螺纹锁固涂胶作业指导书分析
厌氧胶螺纹锁固胶使用手册

解决方案:检查是否正确使用,确保被粘接表面清洁干燥
问题:使用厌氧胶时,出现不固化现象 解决方案:检查是否正确使用,确保被粘接表面清洁干燥
解决方案:调整涂胶量,确保胶层厚度适中
问题:固化后,出现胶层过厚或过薄现象 解决方案:调整涂胶量,确保胶层厚度适中
解决方案:检查被粘接部件是否紧固,确保装配正确
问题:厌氧胶固化后,出现松动现象 解决方案:检查被粘接部件是否紧固,确保装配正确
解决方案:确保胶水充分搅拌均匀后再使用
问题:胶水未完全浸入螺纹间隙 解决方案:确保胶水完全浸入螺纹间隙,并施加适当的压力
解决方案:确保胶水完全浸入螺纹间隙,并施加适当的压力
问题:使用环境温度过低 解决方案:在适宜的温度下使用胶水,避免低温环境
解决方案:在适宜的温度下使用胶水,避免低温环境
问题:胶水过期或存放不当 解决方案:确保使用前检查胶水是否过期,并存放在干燥、阴凉处
确保表面无油污、锈迹或其它杂质
用适当的溶剂或清洗剂清洁表面
干燥表面,确保无残留物
为获得最佳粘接效果,可对表面进行喷砂或打磨处理
涂胶时要均匀,避免产生气泡或堆积
涂胶后要及时组装,避免胶水干燥
将厌氧胶螺纹锁固胶涂在需要锁固的螺纹部分
涂胶量要适中,不要过多或过少
清洁螺纹
涂胶
装配
紧固
添加标题
添加标题
解决方案:了解厌氧胶适用范围,避免在不适用的材料上使用
问题:厌氧胶对某些材料不适用 解决方案:了解厌氧胶适用范围,避免在不适用的材料上使用
储存环境:干燥、阴凉、通风良好的地方
避免阳光直射和高温
远离火源和易燃物品
储存温度:-5℃~30℃
避免剧烈震动和碰撞
保持密封,防止泄露
螺纹锁固胶作业指导书

螺纹锁固胶作业指导书螺纹锁固胶是一种常用的工程胶,可以用于固定螺纹连接部件,防止松动和漏气现象的发生。
本文将为您介绍螺纹锁固胶的作业指导,帮助您正确使用螺纹锁固胶。
一、螺纹锁固胶的作用和特点螺纹锁固胶是一种特殊的工程胶,它可以填充螺纹间隙,形成一层坚固的胶层,使螺纹连接部件紧密固定在一起。
螺纹锁固胶具有以下几个特点:1. 高强度:螺纹锁固胶具有很高的抗剪强度和抗震动性能,能够有效防止螺纹连接部件的松动。
2. 高温耐性:螺纹锁固胶能够在高温环境下保持良好的性能,不会因温度变化而失效。
3. 防腐蚀:螺纹锁固胶可以填充螺纹间隙,阻止氧气、水分和腐蚀性介质进入连接部件,起到防腐蚀的作用。
4. 便于拆卸:虽然螺纹锁固胶能够固定螺纹连接部件,但在需要拆卸时,只需施加适当的力量即可拆卸。
二、螺纹锁固胶的使用步骤1. 清洁表面:使用螺纹锁固胶之前,应确保连接部件表面干净,无油污和杂质,可以使用清洁剂进行清洁。
2. 涂抹胶液:将螺纹锁固胶涂抹在连接部件的螺纹表面上,涂抹均匀且适量,避免过量或不足。
3. 等待固化:涂抹完螺纹锁固胶后,需要等待固化时间,通常为24小时,具体时间可以根据胶水的说明书来确定。
4. 拧紧连接部件:在螺纹锁固胶固化后,将连接部件拧紧到所需的扭矩值,确保螺纹连接部件牢固可靠。
三、螺纹锁固胶的注意事项1. 选择合适的螺纹锁固胶:根据使用环境和要求选择合适的螺纹锁固胶,不同类型的胶水适用于不同的场景。
2. 避免过量使用:涂抹螺纹锁固胶时,要注意适量使用,过量使用会导致胶水挤出并可能影响螺纹连接部件的装配。
3. 注意固化时间:螺纹锁固胶需要一定的时间进行固化,一般为24小时,使用前要确保胶水已经充分固化。
4. 注意存储条件:螺纹锁固胶应存放在阴凉、干燥的地方,避免阳光直射和高温环境,以免影响胶水的性能。
5. 注意清洁:使用螺纹锁固胶之前,要确保连接部件表面干净,无油污和杂质,以免影响胶水的粘接效果。
螺纹锁固胶作业指导书

螺纹锁固胶作业指导书1. 背景介绍螺纹锁固胶是一种用于固定螺纹连接件的特殊胶粘剂,它可以防止螺纹松动、漏气和漏液。
在各种机械设备、汽车、航空航天和电子产品等领域都有广泛的应用。
本指导书旨在提供对螺纹锁固胶作业的详细指导,以确保作业安全、高效和准确。
2. 作业准备在进行螺纹锁固胶作业之前,需要做好以下准备工作:2.1 工具和材料•螺纹锁固胶:根据需要选择适当型号和规格的螺纹锁固胶。
•清洗剂:用于清洗连接件表面,确保无油污和灰尘。
•打磨工具:如砂纸或砂轮,用于打磨连接件表面以提高附着力。
•刷子或滴管:用于涂抹螺纹锁固胶。
•扳手或扭力扳手:用于拧紧螺纹连接件。
•温度计:用于检测环境温度。
2.2 工作环境•确保作业场所通风良好,以避免吸入有害气体。
•保持工作环境整洁,清除杂物和障碍物,以确保安全和操作便利。
2.3 安全措施•使用个人防护装备,如手套和护目镜,以避免接触胶粘剂。
•避免将胶粘剂接触到皮肤或眼睛,如有不慎接触,请立即用清水冲洗并寻求医疗帮助。
•遵循使用说明中的注意事项和警示标签。
