SMT修理作业指导书
SMT锡膏修理作业指导书

QC 全检
良现象,维修时具体标准按《SMT 外观检验标准》执行。更换物料时则把需更换的物料按标 准焊接好。修理后将 PCB 板面残留松香用洗板水清洗干净,然后做好《每日维修报告》 。 5.修理板经生产确认员确认 OK 后,在送至 QA 处再次确认确认 OK 并《每日修理报告》上签 名再送还确认员;如确认 NG 则让修理员再修理。最后确认员按流程送到炉后 QC 再次全检。
辅助工具及耗材 名称 恒温烙铁 万用表、电容表 测温仪 拔焊台 用途 修理用 元件测试用 测试烙铁温度 修理用
二、注意事项 1.修理时有铅和无铅的锡线要做严格区分,严禁有铅与无铅在同一工位上修理。 2.对无法识别的元件要用万用表测试,不同厂商物料不可相互代用。 三、以往失败案例:
确认员确认
NG NG
OK 后方可修理。 3.将不良品拿出与样板相核对,找出不良位置物料的丝印和规格,同时在物料员处领取同客
QA 确认
户相同物料来修理。 4 将烙铁温度无铅设定在 300~330℃、有铅设定在 280℃~300℃, 拔焊台温度设定在 300 ℃~350 ℃,温控开关 5-6 档,汽流开关 1-3 档,元件少锡、偏移 QFP、SOP 偏移,错位等不
文件编号 版
图示:
WI-SC-011 A.0
不良品
工作项目 适用范围
修理
锡膏板修理 作业顺序; 一.作业顺序;本ຫໍສະໝຸດ SMT 锡膏板修理 作业指导书
批准
审核
作成 颜 勇
1.炉后 QC 将检出的不良品用不良标签标示出不良位置,然后放置在不良区,由修理员拿至修 理工位进 行维修。
修理
2.修理员首先对烙铁温度、对地电压进行检测,并如实填写《烙铁温度测试记录表》并准备 好要修理机种的 Z 轴表/样板,先确认不良品板号与资料/样板是否一致贴装是否相同,确认
SMT PCB整修、后焊作业指导书

2 . 1 设 备 : 整 修 、 后 焊 工 作 台 。
2 . 2 工 具 : 电 烙 铁 、 斜 口 钳 、 防 静 电 手 腕 、 手 套 、 镊 子 。
2 . 3 材 料 : 待 整 修 、 后 焊 的 产 品 、 焊 锡 丝 、 后 焊 元 器 件 。 三 、 作 业 步 骤 :
3 . 1 整 修
6 . 2 电 烙 铁 在 恒 温 时 指 示 灯 应 处 于 交 替 通 断 状 态 , 若 指 示 灯 长
6 . 3 焊 锡 前 先 在 海 绵 上 清 除 掉 烙 铁 头 的 残 锡 , 残 锡 会 降 低 烙 铁
6 . 4 焊 锡 操 作 中 , 若 有 锡 渣 沾 于 烙 铁 头 上 , 应 于 湿 海 绵 上 擦 拭
作业指导书名称
一 、 作 业 对 象 与 目 的 :
1 . 1 作 业 对 象 : 待 整 修 、 后 焊 的 产 品 。
作业指导书
第1页 共1页 版序/改次:A/0
整修、后焊作业指导书
1 . 2 作 业 目 的 : 对 有 缺 陷 的 产 品 进 行 修 补 , 对 需 要 后 焊 的 元 器 二 、 设 备 、 工 具 和 材 料 :
组件种类 一般印制电路板,安装导线、集成电路、维修 焊片,电位器,2~8W电阻,大功率管 8W以上大电阻,2A以上导线等较大体积元器件
烙铁头温度(有 300~350℃ 350~400℃ 400~450℃
烙铁头温度(无 350~400℃ 400~450℃ 450~500℃
五 、 过 程 控 制 及 质 量 要 求 :
5 . 5 整 修 或 后 焊 产 品 应 满 足 《 P C B 外 观 检 验 标 准 》 的 要 求 。
5 . 6 产 品 按 批 号 整 修 、 后 焊 , 分 开 放 置 , 标 识 清 楚 。 六 、 电 烙 铁 使 用 保 养
不良品维修作业指导书
4、对所维修过的不良品要重新检查,保证所有物料使用正确,焊点合格。
5、根据不良焊点元件、焊盘的大小来调节恒温烙铁的温度与烙铁在焊点上可停留的时间,烙铁最高温度不得超过400℃,同一位置的烙铁停留时间不得超过5S。
*维修过的半成品重新交回QC检查确认。
四、(CAUTION)注意:
1、注意安全,小心触电或烫伤。
