SOP作业指导书样板
sop标准作业指导书 模板
sop标准作业指导书模板标准作业指导书(SOP)模板。
1. 背景和目的。
标准作业指导书(SOP)是一种详细描述标准操作程序的文档,旨在确保工作流程的一致性和质量。
本SOP模板适用于各种行业和部门,旨在帮助组织制定和实施标准作业程序,提高工作效率和质量。
2. 适用范围。
本SOP模板适用于所有需要制定标准作业程序的部门和岗位,包括但不限于生产制造、医疗保健、食品加工、物流运输等行业。
3. SOP编写流程。
3.1 确定编写目的,明确编写SOP的目的和范围,明确需要覆盖的工作流程和操作步骤。
3.2 收集资料和信息,收集相关部门和岗位的工作流程、操作规范、技术要求等资料和信息。
3.3 制定草案,根据收集到的资料和信息,编写SOP的草案,包括详细的操作步骤、安全注意事项等内容。
3.4 审核和修改,邀请相关部门和岗位的负责人对SOP草案进行审核和修改,确保内容准确、完整。
3.5 最终确定,经过多次修改和完善后,确定最终的SOP文档,并进行审批和发布。
4. SOP编写要点。
4.1 清晰明了,SOP文档应该以简洁清晰的语言描述工作流程和操作步骤,避免使用模糊不清的词语和术语。
4.2 全面细致,SOP应该覆盖所有相关的工作流程和操作步骤,包括可能出现的异常情况和应对措施。
4.3 可操作性,SOP应该具有实际操作性,能够指导员工正确地进行工作,提高工作效率和质量。
4.4 可追溯性,SOP应该能够追溯到具体的操作人员和操作时间,便于对工作质量进行评估和改进。
5. SOP审批和执行。
5.1 审批流程,SOP文档应该由相关部门负责人进行审批,确保内容准确、合规。
5.2 培训和执行,在SOP文档发布后,组织相关员工进行培训,确保他们能够正确理解和执行SOP中的工作流程和操作步骤。
5.3 监督和检查,定期对SOP的执行情况进行监督和检查,及时发现和纠正问题。
6. SOP修订和更新。
6.1 修订流程,当工作流程或操作规范发生变化时,应及时对SOP文档进行修订,确保其与实际操作保持一致。
sop标准作业指导书模板

sop标准作业指导书模板标准作业指导书(SOP)模板。
一、概述。
标准作业指导书(SOP)是一种详细描述组织内部工作流程和操作规程的文件。
它旨在确保工作流程的一致性和标准化,提高工作效率,降低错误率,确保产品和服务的质量。
本模板旨在帮助您创建符合标准的SOP,以确保您的工作流程得到规范和管理。
二、适用范围。
本SOP适用于以下工作流程/操作:1. 工作流程/操作名称1。
2. 工作流程/操作名称2。
3. 工作流程/操作名称3。
(依此类推)。
三、责任部门。
本SOP的执行和管理由以下部门负责:1. 负责部门1。
2. 负责部门2。
3. 负责部门3。
(依此类推)。
四、操作流程。
1. 流程/操作1。
(详细描述流程/操作1的步骤、方法和注意事项)。
2. 流程/操作2。
(详细描述流程/操作2的步骤、方法和注意事项)。
3. 流程/操作3。
(详细描述流程/操作3的步骤、方法和注意事项)。
(依此类推)。
五、相关记录。
在执行本SOP的过程中,需要做好以下相关记录:1. 记录1。
2. 记录2。
3. 记录3。
(依此类推)。
六、质量控制。
在执行本SOP的过程中,需要做好以下质量控制措施:1. 质量控制措施1。
2. 质量控制措施2。
3. 质量控制措施3。
(依此类推)。
七、风险管理。
在执行本SOP的过程中,需要注意以下潜在风险,并采取相应措施进行管理和控制:1. 风险1。
2. 风险2。
3. 风险3。
(依此类推)。
八、修订记录。
记录本SOP的修订历史,包括修订日期、修订内容、修订人等信息。
九、附录。
在本部分列出本SOP执行过程中需要使用的相关附表、表格、图表等内容。
以上是SOP标准作业指导书模板的内容,希望能够对您的工作有所帮助。
在实际使用过程中,请根据具体情况进行适当调整和修改,以确保SOP的实际有效性和适用性。