3. 操作步骤以下是进行螺纹锁固胶作业的详细步骤:3.1 准备工作1.检查螺纹连接件表面是否平整、干净,并进行必要的打磨处理。
2.将清洗剂倒入容器中,将连接件放入其中浸泡一段时间,然后用刷子或布擦拭干净。
确保连接件表面无油污和灰尘。
3.2 涂抹胶粘剂1.将螺纹锁固胶打开,根据需要选择合适的涂抹工具(刷子或滴管)。
2.将涂抹工具浸入胶粘剂中,确保涂抹均匀并覆盖整个螺纹部分。
3.避免过量使用胶粘剂,以免溢出或造成堵塞。
3.3 螺纹连接1.将涂抹了胶粘剂的连接件插入另一个连接件中。
2.用扳手或扭力扳手拧紧螺纹连接件,确保达到所需的紧固力矩。
3.注意不要过度拧紧,以免损坏连接件。
3.4 固化时间1.根据螺纹锁固胶的说明书,确定其固化时间。
2.在固化时间内避免移动或干扰已连接的部件。
4. 质量控制为确保螺纹锁固胶作业质量和效果,可以进行以下质量控制措施:•使用温度计检测环境温度是否符合胶粘剂要求。
涂胶工艺与注意事项
预涂干膜锁固胶在螺纹紧固中的应用在螺栓的螺纹处现场涂敷厌氧胶,然后将螺纹拧紧,待胶液固化后厌氧胶形成一定的粘接强度,可以有效地防止螺纹松动;采用这种现场涂胶的方式防止螺纹松动较为便捷,防松效果明显,因此在工程机械上使用较为普遍;但现场涂胶方式也存在诸如锁固胶胶液浪费量较大、涂胶不规范、螺纹处涂胶量大小不好控制等问题;而预涂干膜锁固胶技术的出现,很好地解决了上述问题;1.工艺流程预涂干膜锁固胶是一种预先涂布型螺纹锁固密封剂,分A、B两种组分,使用前按比例搅拌均匀,预先用手工或自动化设备将其涂敷在螺纹表面,待干燥后便可用于紧固;螺栓与螺母紧固时,胶液中的微胶囊被挤破可以根据螺栓螺距调整微胶囊的大小,胶液中的固化剂与胶液混合后发生反应,使胶液固化,从而实现螺纹锁固防松功能;在螺纹上涂敷预涂干膜锁固胶,可以防止螺纹产生松动、渗漏和锈蚀;涂敷预涂干膜锁固胶一般包括涂前处理、调配胶液、涂胶、烘干等过程;1涂前处理螺纹表面在涂敷该胶之前,一般都要经过适当的清洗、烘干等处理,以便去除螺纹表面的锈斑、油污或其他污物,使其表面洁净;如其表面洁净,也可不进行处理;应当注意的是,所有清洗过的螺纹最好在24h之内完成涂胶工序,否则会被二次污染;2调配胶液把预涂干膜锁固胶的A组分倒入B组分中,用玻璃棒不可使用金属棒朝一个方向旋转,轻轻搅拌均匀;搅拌时用力不可过猛,以免弄破表面活化剂的微胶囊,导致胶液自行固化或锁固力降低;3涂胶涂胶部位应根据零件的功能确定,螺纹头部的2~3牙一般不涂胶;预涂干膜锁固胶胶层长度应为螺栓公称直径的~倍,涂胶厚度应等于螺纹的牙形高度,干燥后胶层厚度应为螺纹牙形高度的1/3~2/3;胶膜要求连续均匀,无流淌和断胶现象,涂胶后的螺栓应整齐地码放在烘箱托盘上;4烘干涂胶后的螺栓不能在空气中自然干燥,应放置在70±5℃的烘箱温度不得超过75℃内烘干;烘干后,取出螺栓并检查,如因螺栓互相粘连码放而存在未烘干现象,应将其分离后再次进行烘干;2.锁固性能为检验螺栓预涂干膜锁固胶的锁固效果,并比较各厂家锁固胶的性能,特对各厂家锁固胶的破坏载荷及平均拆卸载荷进行试验;试验采用M14×50螺栓,其预紧目标扭矩为137N·m;胶液分别采用预涂干膜锁固胶、A锁固胶和品牌B锁固胶,试验方法如下:首先,取试验用螺栓,每组螺栓均为5条;其次,按照锁固胶工艺在螺栓上涂敷胶液,将螺母用手拧在螺栓上,使其露出2~3扣螺纹,不对螺栓、螺母施加预紧力;再次,根据锁固胶厂家要求对涂敷的锁固胶进行固化,固化时样本保持竖直状态;最后,等锁固胶达到固化标准后,将螺栓头固定在夹钳装置上,以恒定的速度2~5r/min旋松螺母,并记录破坏扭矩及平均拆卸扭矩;预涂干膜锁固胶、品牌A锁固胶和品牌B锁固胶的破坏力矩、4种旋转角度的拆卸力矩和平均拆卸力矩如附表和附图所示;从附图可以看出,品牌A锁固胶、品牌B锁固胶随着拆卸角度的增大,其拆卸力矩呈不断下降趋势,在拧过360°以后,其拆卸力矩均趋于0;反观预涂干膜锁固胶,拆卸角度从90°至360°,其拆卸力矩一直较为稳定,其锁固性能要明显优于其他2种锁固胶;3.应用注意事项涂敷预涂干膜锁固胶过程中,应注意以下几点:一般只调配当天用胶,当天未用完的胶液应盖紧并放置在1~3℃的冷藏箱中保存,再用时应让胶液恢复至室温,通常在5天内要用完:规格相同或尺寸相近的螺栓涂胶后可同时烘干,应尽量避免规格差别很大的螺栓放在同一托盘上进行烘干;完全烘干后,应将螺栓置于平台上冷却至室温,方可包装、存放或直接使用;螺纹涂胶部位一旦旋入螺母,应在10min之内紧固到位,否则会影响胶液的锁固性能;为便于使用计算机系统进行管理,应将规格相同的涂胶、不涂胶螺栓分别采用不同的流水码和文字进行区分,以免在装配时造成混乱;采用预涂干膜锁固胶预涂方式与现场涂胶方式相比具有以下3个优点:一是有利于提高生产效率,特别适用于大批量生产装配线上使用;二是浪费小,如形成批量生产,还可有效降低综合成本;三是锁固性能高,使用效果好;四是保存期长;。