2、操作时带好防静电手扣。
3、随时保持台面清洁。
4、当维修完毕所有不良品后,将电烙铁关掉电源。
5、离开工位பைடு நூலகம்拔掉电烙铁的电源插头。
五、工具:
刀片、胶水
电烙铁、锡线
防静电手扣
SMT不良品维修作业指导书
承认
审核
编制
编号:WI-PR-31/A
一、适用范围:
仅适用于SMT部门内不良品的维修作业。
二、目的:
保证SMT半成品的质量,指导维修不良品。
二、具体操作:
*对贴有标签的不良点进行维修。
*胶水工艺生产的不良品维修
1、如不良现象为溢胶、开路、座标偏移,先小心将元件取下,清除焊盘上多余的胶水,重新点上胶水,再按正常的胶水固化条件过回流焊固化。
2、如不良现象为漏件、错件,先根据对应MODEL的排料表,找到物料,清除不良处的错料,重新点上胶水,再按正常的胶水固化条件过回流焊固化。
3、对维修过的不良品要重新检查部品,直到部品合格。
*锡膏工艺生产的不良品维修
1、对焊接不良的不良品,重新修正焊点。
2、对物料使用不良的不良品,重新更换正确、完好物料,并保证焊点完好。
SMT修理作业指导书
SMT修理作业指导书汇报审议决定制定日期版本目的确保修理作业的顺利进行,防止二次不良(不良修理时作业不当造成的不良)发生为目的。
1、设备接地与静电接地修理作業台、修理工具(烙铁、热吹风)必须良好接地,人员必须配戴静电手环正确接地后进行修理作业。
2、管理标准值烙鉄温度标准值:有铅320℃~360℃、无铅360℃~400℃3、流程热吹风设定:热风口离部品20mm处加热8秒、部品能取下、基板不变色为基准。
热风枪温度标准值:300℃~340℃1、从不良基板箱内取出不良基板,确认不良内容。
2、根据基板或贴装图査出不良位置、再从BOM表中找出相应的料号。
(须交换或补充部品时:漏件、破损)3、填写“SMT漏件补料检查表”中漏件位置、补料时间、补料人后,交给线长确认。
4、线长确认后交给当条线的操作员进行物料查找,并将查找到的物料编号填写在“SMT漏件补料检查表”中的补料元件编号栏目中,同时将元件实物粘贴在补料元件编号栏目的旁边,交给IPQC进行确认。
5、IPQC把确认无误的物料交给修理士进行修理。
(※元件不能目视确认时必须进行LCR测试判定)*元件交换时(不必要时省略如下3步骤)1、用烙铁(小元件)或热吹风(IC及大型元件)将旧元件取下。
2、将取下的元件放入「废品回收盒」内。
3、(IC部品取出後)用烙铁头加热吸锡线后将铜箔上残留的锡吸除,确保铜箔面平整。
*元件交换时(不必要时省略如下1步骤)1、元件取下后须目视检查有无不良状況:铜箔浮起、表面平整度、基板面焊锡残留、基板变色※必要时用放大镜进行检查确认1、对照样板将新元件贴装在该位置上。
(部品补充时)2、用烙铁或热吹风对元件进行焊接和修正。
1、修理完成的基板必须进行目视检查确认(元件方向、表面文字、元件有无连点、假焊、少锡、錫球及周边元件的変化等)修理完成的基板必须在基板内进行明确标示1、修理者必须经过认定合格后方可进行修理作业。
4、相关注意事项2、烙铁温度必须每日进行二次测定确认,并在「烙铁温度测试管理表」中记录实际测定值。
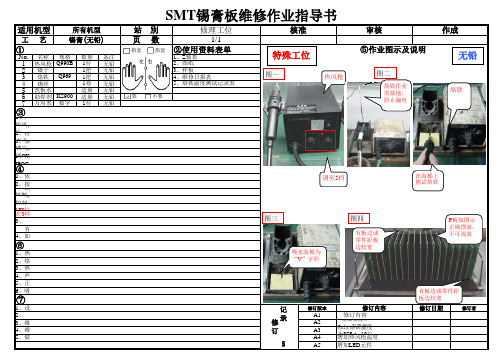
SMT锡膏板维修作业指导书
I④PQC
1、依 2、按 铁 接触度 控针制 对 L在ED3灯 秒 3、
有
4、如
⑥
1、热 2、烙 3、热 4、严 5、正 6、吸
⑦
1、设 2、 3、维 4、维 5、做
站 页
指套
静电防
要
SMT锡膏板维修作业指导书
別 数
指套
修理工位
1/1
②使用资料表单
1、Z轴表 2、图纸 3、样板 4、维修日报表 5、烙铁温度测试记录表
适用机型
所有机型
工艺
锡膏(无铅)
①
No. 名称 规格 数量 备注
1 热风枪 Q990B 1台 无铅
2 镊子
1把 无铅
3 烙铁 Q969 1把 无铅
4 锡丝
1卷 无铅
5 洗板水
适量 无铅
6 助焊剂 KS900 适量 无铅
7 万用表 数字 1台 无铅
③
1、产
线班有
铅2、、检 查3、不修 理4、完修 理5、O由K
核准
特殊工位
图一
热风枪
不要
