SMT换料作业指导书
上料换料作业指导书
编制日期
审核版号
批准页数
目的
规范SMT上料过程操作过程,避免因上料导致出现产品质量问题。
适用范围
适用于SMT 车间所有产品
职责
操作员:按照此文件规范上料。
IPQC:监督此文件的执行并做好记录
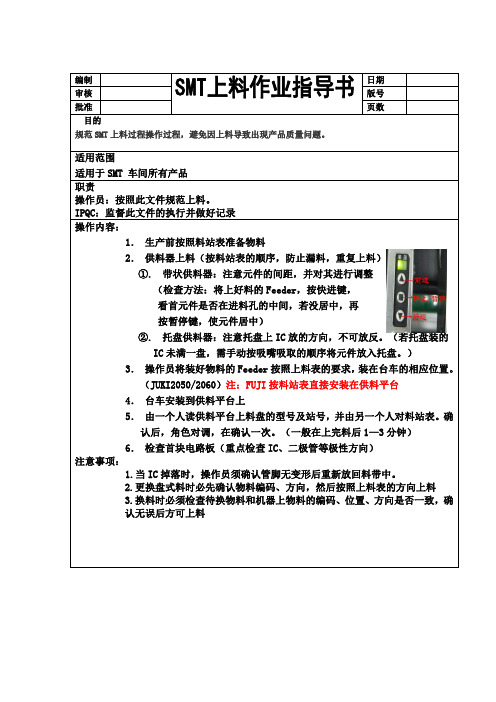
操作内容:
1.生产前按照料站表准备物料
2.供料器上料(按料站表的顺序,防止漏料,重复上料)
①.带状供料器:注意元件的间距,并对其进行调整
(检查方法:将上好料的Feeder,按快进键,
看首元件是否在进料孔的中间,若没居中,再
按暂停键,使元件居中)
②.托盘供料器:注意托盘上IC放的方向,不可放反。
(若托盘装的
IC未满一盘,需手动按吸嘴吸取的顺序将元件放入托盘。
)3.操作员将装好物料的Feeder按照上料表的要求,装在台车的相应位置。
(JUKI2050/2060)注:FUJI按料站表直接安装在供料平台
4.台车安装到供料平台上
5.由一个人读供料平台上料盘的型号及站号,并由另一个人对料站表。
确认后,角色对调,在确认一次。
(一般在上完料后1—3分钟)6.检查首块电路板(重点检查IC、二极管等极性方向)
注意事项:
1.当IC掉落时,操作员须确认管脚无变形后重新放回料带中。
2.更换盘式料时必先确认物料编码、方向,然后按照上料表的方向上料
3.换料时必须检查待换物料和机器上物料的编码、位置、方向是否一致,确
认无误后方可上料
换料记录表。
SMT上料作业指导书—范文
SMT 上料作业指导书—范文、目的为规范smt 贴片机操作人员上料的过程杜绝上料过程中不规范的行为,避免上错料和物料上反的情况发生。
特做了以下规定,并标明了SMT 贴片机上料的注意事项。
二、SMT贴片机工作流程1、SMT备料员把将要生产的产品套料从SMT配套领出来,对照GETBOM核对所备物料是否是BOM 中所列的替代料。
2、SMT 操作员参照SMT 栈位表,在所领料盘上标识物料对应的贴片机和feeder位置,用XXXX四位代码表示指定贴片机和feeder位置。
第一位代码可为A、B、C、D,对应三条JUKI贴片线,A、B、C分别代表J1、J3贴片线的第一、第二、第三台贴片机,A、B分别代表J2贴片线的第一、第二台贴片机,对应CASIO 贴片机,A、B、C D分别代表贴片机的STAG日、STAGE、STAGE3 STAGE四个feeder支撑台。
第二位代码为F、R,F代表安装在前面的feeder支撑台上,R 代表安装在后面的feeder 支撑台上。
第三位、第四位为阿拉伯数字,代表要安装的feeder 位置编号。
3、确认元件的极性,若与栈位表上标示的不一致,需反馈班长或技术员。
4、把标识好所用贴片机和feeder 位置的料盘装在feeder 上,用标签纸写上指定贴片机和feeder位置的四位代码、物料的P/N,贴在feeder后面的固定位置以方便查料。
5、把已装好料的feeder 装在feeder 周转车上,把周转车推至机器旁,按照栈位表上的安装位置装在贴片机feeder 支撑台上,贴片机操作员自检后,通知相关人员复检,并通知IPQC查料,检查后要及时填写上料记录表丄QC在完成首件检查后再填写上料记录表。