螺纹锁固剂使用方法

耐油性
可用于有 清油表面
比重 1.05 1.07 1.08 1.05 1.12
注1:用配套清洗剂(乐泰755或天山1755)清洗油污重的螺栓、螺母、螺钉 并晾干,对无油或轻微油的表面使用乐泰243时无需清洗。由于清洗剂中含有 机溶剂,严禁用于玻璃钢、橡胶、铝覆膜等有机材质的工件。
常用螺纹锁固剂主要技术参数源自性能与特点最大填充间隙 (mm)
粘度(mPa·s)
平均破坏力矩 (N·m)
平均拆卸力矩 (N·m)
工作温度(℃)
乐泰222 0.13 1200 6
3.4 -54~150
乐泰242 0.13 1200 12.4
4.9 -54~150
乐泰243 0.13 1300 20
7 -54~150
乐泰262 0.13 1200 22
典型用途
适用于M6已下的螺纹
中强度,可拆卸,适用 于M6~M20以下的螺纹
中强度,可拆卸,适用 于M6~M20以下的螺纹
高强度,适用于M20已 下的螺纹
高强度,适用于M20已 下的螺纹
颜色 紫色 蓝色 蓝色 红色 红色
固化速度 初固20min,全固24h 初固10min,全固24h 初固5min,全固24h 初固5min,全固24h 初固60min,全固24h
32 -54~150
乐泰277 0.25 6000 32
32 -54~150
注2:要求螺纹锁固胶涂打部位正确,在螺纹啮合部位3~5个螺纹上360°涂 胶,胶填满整
1. 对于螺栓穿过螺孔的通孔,将数滴螺纹锁固剂滴至啮合 处,如下图1,然后拧上螺母,上紧至力矩。
2. 对于孔深大于螺栓长度的通孔,将数滴螺纹锁固剂滴到 螺栓上,入下图2,然后拧入孔内。
螺纹锁固胶 MSDS
00
1,000 2,000 3,000
Hours
% Initial strength ,at RT:
初始强度保有率的%,室温测试
Hours:
小时
4,000
5,000
耐化学/溶剂性能
在给定条件下老化,在 22°C 下测试
溶剂
温度
初始强度保有率%
机油
100hr 500hr 1000hr 5000hr
数据范围
本文中的数据为典型的值和/或范围(基于平均值±2 标准偏差)。这些值是根据实际测试数据和周期性验证 取得的。
说明 本文中所含的各种数据仅供参考,被认为是可靠的。对于任何人采用我们无法控制的方法得到的结 果, 我们恕不负责。决定把本产品用在用户的哪一 种生产方法上 ,及采取哪一种措施来防止产品在贮 存和使 用过程中可能发生的损失和人身伤害都是用户自己的责任。鉴于此,广粘公司明确声明不担保 因销售广粘 因销售广粘产品或特定场合下使用广粘产品而出现的问题。广粘公司 (包括利润方面的损失 ) 都不承担责 任。本文中所论述的各种生产工艺或化学成分都不能被理解为这些专利可以被其他人随便使用和拥有或被 被理解为得到了包括这些生产工艺和化学成分的广粘公司的专利 许可证。建议每个未来的用户重复使用前 都要根据本文提供的数据先做实验。
在 22 °C 下固化一周
技 术 参 数
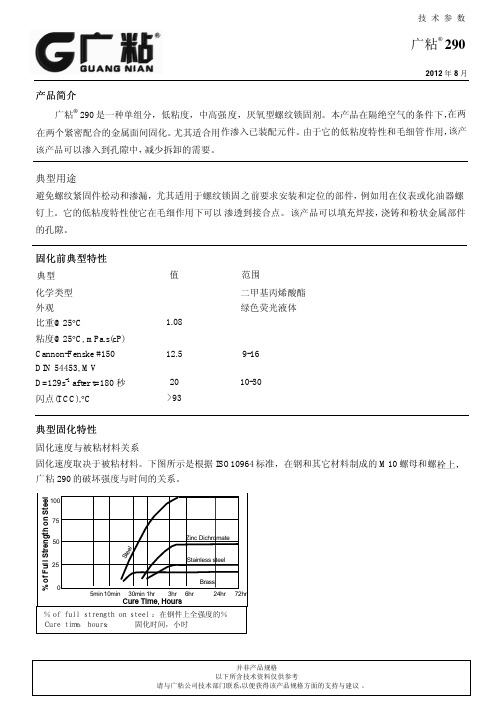
广粘® 2 90 2012 年 8 月
热强度 在标明温度下测试
100 75
% RT Strength
50
25
% of full strength on steel : 在钢件上全强度的%
Cure time, hours:
固化时间,小时
并非产品规格 以下所含技术资料仅供参考 请与广粘公司技术部门联系,以便获得该产品规格方面的支持与建议 。
涂胶作业指导书

1、组长接到车间主任的生产单后,安排当天的任务及注意事项。
2、检查机器两辑之间有无杂质,根面有无硬物残留。
3、搅拌胶应加入适量的面粉。
4、根据板件的规格,调节涂胶上下两根之间的距离及胶量大小。
5、调节好的胶应加适量的固化剂。
6、在生产过程中,每次板件都必须在涂胶全将板面灰尘吹干净。
7、做定制产品时,首先了解该产品弄否通过,若不能通过必须手动刮胶,在手动刮胶时,力求胶量分布均匀。
8、工作停顿过程中,辐间应加入不含固化剂的胶水稀释。
9、清洗结束后,应把两头的挡胶板拆下,将其部位上的硬物洗净。
10、下班前,清扫地面及工作台卫生,并填写设备“保养卡、。
螺纹锁固用户指南说明书