作成
无铅
烙铁
调至5档
在海棉上 擦试烙铁
图三
吸水海棉为 “V”字形
图四
有板边或 零件距板 边较宽
记 修录 订
5
修订版本
A1 A2 A3 A4 A5
修订内容 修订内容
增加修理≦
修0.4改mm烙需铁要温测度度 增为加37热5±风枪10温℃度 增加LED元件
P板如图示 正确摆放, 不可混放
有板边或零件距 板边较宽
修订日期
修订者
SMT检查修补作业指导书

一适用范围:
1.本作业指导书适用于回流焊后的SMT线路板的检查和修补。
二操作过程:
1.根据样板或模板,检查是否有漏件现象。
2.检查IC (SOP、PLCC、QFP、BGA)及其它有方向性的元件方向是否正确。
3.检查是否有贴错、器件管脚错、虚焊、漏焊、连焊现象。
4.用钢针小心清除偶然出现的锡球,清除时防止锡球进入器件下方或引脚间以
防发生短路。
5.检验标准依据《目视/AOI检验作业指导书》。
检验过程中如发现批量质量问
题(如漏贴、贴错、贴反、虚焊、元件氧化问题等)应及时向当班线长反馈。
6.对检查出来的问题应及时修补,如有解决不了问题应与当班班长或工艺员联
系。
二注意事项
1.更换贴片集成电路、电容电阻首先应检查所更换元件参数的准确性。
2.更换IC时必须对焊盘的残余焊锡进行清理,以保证修补的质量。
3.烙铁在焊盘上加热停留的时间不要过长,以防止铜箔过度受热后翘起造成整块线路板报废。
4.对特殊产品的检查和补修,在工艺人员的指导下进行。
SMT不良品维修作业指导书

1.目得规范不良品维修处理得过程及要求,保证不良品维修品质。
2.范围此文件适用于SMT中心试产、量产、重工过程中产生得不良品处理所涉及得活动。
3.权责3、1 生产部负责生产过程中将不良品截出并隔离、标识、反馈,维修组负责对不良品得具体维修工作。
3、2工程部负责对不良品分析并给出改善控制措施,指导维修组维修不良品。
3、3品质部负责对不良品得最终判定及维修过程得制程监督。
4.定义4、2名词解释:SMT (Surface Mount Technology) 表面贴装技术PCB (Printed Circuit Board) 印刷电路板PCBA(Printed Circuit Board Assembly)印刷电路板组件POP (Package On Package) 堆叠装配技术MSD (Moisture Sensitive Device) 潮湿敏感元件ESD (Electro Static discharge) 静电释放5.流程图6.作业内容6、1 不良品送修前产线要进行标识,区分并录入MES系统。
6、1、1 不良品分为三大类 A:外观类不良品,B:下载类不良品,C:功能校准类不良品。
6、1、2 属外观、焊接不良直接用红箭头贴贴在不良位号处。
6、1、3下载与功能校准性不良品需用故障贴写上故障现象贴于板上。
6、1、4 不良品送修前将条码及不良位号或不良现象输入MES系统进行过站处理。
6、1、5 针对数量大于50PCS得批量不良,工程需出重工(维修)方案指导作业方可进行维修,并在批量维修前制作首件。
6、2 安全要求6、2、1职业安全6、2、1、1焊接维修工位需装备合适得排烟系统用于焊接烟雾得排除6、2、1、2 维修工位必须有化学品得MSDS文件(material product safety data sheet) ,化学品必须贴有MSDS标签6、2、1、3 维修设备必须有详细得安全操作指导书6、2、1、4 焊接操作与使用化学品人员要佩戴个人防护用品,包括但不限于:防静电工作服、防静电手套、口罩。
SMT贴片维修作业指导书
文件编号作业站名称版本页次A01页
二三四改版发行日期改版原因审核品质确认研发工程批准初版发行日期制作作 业 指 导 书
Work Instruction
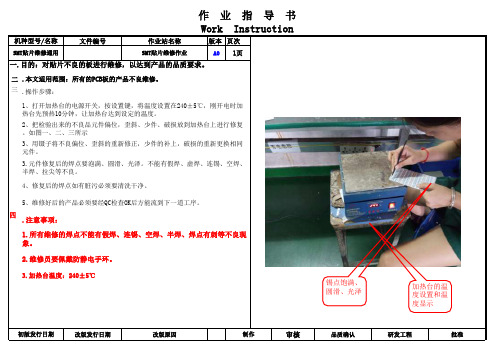
.注意事项:
1.所有维修的焊点不能有假焊、连锡、空焊、半焊、焊点有刺等不良现象。
2.维修员要佩戴防静电手环。
3.加热台温度:240±5℃
1、打开加热台的电源开关,按设置键,将温度设置在240±5℃,刚开电时加热台先预热10分钟,让加热台达到设定的温度。
