:放线轮是否锁紧、放线轮是否变形造成摆动过大(2)处理方法:退刀并将卷绕在罗拉上的线去掉,重新绕线。
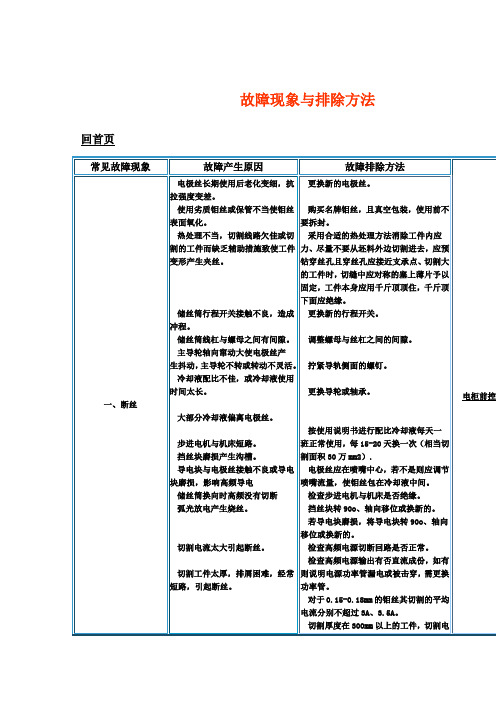
线切割故障现象与排除方法
将电极丝重新张紧。
将电极线重新校垂直。
参看 NO.八
三、开机后机床面板上的红指示灯不亮
指示灯泡坏、无 6.3V 电源 保险丝烧坏。
更换6.3V/1.5V的灯泡。
更换保险丝。
四、开机后风扇不转
切割厚度在300mm以上的工件,切割电流应在2A-3A之间,功率管开4-6只即可、脉宽取3、4、5档,脉间取6-10倍率,可以开高压。
二、切割精度不符合要求或切割轨迹出异常
工作台丝杠付传动间隙大。
主导轮轴向有间隙,使电极丝产生抖动。
主导轮长期使用后 V 型槽底部磨损,底部圆角 R>钼丝半径。
材料没有经过相应的热处理,工件变形或切割线路不合理。
将主导轮前端的两个支架螺钉松开,拧紧主导轮两端的滚花螺钉,使主导轮既可灵活转动,轴向又无窜动,然后拧紧前端的支紧螺钉。若上述方法仍不能消除轴向间隙,则必须换新的轴承。
更换导轮。
选择切割线路时必须使切割程序的末端放在离夹持部分最近的地方。
将工件夹紧。
检查行程是否到了极限。
测量好并输入正确的距离数据 。
将开关放在高频位置上。
六、电极丝没断,但储丝筒电机和水泵电机突然停电
导电块与电极丝接触不良,产生虚假断丝。
将电极丝重新张紧,若导电块已磨出沟槽,可将导电块旋转一角度、轴向移动或更换新的导电块。
七、加工不稳定,电流表指 针明显示晃动
电极线松紧不均。
主导轮系统磨损。
喷液方向欠佳。
冷却液配比不佳。
电极丝导电不良。
对中心电路故障。
去除端面或中心孔表面的毛剌。
将开关拨到对中心位置。
线切割机床常见故障及解决办法

线切割机床常见故障及排除方法 1、断丝故障分析及排除方法断丝故障是线切割机床常见故障之一,造成这种故障的因素较多,现分析如下。①刚开始切割工件即断丝产生原因: a. 进给不稳,开始切入速度太快或电流过大。 b. 切割时,工作液没有没有正常喷出。 c. 钼丝在贮丝筒上绕丝松紧不一致,造成局部抖丝厉害。 d. 导轮及轴承已磨损或导轮轴向及径向跳动大,造成抖丝厉害。 e. 线架部挡丝棒没调整好,挡丝位置不合适造成叠丝。 f. 工件表面有毛刺,氧化皮或锐边。排除措施: a. 刚开始切入,速度应稍慢些,而视工件的材料厚薄,渐调整速度至合适位置。 b. 排除工作液没有正常喷出的故障。 c. 尽量绷紧钼丝,使之消除抖动现象(必要时可调整导轮位置,使钼丝完全落入导轮中间槽内)。 d. 如果绷紧钼丝、调整导轮位置效果不明显,则应更换导轮或轴承(导轮和轴承一般3~6个月更换一次)。 e. 检查钼丝在挡丝棒位置是否接触或靠向里侧。 f. 去除工件表面的毛刺,氧化皮和锐边等。②在切割过程中突然断丝产生原因: a. 贮丝筒换向时断丝的主要原因是,贮丝筒换向时没有切断高频电源,致使钼丝烧断。 b. 工件材料热处理不均匀,造成工件变形,夹断钼丝。 c. 脉冲电源电参数选择不当。 d. 工作液使用不当,太稀或太脏,以及工作液流量太小。 e. 导电块或挡丝棒与钼丝接触不好,或已被钼丝割成凹痕,造成卡丝。 f. 钼丝质量不好或已霉变发脆。排除措施: a. 排除贮丝筒换向不切断高频脉冲电源的故障。 b. 工件材料要求材质均匀,并经适当热处理,使切割时不易变形,且切割效率高,不易断丝。 c. 合理选择脉冲电源电参数。 d. 经常保持工作液的清洁,合理配制工作液。 e. 调整导电块或挡丝棒位置,必要时可更换导电块或挡丝棒。 f. 更换钼丝,切割较厚工件要使用较粗的钼丝加工。 2、其它一些断丝故障:①导轮不转或不灵活,钼丝与导轮造成滑动磨擦而把钼丝拉断。应重新高速导轮,电极丝受伤后,也会引起加工过程中的断丝,紧丝时,一定要用紧丝轮紧丝,不可用不恰当的工具。②在工件接近切完时断丝,这种现象往往是工件材料变形,将电极丝夹断,并在断丝前会出现短路。主要解决方法是选择正确的切割路线和材料,从而最大限度地减少变形。③工件切割完时跌落撞断电极丝,一般可在快切割时用磁铁吸住工件,防止跌落撞断电极丝。④空运转时断丝,主要可检查钼丝是否在导轮槽内,钼丝排列有无叠丝现象,可检查贮丝筒转动是否灵活,还可检查导电块挡丝棒是否已割出沟痕。 3、加工工件精度较差①线架导轮径向跳动或轴向窜动较大,应测量导轮跳动及窜动及窜动误差(允差轴向0.005mm,径向0.002mm),如不符合要求,需调整或更换导轮及轴承。②对滑动丝杆螺母副,应调整并消除丝杆与螺母之间的间隙。③齿轮啮合存在间隙,须调整步进电机位置和调整弹簧消隙齿轮错齿量,来消除齿轮啮合间隙。④步进电机静态力距太小,造成失步。须检查步进电机及24V驱动电压是否正常。⑤加工工件因材料热处理不当造成的变形误差。 4、加工工件表面粗糙度大①导轮窜动大或钼丝上下导轮不对中,需要重新调整导轮,消除窜动并使钼丝处于上下导轮槽中间位置。②喷水嘴中有切削物嵌入,应及时清理。③工作台及贮丝筒的丝杆轴向间隙未消除,应重新调整。④贮丝筒跳动超差,造成局部抖丝,应检查跳动量(允差0.2mm)。⑤电规准选择不当,应重新选择。⑥高频与高频电源的实际切割能力不相适应。重新选择高频电源开关数量。⑦工作液选择不当或太脏,更换工作液。⑧钼丝张紧不匀或太松,重新调整钼丝松紧