Threadlocking User’s GuideWhat you need to know to ensure a reliable threaded assemblyLoctite® – Finding a Better WaySince the design of threaded fasteners, engineers havebeen searching for the solutions to vibrational loosening.Vibration loosening of fasteners creates relability issues,Prone to rust•Better WayLoctite ThreadlockersInvented fifty years ago by Loctite Corporation, now Henkel Corporation,this revolutionary method to lock and seal threaded fasteners withliquid anaerobic adhesives has found worldwide acceptance. Suited fora wide range of applications, from delicate electronic components toheavy industrial equipment, Loctite® threadlockers have dramaticallyincreased the reliability of threaded assemblies.Benefits of Loctite•Lock nuts and bolts against vibration and thermal expansion•Seal against corrosion and leakage•Reduce inventory costs•Suitable for all shapes and sizes of fasteners•Act as a thread lubricantMaintain critical adjustments of the assembly••No on-torque adjustments needed•High chemical resistanceLoctite® Threadlocking Guide Table of ContentsTHREADED FASTENERSWhy do threaded assemblies fail?Threaded FastenersFunctions of a threaded assembly1. Create clamp force2. Maintain clamp force Clamp ForceCorroded assemblies can be difficult to take apart......which can lead to broken bolts.Parts toleranceVibration and looseningStretching of the bolt beyond its yield point and thermal expansion/contraction of parts leads to lack of structural rigidity and relaxation of partsDispensing Optionsthreadlocker?For through holesFor blind holesFor post assembly (using Loctite 290)250 ml and 50 ml Loctite hand pumpsHow does a Loctite ®threadlocker work?Fill GapsLoctite ®threadlockers are single-component adhesives that cure in the absence of air and in contact with active metal to form a tough thermoset plastic. They completely Loctite threadlocker between the interfacing threadsFor overhead applicationsFor maximum convenience andproductivity, Loctite ®threadlockers can be dispensed through Loctite ®dispensing Loctite integrated semiautomatic dispenser, dispense valve, and stationary dispense valveEngagement area of rusty bolt that did NOT have Loctite threadlocker appliedEngagement area of rusty bolt that DID