6、生产中途换料参照上述4.2-4.5 的步骤。
7、不同包装方式元件的转换a. 栈位表通常只设定卷带包装元件的栈位,卷带包装与管装、TDS托盘包装类元件之间转换时会涉及到栈位的变更,需把更改的内容填写在《SMT栈位临时变更记录表》上b. 不同包装方式元件转换时,贴片的角度也可能需要调整,由调机人员完成贴片角度的调整,并在《SMT栈位临时变更记录表》上“角度调整”一档签名记录。
SMT换料流程(170411)
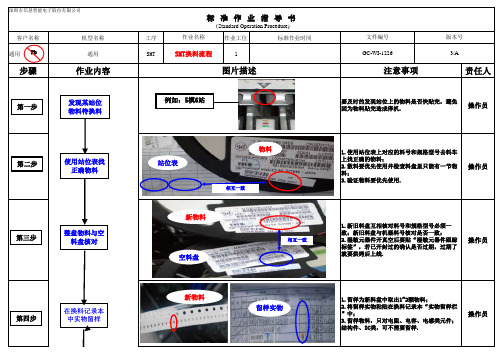
客户名称机型名称工序作业工位标准作业时间通用通用SMT1步骤作业内容责任人操作员操作员操作员操作员1.新旧料盘互相核对料号和规格型号必须一致;新旧料盘与机器料号核对是否一致;2.湿敏元器件开真空后要贴“湿敏元器件跟踪标签”,若已开封过的确认是否过期,过期了就要烘烤后上线.1.留样为新料盘中取出1~2颗物料;2.将留样实物粘贴在换料记录本“实物留样栏”中;3.留样物料,只对电阻、电容、电感类元件;结构件、IC类,可不需要留样.图片描述注意事项要及时的发现站位上的物料是否快贴完,避免因为物料贴完造成停机.1.使用站位表上对应的料号和规格型号去料车上找正确的物料;2.散料要优先使用并检查料盘里只能有一节物料;3.验证物料要优先使用.深圳市信恳智能电子股份有限公司标 准 作 业 指 导 书(Standard Operation Procedure)作业名称文件编号版本号SMT换料流程GC-WI-12263/A第一步发现某站位物料待换料例如:5模6站相互一致物料使用站位表找正确物料第二步在换料记录本中实物留样第四步站位表相互一致整盘物料与空料盘核对第三步新物料空料盘新物料留样实物Pb操作员操作员操作员操作员1.将已接好的新料盘物料,先扫描换料站位后再扫描料盘条码或二维码;(详细按PDA使用规范操作)2、采集核对OK的“PASS”采集核对NG报警声并PDA振动提示。
3、采集NG,必须立即找站位表或反馈基层管理确认直到得准确答复才可进行下一步.1.新旧料盘互相核对料号和规格型号必须一致;2、新旧料盘与机器料号核对是否一致.1.填写换料记录以新物料上标签为准,拿新料盘抄写;必须换一盘物料立即填写一条换料记录。
2.填写字体要工整填写内容:站位、料号、规格、数量、物料周期或批次和LOT号、方向等;3.散料必须记录准确的数量和将条码粘贴到换料记录本料号栏。
4.生产部安排专人对操作员换料进行复核并签名确认。
1、针对极性物料必须核对接口前后方向是否一致,不一致立即通知设备人员调整方向;2、特别注意不同厂商物料确认物料方向是否一致,核对物料的颜色和大小是否一致;3、接口要剪平再对齐接料口,从第一颗物料前的编带圆孔中间位置剪开.新物料空料盘换料记录表相互一致第六步填写物料更换记录表新物料使用PDA 防错料扫码系统第八步选项界面扫描界面扫描出错界面相互一致整盘物料与空料盘核对第七步有极性物料需要核对方向再进行接料第五步前接料口后操作员IPQCIPQC/制/修日期版次页数修订页次2017/4/113/A32,3张伟选//文件制/修订记录修订摘要修改换料步骤,增加夹夹子和电感留样拟 制审 核批 准夹夹子时要夹到所接的物料飞达上,注意不允许夹错飞达导致对料时找不到所接的物料1.IPQC使用PDA进行扫描对比,PASS在进行第2点;反之停止核对查原因或反馈确认处理。
