化工企业工艺卡片模板
工艺流程卡片
工艺流程卡片工艺流程卡片是一种用于记录产品生产工艺流程的文件,可以帮助工厂管理者和生产工人更好地了解、掌握和执行工艺流程。
下面是一份700字的工艺流程卡片范例:一、产品信息产品名称:支架产品型号:A1001产品材质:钢材二、工序说明1. 材料准备- 从仓库取出所需数量的钢材;- 使用起重机将钢材放置在工作车间的材料处理区;2. 材料切割- 使用数控切割机将钢材按照设计尺寸进行切割,切割数量为所需支架的数量;- 检查切割出的支架板材的尺寸和质量,将不合格品进行重新切割或报废;3. 弯曲成型- 使用数控弯曲机将切割好的板材按照指定角度进行弯曲,形成支架的形状;- 进行弯曲成型的同时,使用丝扣钳将支架的两端固定起来;4. 表面处理- 对已经成型的支架进行表面处理,包括打磨、除锈和喷涂; - 使用打磨机对支架的表面进行打磨,去除毛刺和锈蚀;- 使用除锈剂对支架进行除锈处理,确保支架表面的光洁度和耐腐蚀性;- 使用喷涂设备将支架进行涂装,提高其表面的美观度和耐用性;5. 装配与检验- 使用螺丝刀将已经表面处理好的支架和其他零部件进行装配;- 检查装配好的支架的尺寸、外观和功能是否符合要求;- 对不合格品进行返修或报废处理;6. 包装与入库- 对已经通过检验的支架进行包装,通常采用纸箱包装;- 在包装箱上贴上产品标签,并记录产品型号和数量;- 将包装好的支架放置在成品仓库中,并进行实时库存管理;以上就是支架的生产工艺流程卡片范例,通过这个工艺流程卡片,工厂管理者和生产工人可以清晰地了解到每个工序的具体操作和要求,有助于提高生产效率和产品质量。
同时,这个范例也可以根据实际情况进行调整和修改,以适应不同产品的生产工艺。
13油品车间工艺卡片

MPa
0.3~0.6
C
TK007~TK010(TK207-210)液位
LI-10107A/B~10110A/B
m
2.3~16.5
A
TK007~TK010(TK207~TK210)温度
TG-10107~10110
℃
≤40
B
P-011~033出口
PIC-10111~10133
MPa
MPa
0.3~1.0
B
P001~002(P503~P504)供料泵
PI10601~10602
MPa
0.3~0.80
B
P011(P508)重污倒转输送
PI10801
MPa
0.2~0.65
Bห้องสมุดไป่ตู้
中间二罐区
(0302-2)
TK-001~002(TK601~TK602)液位
LI10201~10202
m
2.0~13.8
m
1.6~13.5
A
TK-001~002(TK501~TK502)温度
TI10401~10402
℃
45~90
B
TK-003~004(TK503~TK504)液位
LI10301~10302
m
1.6~13.5
A
TK-003~004(TK503~TK504)温度
TI10301~10302
℃
45~90
B
TK-007~008(TK507~TK508)液位
≤55
A
高压放空气体进气柜压力
PT10407
KPA
<4
A
低低压放空水封罐(V-008)液位
部分化工产品工艺卡片
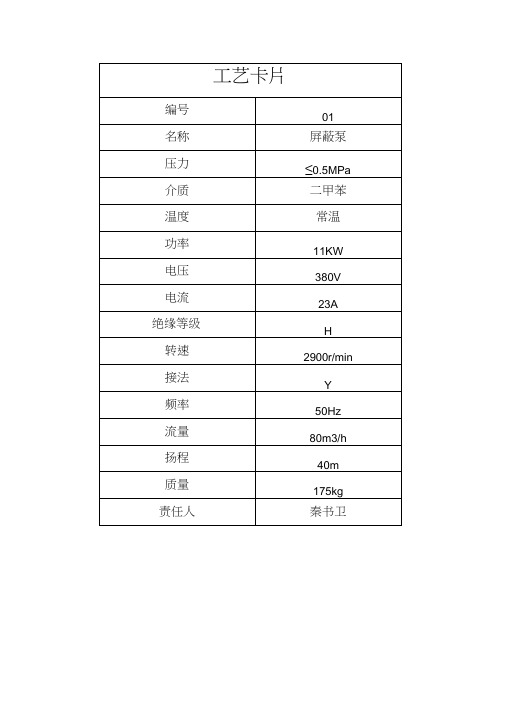
转速
2900r/min
接法
Y
频率
50Hz
流量
80m3/h
扬程
40m
质量
175kg
责任人
秦书卫
工艺卡片
编号
03
名称
屏蔽泵
压力
≤0.5MPa
介质
苯
温度
常温
功率
11KW
电压
380V
电流
23A
绝缘等级
H
转速
2900r/min
接法
Y
频率
50Hz