have Loctite threadlocker appliedLoctite ®Threadlocking SolutionsLoctite® Threadlocking SolutionsWhy use Loctite® threadlockers?ConventionalLOCKNUTS SPRING WASHERS NYLON INSERTS TAB WASHERS / SPLIT PINSStrengthLow strength: • Ideal for fasteners <M6. Easy disassembly using hand toolsLoctite ®threadlocker key selection factorssticks semisolid formula can be applied beforehand on bolts that are waiting to be assembled liquid threadlockers are designed to be applied at the moment that parts will be assembled Easy disassembly with hand tools when using Low & Medium Strength formulasWhen assembling metal parts with inactive surfaces, Loctite ®primers are Loctite 7088 PrimerLoctite ®Threadlocking SolutionsSelectors chartLow strength Core liquid line:Loctite ® 222M14-55°C to + 150°C purple fluorescent CriteriaProductThread size uptoOperating temperatureColourApplication Cases7König + Neurath AGAssemblies in seating furniture are subject to enormous forces of motion. König + Neurath AG uses threadlocking adhesives on variousApplication CasesEhlebracht Slowakei s.r.o.A large portion of LCD and plasma monitors are mounted on rotatingholders before being fixed to the wall. Ehlebracht Slowakei s.r.o.manufactures these mounting devices for the electronics industry. Asthese holders are often subject to numerous load cycles there is a highrisk of self-loosening of the nuts and bolts. To counteract this problem,wicking grade threadlocker Loctitescrew after assembly.Professional Barrier Systems Ltd.Professional Barrier Systems Ltd. manufactures the highly respectedExtendor range of physical security devices for the protection ofwindow and door openings. The systems feature retractable grilleswhich blend into door and window surrounds when they are not in use.From a security standpoint, preventing the barrier’s threaded lockingmechanism from moving is a necessity. For this crucial task Loctite268 threadlocking stick is applied before assembling the parts.Hiller GmbHThe decanter centrifuge has become a major processing tool in a