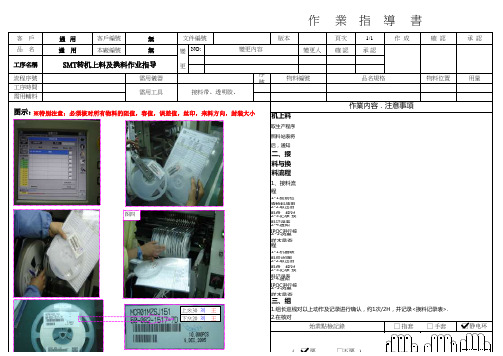
SMT转机上料及换料作业指导
通 用客戶編號無版本
頁次1/1作 成
確 認
承 認
通 用
本廠編號
無
NO:變更人
確 認
承 認
需用儀器序號
物料位置用量
一、转
机上料 1.工程师选
取生产程序 2.操作员依照料站表将 3.核对OK 后,通知
二、接料与换料流程
1、接料流程
1-1.提前检查物料使用2-2.取出旧
料盘,核对2-3.记录"换料记录表2-4.通知IPQC进行核2-5.测量样本是否2、换料流程
1-1.机器缺料后(如图2-2.取出旧
料盘,核对2-3.记录"换料记录表2-4.通知IPQC进行核2-5.测量
样本是否
三、组
2.在核对
□ 静电环
作 業 指 導 書
接料带、透明胶、
图示:( □ 要 □不要 )
作業內容.注意事項
1.组长巡线对以上动作及记录进行确认,约1次/2H,并记录<换料记录表>.始業點檢記錄□ 指套 □ 手套需用輔料
工序名稱SMT 转机上料及换料作业指导
流程序號客 戶文件編號品 名變更內容
需用工具
工序時間物料編號品名規格變 更
图四
上:8:30 刘
王下:9:20 刘王
※特别注意:必须核对所有物料的阻值,容值,误差值,丝印,来料方向,封装大小
( □要□不要 )。
【推荐下载】smt作业指导书模板-优秀word范文 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书模板篇一:《SMT贴片作业指导书》SMT贴片作业指导书一、工位操作内容1. 先开气,再开机,检查设备里面有无杂物,做好清洁,确保无误后开机-?设备归零-?选择生产程序2. 程序名称为:在菜单1/1/D4 SWITCH PCB NAME选择所要生产的程序3. 每天交接班时确认机台程序名称与版本一次,核对上料位臵一次,基板编号与材料规格以BOM(元件清单)站台表为准,并做好记录,对所做工作负责4. 贴片机操作遵循操作说明书5. 换料时以站台表为准,上料后要由另一人核对后方可开机生产,上料后做好记录6. 每30分钟查看一次用料情况,对快用完的料提前准备7. 贴片时按印刷之先后顺序,采用先印先贴的原则8. 换料后贴出的第一块PCB要检查所换料元件,是否有反向,有则改程序贴装角度9. 时刻观察贴片位臵,连续发现同一位臵有偏移的,重新调整取料位臵和贴装位臵二、注意事项:1. 交班时第一步就是核对站台位,检查上料情况2. 每1小进确认一次抛料率,对某一站位经常性抛料后要查找原因,及时调整,并做好记录,找工艺解决3. 所有真空包装零件皆为潮湿敏感零件,注意零件保存;上料时并确认IC标签有无过期,上料时要注意方向,IC管料要检查方向,二极管,三极管注意跟前批是否一致,做好换料记录4. 定位板子时要注意调整宽度及定位针高度,避免损坏设备、PCB发现任何异常马上通知工艺或主管。