标准作业指导书sop模板

标准作业指导书sop模板一、概述标准作业指导书sop模板是一套详细、规范的操作指南,旨在确保生产过程中的操作一致性和产品质量稳定性。
本模板适用于各种制造业和工艺流程,为操作人员提供清晰、明确的步骤和指导。
二、模板内容1. 封面:包括标题、公司名称、版本号、编写人等信息。
2. 目录:提供快速导航,方便查阅各个章节。
3. 作业流程图:简明扼要地描述整个生产过程,有助于理解操作顺序。
4. 操作步骤:详细说明每个步骤的细节,包括所需的工具、材料、设备以及操作方法。
5. 注意事项:列出可能影响操作质量的因素,如环境条件、人员技能等。
6. 常见问题及解决方案:针对常见故障和问题,提供相应的解决方法。
7. 质量控制点:说明关键质量控制点,以及如何监控和控制这些点。
8. 培训材料:提供相关培训材料和资源,以供操作人员学习和提高技能。
9. 修改记录:记录模板的修改历史,确保稳定性和可追溯性。
三、编写方法1. 明确目标:在编写之初,明确编写sop模板的目的和适用范围。
2. 收集资料:收集相关文献、资料和经验,为编写提供支持。
3. 角色分工:指定编写人员,确保每个人负责的部分清晰明确。
4. 编写过程:按照上述模板内容,逐一完成各个部分。
5. 审核与修改:完成初稿后,组织相关人员对sop模板进行审核,并根据反馈进行修改和完善。
6. 正式发布:经过审核和修改后,将sop模板正式发布并应用于生产现场。
四、注意事项1. 确保sop模板的准确性:在编写过程中,务必确保每个步骤和细节的准确性,避免因误导而导致的生产问题。
2. 注重可操作性:sop模板应简单明了,易于理解和操作,避免过于复杂或繁琐。
3. 保持一致性:sop模板的内容应遵循公司的标准和规范,以确保生产的一致性和稳定性。
4. 及时更新:随着生产工艺和设备的更新换代,sop模板也需要及时更新和修订,以保持其有效性和适用性。
5. 培训与实施:在sop模板发布后,应组织相关人员进行培训和指导,确保操作人员能够正确理解和执行sop模板中的内容。
sop作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
(完整版)作业指导书SOP模板
序号物料名称用量序号
数量1XXXXX 11PCS
223344551,2,
1,修改人:批准:2,修改人:批准:
自检巡检1目测100%5%2目测100%5%
3
.
返工
标示,隔离
检验方案XXXXX 有 限 公 司
作业指导书
特殊性等级【A】
三、作业步骤:
二、工艺要求
1. 操作人员必须经过培训合格后方可上岗;
2. 按照以上表格标注核对物料和工具名称及数量,并整齐摆放于相应标识框内
3. 按静电防护要求做好静电防护。
(所有接触PCB 的人员必须配戴防静电手套)修改栏
序号检验内容和要求
评价/测量技术工具夹具/辅料名称
反应计划一、作业前的准备:
物料编号/规格XXXXX 图示 :
型号规格
文件编号:产品的型号
适用机型:适用的产品
工序编号:10
标准工时:版本号:A1
产品型号:
工序名称:编制:审核 :批准:
会签:
第1页/共1页。
sop作业指导书模板

sop作业指导书模板
标准操作程序(SOP) 作业指导书1. 引言
1.1 目的
(解释SOP的目的和应用范围)
1.2 范围
(详细描述SOP适用的业务、部门或过程)
2. 负责人信息
2.1 编写
(指明SOP的编写人员和联系信息)
2.2 审查
(指明SOP的审查人员和联系信息)
2.3 批准
(指明SOP的批准人员和联系信息)
3. 定义
3.1 缩写词和术语
(列出SOP中使用的所有缩写词和术语的解释)
4. 步骤
4.1 步骤一
4.1.1 目标
(描述步骤的目标)
4.1.2 操作
(详细说明执行该步骤的具体操作)
4.1.3 质量控制
(如果适用,列出确保该步骤质量的控制措施)
4.2 步骤二
...