widerange of applications, e.g. for the separation of waste water and rapeseed. The environment is harsh and chemical resistance is needed forall parts of the centrifuge. For components such as the bowl, conveyor,base frame, housing and most of all the centrifuge drive it is veryimportant to prevent loosening and corrosion of the fasteners to ensurereliability of the components. As a result, manufacturer Hiller GmbHuses LoctiteHILLERWe trust in Loctite® Threadlocking Solutions46/F, Menara Telekom (South Wing)Henkel Taiwan Ltd.10/F, No. 866 Chung Cheng Road Chung Ho City, Taipei County 235Taiwan (R.O.C)Tel: +886-2-2227 1988Fax: +886-2-2226 8699Henkel (Thailand) Ltd.35/F, Central World Tower 999/9 Rama I Road Khwaeng Patumwan When you choose the Loctite ®brand, you receive much more than areliable assembly, you obtain a comprehensive solutions package:Wide product range •Loctite ®Solutions。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹锁固通用作业指导书
版本:0
编制:
审核:
批准:
2015年7月1日实施
1. 范围
本指导书适用于动车组,城轨、地铁等车型车体散件制造时的螺纹锁固通用作业。
适用胶种包括乐泰® 222、243、290、262、277。
2. 施工工艺
总流程为:
清洗—施胶—装配—固化
2.1 使用乐泰® 清洗剂755清洗油污较重的螺栓、螺母(乐泰® 243用于无油或轻油螺纹时可免清洗)表面,清除螺孔内及螺栓上的油污及杂质,晾干。
2.2.1 对于通孔工况:将螺栓穿过螺孔,选择合适强度的螺纹锁固胶涂至啮合部螺纹上,装配螺母并上紧至规定力矩,见图1:
图1
2.2.2 对于螺孔深大于螺栓长的通孔工况:选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩,见图2:
滴到螺纹上
孔内不涂胶
图2
2.2.3
对于盲孔工况:将锁固胶滴至盲孔底部,选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩;如盲孔开口向下,则只需将锁固胶涂在螺栓的螺纹上即可,盲孔内不需涂胶,见图
3:
图3
2.2.4 对于双头螺栓工况:将乐泰® 262滴至螺孔中,再在螺栓上涂乐泰® 262,将螺柱装配并上紧至规定力矩;装配其它零件后将乐泰®
243涂在螺柱与螺母啮合部位,装配螺母并上紧至规定力矩;如盲孔开口向下,则孔内不需滴胶,见图4:
图4
2.2.5对于预装配型螺纹紧固件(如可调螺钉):装配并上紧至规定力矩后,将乐泰® 290滴入螺纹啮合处,注意不要让胶瓶的嘴碰到金属,以免污染瓶中胶液使胶液,使其自行渗入即可,见图5:
螺栓涂胶
螺栓涂胶
图5
2.2.6装配后用棉签或棉布擦除多余胶液。
见图6:
图6
2.3 施工注意:
2.3.1. 施胶前摇晃胶瓶使胶液恢复均匀,使用中尽量避免胶嘴接触金属物质。
2.3.2. 每螺纹啮合部位涂胶应在3~5扣以上,胶液应充分填满螺纹间隙。
2.3.3. 为提高现场作业效率,可将胶液倒在塑料材质浅盒内,将螺栓蘸入,进行快速涂胶,但塑料盒内的胶液用毕不可再倒回原包装瓶内。
2.3.4. 乐泰® 755清洗剂中含有机溶剂,故不建议用于清洗玻璃钢、橡胶、塑料、铝覆膜等有机材质工件。
3. 用胶后难以拆卸时的处理办法
一般情况下用普通工具即可拆卸;当选用锁固胶强度过高时,用普通方法(如扳手、螺丝刀)不能拆卸时,可采用局部加热法,将螺纹啮合处局部加热,即局部加热螺母或螺钉至232°C5min,趁热进行拆卸。
4.乐泰® 螺纹锁固胶性能一览表。