流量
80m3/h
扬程
40m
质量
175kg
责任人
工艺卡片
编号
04
名称
容积
80m3
责任人
工艺卡片
编号
16
名称
立式储罐
介质
混苯
温度
常温
压力
常压
容积
600m3
责任人
工艺卡片
编号
17
名称
立式储罐
介质
二甲苯
温度
常温
压力
常压
容积
600m3
责任人
工艺卡片
编号
18
名称
立式储罐
介质
甲苯
温度
常温
压力
常压
容积
600m3
责任人
工艺卡片
编号
19
名称
立式储罐
介质
苯
温度
常温
压力
常压
容积
600m3
Y
频率
50Hz
流量
12m3/h
扬程
29m
油漆工艺卡片

粘度/(6mm流 颜色代号 型号与名称 定额(kg) 量杯)s
干燥时间 单件
准终
所有涂漆表面在前表面质量,不 表面 得有影响涂层质量的毛刺、氧化 钢丝刷、纱 1 处理 皮、锈迹、飞溅、油污、脏物 布、擦布 等,除锈等级达到St3级。 涂底 底漆涂刷应薄且均匀,不得有流 刷子、空气 2 漆 挂、漏涂、起泡、皱皮等缺陷。 压缩机、喷 枪 底漆合格干透后,涂面漆涂刷应 涂面 空气压缩机 薄且均匀,不得有流挂、漏涂、 3 漆 、喷枪 起泡、皱皮等缺陷。 上道面漆合格干透后,涂面漆涂 涂面 空气压缩机 刷应薄且均匀,不得有流挂、漏 4 漆 、喷枪 涂、起泡、皱皮等缺陷。
标记矿 设备有 限公司
产品型号 油漆工艺卡片
DTⅡ
零件图号
J311Z1009
驱动装置架Ⅲ、Ⅳ型 共1页 第1页 产品名称 带式输送机 零件名称
名 称 醇酸防锈漆 材料汇总 醇酸调合漆 稀料(汽油) 序 工序 号 名称 工序内容与要求 设备与工具 材 料 施工条件 厚度
质
量(kg) 0.2 0.4 0.12 工时
铁红 灰面
醇酸防锈 漆C53-33 醇酸调合 漆C03-1 醇酸调合 漆C03-1
0.2 0.2
40 40
25μ m~ 35μ m 25μ m~ 35μ m 25μ m~ 35μ m
24h 24h
灰面
0.2
40
24h
注本油漆工艺卡片同时适用所有结构件产品
吴庚申 2009-6-6 日 期 编 制 日 期 王舒 审 核 2009-6-6 日期 张平安 会 签 2009-6-6 日 期
化产工艺卡片
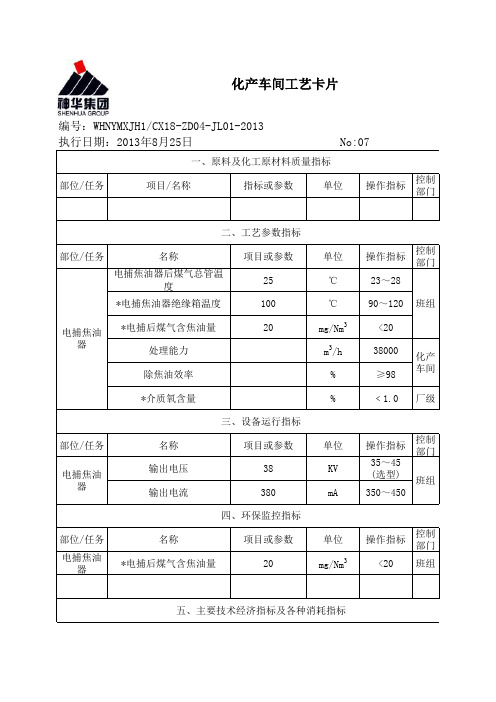
编号:WHNYMXJH1/CX18-ZD04-JL01-2013 执行日期:2013年8月25日
No:07
一、原料及化工原材料质量指标
部位/任务
项目/名称
指标或参数
单位
操作指标
控制 部门
二、工艺参数指标
部位/任务
名称
电捕焦油器后煤气总管温 度
*电捕焦油器绝缘箱温度
项目或参数 25 100
部位/任务
名称
项目或参数
No:07
单位
操作指标
控制 部门
说明 汇签
编制 李嘉
* 表示生产工艺关键控制点
车间校对 李虎东
部门校对 审核 孙新亮 高和平
批准 李海勃
化产车间工艺卡片
4-JL01-2013
No:07
、原料及化工原材料质量指标
管理 部门
二、工艺参数指标
管理 部门
生产 技术 部
三、设备运行指标 四、环保监控指标 主要技术经济指标及各种消耗指标
电捕焦油 *电捕后煤气含焦油量
20
器
处理能力
除焦油效率
*介质氧含量
三、设备运行指标
部位/任务
名称
项目或参数
电捕焦油
输出电压
38
器
输出电流
380
四、环保监控指标
部位/任务
电捕焦油 器
名称 *电捕后煤气含焦油量
项目或参数 20
单位 ℃ ℃ mg/Nm3 m3/h % %
单位 KV mA
单位 mg/Nm3
操作指标
控制 部门
23~28