5. 相关文件和链接
5.1 相关文件
(列出所有与SOP相关的文件、表格或其他文档)
5.2 链接
(提供其他相关信息的链接,如培训视频、在线资源等)6. 变更记录
6.1 修订历史
(列出SOP的修订历史,包括版本号、日期和变更的性质)7. 培训要求
7.1 培训内容
(列出必须培训的内容)
7.2 培训人员
(指明培训的负责人)
8. 审查和验证
8.1 审查
(描述SOP的审查过程)
8.2 验证
(描述SOP的验证过程)
9. 安全注意事项
9.1 安全要求
(列出执行SOP时必须遵守的所有安全要求)
9.2 紧急情况处理
(提供在紧急情况下执行的步骤)。
SOP标准操作指导书模板
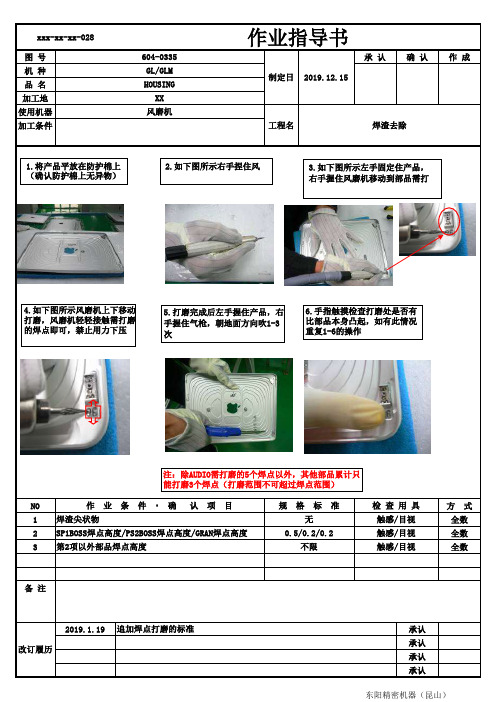
图 号承 认
确 认
作 成
机 种品 名加工地使用机器加工条件
NO 方 式1全数2全数3
全数
备 注
2019.1.19
承认承认承认承认
追加焊点打磨的标准SP1BOSS焊点高度/PS2BOSS焊点高度/GRAN焊点高度0.5/0.2/0.2
触感/目视第2项以外部品焊点高度
不限
触感/目视
规 格 标 准
检 查 用 具焊渣尖状物
无触感/目视作 业 条 件 ・ 确 认 项 目
制定日
风磨机
工程名焊渣去除
改订履历
2019.12.15
xxx-xx-xx-028作业指导书
604-0335GL/GLM HOUSING XX 1.将产品平放在防护棉上(确认防护棉上无异物)
2.如下图所示右手捏住风
3.如下图所示左手固定住产品,右手握住风磨机移动到部品需打
4.如下图所示风磨机上下移动打磨,风磨机轻轻接触需打磨的焊点即可,禁止用力下压
5.打磨完成后左手握住产品,右手握住气枪,朝地面方向吹1-3次
6.手指触摸检查打磨处是否有比部品本身凸起,如有此情况重复1-6的操作
注:除AUDIO 需打磨的5个焊点以外,其他部品累计只能打磨3个焊点(打磨范围不可超过焊点范围)
东阳精密机器(昆山)。
(完整版)SOP作业指导书样板

文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试作 业 指 导 书编制日期页数第2页 共14页图一图二0.30不可超过3V 红线为正黑线为负负极正极文件编号版本A/0焊接电子红线標准工時標准產能/H 257pcs 3作業類型人員配置1人序材料名称数量1硅胶红线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊现象不良品截出检查焊接有无牢固不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(红)线焊接在铝基板指定位置上(如图二)方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格红色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称14"工序排号插件作 业 指 导 书编制日期页数第3页 共14页图二图一方孔为正电子红线为正文件编号版本A/0焊接电子黑线標准工時標准產能/H4作業類型人員配置1人序材料名称数量1硅胶黑线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊、半焊现象不良品截出检查焊接有无牢固检查镀锡有无过长不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(黑)线焊接在铝基板指定位置上(如图二)方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格黑色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号插件作 业 指 导 书编制日期页数第4页 共14页图一图二负极标志电子黑线为负文件编号版本A/0安装大功率標准工時標准產能/H5作業類型人員配置1人序材料名称数量1中壳1pcs2345设备,工装名称型号设定条件导热膏 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A  ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意大功率线头装放要正确,避免装不到位。
核准审核承办单位:自檢检查有无漏涂导热膏不良品截出检查大功率装放孔位有无错误检查工具有无完好本工序作業1.将电子线折弯;2.将大功率安装入中壳内,先在中壳内加少量导热膏,在将大功率在连接筒指定位置伸入(如图二)装放位置要对正,导热膏不可过少3.自检无误后,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格铝合金,D43*2.2mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号装配作 业 指 导 书编制日期页数第5页 共14页图一图三图涂导热膏范围穿线孔紧贴导热膏电子线折入电子线折弯锁大功率螺丝標准工時標准產能/H6作業類型人員配置1人序材料名称数量1螺丝2pcs2345设备,工装名称型号设定条件电批 ̄ ̄ ̄ ̄ ̄扭力0.5±0.02静电环OWS20A  ̄ ̄ ̄ ̄ ̄锁螺丝固定治设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。