2、把检验出来的不良品元件偏位,歪斜、少件、破损放到加热台上进行修复。
如图一、二、三所示
3、用镊子将不良偏位、歪斜的重新修正,少件的补上,破损的重新更换相同元件。
3.元件修复后的焊点要泡满、圆滑、光泽。
不能有假焊、虚焊、连锡、空焊、半焊、拉尖等不良。
4、修复后的焊点如有脏污必须要清洗干净。
5、维修好后的产品必须要经QC检查OK后方能流到下一道工序。
机种型号/名称
SMT贴片维修通用SMT贴片维修作业一.目的:对贴片不良的板进行维修,以达到产品的品质要求。
.本文适用范围:所有的PCB板的产品不良维修。
.操作步骤:
锡点饱满、
圆滑、光泽加热台的温
度设置和温
度显示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
旧元件取下
同时 将元件实 物粘贴在 补料元件 编号栏目 的旁边, 交给IPQC 进行确认 。 5、IPQC 把确认无 误的物料 交给修理 士进行修 理。(※ 元件不能 目视确认 时必须进 行LCR测
*元件交 换时(不 必要时省 略如下3 步 1、骤用)烙 铁(小元 件)或热 吹风(IC 及大型元 件)将旧 元 2件 、取 将下 取 下的元件 放入「废 品回收盒 」 3内 、。 (IC 部品取出 後)用烙 铁头加热 吸锡线后 将铜箔上 残留的锡 吸除,确 保铜箔面 平整。
W6
修理标记处
目视检查
新元件贴装及焊 接
目视检查
*元件交 换时(不 必要时省 略如下1 步骤) 1、元件 取下后须 目视检查 有无不良 状況:铜 箔浮起、 表面平整 度、基板 面焊锡残 留、基板 ※必要时 用放大镜 进行检查 确认
1、对照 样板将新 元件贴装 在该位置 上。(部 品 2补 、充 用烙 铁或热吹 风对元件 进行焊接 和修正。
文件编 号
Yxc-SMT-012
工程名 SMT不良修理工
作业程项目
确保理
目的
作业的顺
1、设备 接地与静 电接地
2、管理 标准值
3、流程
修理作業 台、修理 工具(烙 铁、热吹 风)必须 良好接 地,人员 必须配戴 静电手环 正确接地 后进行修
烙鉄温度 标准值: 有铅320 ℃~360 ℃、无铅 360℃~ 400℃ 热吹风设 定:热风 口离部品 20mm处加 热8秒、 部品能取 下、基板 不变色为 基准。 热风枪温 度标准 值:300 ℃~340
(ESC 0.6 LEAD FREE)
1、修理 完成的基 板必须进 行目视检 查确认 (元件方 向、表面 文字、无元连
点、假焊 、少锡、 錫球及周 边元件的 変化等)
修理工具及消耗品LIST 1.热风枪( 3440 ) 2.电烙铁(HAKO936 ) 3.防静电镊子 4.不锈刚镊子 5.无铅锡线(ESC 0.6 LEAD FREE) 6.吸锡线 7.小刀 8.酒精瓶 9.酒精(HEADSUN) 10.防静电毛刷 11烙铁温度测试仪(SLD191A) 12.万用表
永鑫创维修指导书
SMT-0012
制定日期
2015.8.5
版本
A/1
作业内容
汇报 审议
决
邹朱明
裁
决定
不良确认
1、从不 良基板箱 内取出不 良基板, 确认不良 内容。 2、根据 基板或贴 装图査出 不良位置 、再从 BOM表中 找出相应 的料号。 (须交换 或补充部 品 3、时填:写漏 “SMT漏 件补料检 查表”中 漏件位置 、补料时 间、补料 人后,交 给线长确 认 4、。线长 确认后交 给当条线 的操作员 进行物料 查找,并 将查找到 的物料编 号填写在 “SMT漏 件补料检 查表”中 的补料元 件编号栏
修理品标示
4、相关 注意事项
修理完成 的基板必 须在基板 内进行明 确标示
1、修理 者必须经 过认定合 格后方可 进行修理 作业。 2、烙铁 温度必须 每日进行 二次测定 确认,并 在「烙铁 温度测试 管理表」 中记录实 际 3测 、定 LC值R 测定器及 烙铁测温 器必须经 过校验OK 后在有效 期限内使 用 4、。所有 不良品修 理后全部 从AOI工 程检查开 始作业。 5、修理 OK品分 类放在物 料架上,每 班各指定 一名修理 员下班前 俩个小时 送至线上