90~120 班组
<20
38000 ≥98
石油化工行业工艺标准化作业卡模板
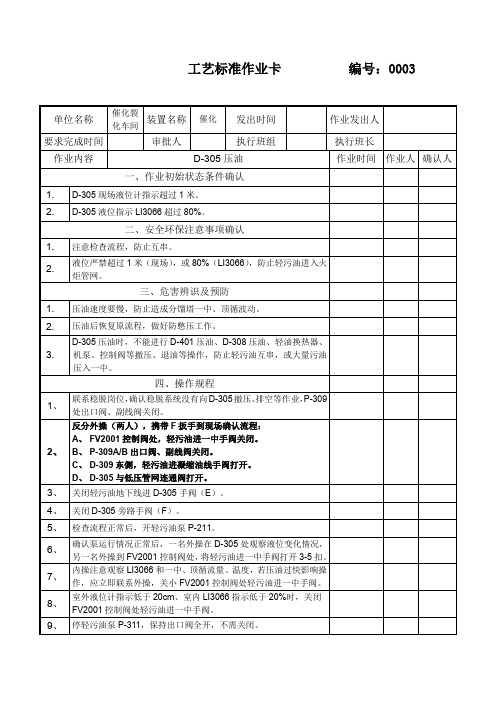
关闭轻污油地下线进D-305手阀(E)。
4、
关闭D-305旁路手阀(F)。
5、
检查流程正常后,开轻污油泵P-211。
6、
确认泵运行情况正常后,一名外操在D-305处观察液位变化情况,另一名外操到FV2001控制阀处,将轻污油进一中手阀打开3-5扣。
7、
内操注意观察LI3066和一中、顶循流量、温度,若压油过快影响操作,应立即联系外操,关小FV2001控制阀处轻污油进一中手阀。
8、
室外液位计指示低于20cm、室内LI3066指示低于20%时,关闭FV2001控制阀处轻污油进一中手阀。
9、
停轻污油泵P-311,保持出口阀全开,不需关闭。
10、
打开D-305旁路手阀(F)。
11、
打开轻污油地下线进D-305手阀(E)。
五、作业完成后稳定状态确认
D-305现场液位计指示低于20cm,室内液位LI3066≤20%,PI3092≤50KPa。流程恢复正常。
2.
液位严禁超过1米(现场),或80%(LI3066),防止轻污油进入火炬管网。
三、危害辨识及预防
1.
压油速度要慢,防止造成分馏塔一中、顶循波动。
2.
压油后恢复原流程,做好防憋压工作。
3.
D-305压油时,不能进行D-401压油、D-308压油、轻油换热器、机泵、控制阀等撤压、退油等操作,防止轻污油互串,或大量污油压入一中。
四、操作规程
1、
联系稳脱岗位,确认稳脱系统没有向D-305撤压、排空等作业,P-309处出口阀、副线阀关闭。
2、
反分外操(两人),携带F扳手到现场确认流程:
A、FV2001控制阀处,轻污油进一中手阀关闭。
生产工艺卡(3篇)
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
工艺卡片样本(DOC 28页)
工艺卡片样本(DOC 28页)工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
14油品车间工艺卡片1
m
1.3~14.9
A
TK-001~002(TK7001~TK7002)温度
0307_TIC10101~10102
℃
40~90
B
TK-003~004(TK7003~TK7004)温度
0307_TIC10103~10104
℃
≤40
B
TK-001~004(TK7001~TK7004)压力
0304_1_LT_10101A/B~10106A/B
m
2.15~14.15
A
TK-001~006(TK4001~TK4006)压力
0304_1_PT_10101A~10106A
MPa
0.3~1.5
B
TK-001~006(TK4001~TK4006)温度
0304_1_TT_10101A~10106A
B
公用工程指标
名称
控制项目
仪表位号
单位
控制指标
级别
公用
新鲜水压力
0515_PT10102
MPa
≥0.4
B
生产给水压力
/
MPa
>0.3
B
循环水温度
/
℃
<33
B
循环水压力
/
MPa
≥0.3
B
净化风压力
0320_PT_05001
MPa
≥0.6
B
低压氮气压力
0320_PT_02001
MPa
≥0.6
B
中压氮气压力
B
P-801~806出口压力
0303-8-PIC-10201~PIC-10206
MPa
工艺卡片模板
执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目