核准审核承办单位:自檢检查螺丝有无松动、漏锁、打滑现象不良品截出检查外观有无刮花不良检查大功率有无松动或倾斜检查工具有无完好本工序作業1.调节电批力度,以刚好锁紧螺丝为准;用扭力测试仪进行测试2.用电批取两颗螺丝将大功率固定在连接筒内(如图一)螺丝要竖直对准螺丝孔3.电批要与螺丝不可倾斜,避免打滑或锁不到位;3.自检无误後,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格PM1.5*2.5mm圆头,碳钢,ROHS适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号装配图一图锁螺丝螺丝不可倾斜不可触碰大功率打卡点標准工時標准產能/H 7作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件打卡点治具 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A ̄ ̄ ̄ ̄ ̄不可偏位、放斜、紧密相连不良品截出设备及治工具注意事项:注意灯头一定要放置好,不可放偏、放斜、放不到位现象而导致不良品。
核准审核承办单位:自檢检查螺丝有无松动、漏锁、打滑现象检查外观有无刮花不良检查大功率有无松动或倾斜且不可倾斜(如图二)4.在E27灯头指定边上打卡点(如图三)卡点印点要凹、深5.加工完成后送回下一工序.本工序作業 1.检查塑胶件外壳有无刮花现象;外壳不可刮花2.灯头摆放位置不可倾斜,灯头与塑胶件要连接紧密,紧密相连检查无误后再打卡点.3.把E27灯头放入治具中加工,用手压住塑胶件,操作说明技术要求檢查上工序检查工位表面清洁检查工具治具是否齐全完好材料编号材料规格适用产品名称及编号加工灯头卡点(通用)工序名称工序排号装配图一图二图三卡点不可偏出灯头螺纹圈摆放位置不可倾斜打卡点位加工后塑胶件与灯头要连接紧密且不可倾斜老化標准工時標准產能/H 8作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件物料盤 ̄ ̄ ̄ ̄ ̄有標示老化板 ̄ ̄ ̄ ̄ ̄通用设备及治工具注意事项:注意需专业老化人员进行操作,老化电压要与产品相同,避免电压过高烧坏产品。
核准审核承办单位:自檢检查有无死灯、暗灯、闪灯、烧灯现象不良品截出3.自检无误後,送往下一工序。
本工序作業 1.将组装好的产品装在老化板上老化(如图一)老化板电压要与产品一致2.老化24小時并记录老化过程;时间不可超过24小时,不良品截出3.GU10电压为110V/220V,MR16电压为12V,JDRE27电压为电压要与产品规格所定110V/220V (如图一示)操作说明技术要求檢查上工序检查工位、产品表面清洁检查产品型号有无一致材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试图一MR16电压12VJDRE27电压110/220VGU10电压110V/220V组装透镜標准工時標准產能/H 257pcs 9作業類型人員配置1人序材料名称数量1透镜1pcs 2硅胶垫片1pcs 3上盖1pcs45设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄无尘布 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意组装透镜要认真,一定要带手指套作业,否则会刮花透镜等不良;检查有无漏装、装不到位现象。
核准审核承办单位:自檢检查有无装错或漏装不良品截出检查有无装到位检查透镜有无刮花不良带手指套操作5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.将硅胶垫片放入中壳指定位置(如图一)紧贴中壳内圈面2.将透镜装入中壳指定位置(如图二)透镜不可倾斜且硅胶垫片不可漏出表面3.将上盖装在中壳指定位置(如图三)上盖与中壳间不可有缝隙,且水平中壳表面4.作业前一定要注意保护透镜表面,不可刮花;操作说明技术要求檢查上工序检查工位、产品表面清洁检查物料有无错误材料编号材料规格D35.8*H15.9mm,亚克力硅胶30度,D35.5*T1.0,ROHS 铝合金,D50*21mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称14"工序排号包装图一图图组装透镜硅胶片上盖套入上盖不可有缝隙不可倾斜紧贴中壳内圈锁上盖螺丝標准工時標准產能/H10作業類型人員配置1人序材料名称数量1螺丝3pcs2345设备,工装名称型号设定条件电批小力士扭力0.5±0.02静电环OWS20A ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。