内部文件·严禁影印伟光电子一、操作步骤:1.启动? 开启供电电源开关;? 开启机器总电源开关,按下绿色按钮;? 开启控制板上运输带电子调速器开关,由“STOP”至“RUN”,并检查调速器上刻度的位臵及数字显示(温控开关打开后显示)是否同关机前一致;? 开启冷却风扇与热风开关,由“OFF”至“ON”或“强”至“弱”(对于小面薄的PCB板采用OFF或弱);? 开启温区温控器,由“OFF”至“ON”,按温控表下方SET键使数据闪动,用〈选择更改位数,最亮一位,▲或▼更改(每按一次增减1)数据,之后按SET 键固定; ? 正常开机20~30分钟后,观察温度控制器上实际温度与设定温度比较稳定,则进行下一步,若不稳定则重新设臵温度比例积分(按住温控表下方的“set”键10秒左右,数据菜单更改会闪动时放开手指,接着再按一下,提出ATU菜单将0000改0001,再按住SET键至不闪动为止),5~10分钟后重新观察温控器并进行下一步; ? 将温度热电偶传感器贴附在与工作PCB相同或相似尺寸的废板上,以观察回流; ? 按上一步比较结果,若标准曲线基本相同或与自调曲线相类似,则可以开始生产,否则按温度曲线,在相应温差大的温度控制器重新进行尝试性5度左右递增减补偿设定温度,或整机综合调整,以达到可以生产的温度曲线;? 在刚放入PCB生产5~10分钟左右时,若温度控制器实际温度与设定温度不稳定,则重做第7步调整或再做第7、8、9三步调整,(开始放入PCB板或突然改变放入回流焊的PCB数量时,实际温度与设定温度有一定温差,过一段时间的匀速放入PCB后,这个温差将减少到正常温差范围内)。
SMT换料作业指导书
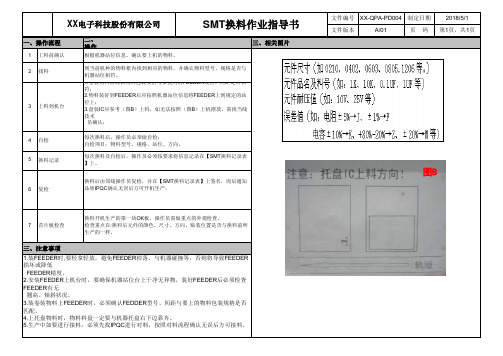
二、操作1234567上料前确认根据机器站位信息,确认要上机的物料。
2018/5/1文件版本A/01页 码第1页,共1页文件编号XX-QPA-PD004制定日期XX 电子科技股份有限公司一、操作流程三、相关图片三、注意事项SMT 换料作业指导书1.装FEEDER 时,要轻拿轻放,避免FEEDER 掉落、与机器碰撞等,否则将导致FEEDER 损坏或降低FEEDER 精度。
2.安装FEEDER 上机台时,要确保机器站位台上干净无异物,装好FEEDER 后必须检查FEEDER 有无翘高、倾斜状况。
3.装卷装物料上FEEDER 时,必须确认FEDDER 型号、间距与要上的物料包装规格是否匹配。
4.上托盘物料时,物料料盘一定要与机器托盘右下边靠齐。
5.生产中如要进行接料,必须先找IPQC 进行对料,按照对料流程确认无误后方可接料。
复检换料后由邻线操作员复检,并在【SMT 换料记录表】上签名,而后通知品质IPQC 确认无误后方可开机生产;首片板检查换料开机生产的第一块OK 板,操作员需做重点的外观检查。
检查重点在:换料后元件的颜色、尺寸、方向、贴装位置是否与换料前所生产的一样。
自检每次换料后,操作员必须做自检;自检项目:物料型号、规格、站位、方向。
换料记录每次换料及自检后,操作员必须按要求将信息记录在【SMT 换料记录表】上。
找料到当前机种的物料框内找到相应的物料,并确认物料型号、规格是否与机器站位相符。
上料到机台 1.卷装物料需确认物料包装规格与要使用的FEEDER 规格、间距是否相符;2.物料装好到FEEDER 后应按照机器站位信息将FEEDER 上到规定的站位上;3.盘装IC 应参考(图B )上料,如无法按照(图B )上机摆放,需找当线技术员确认;图B。
SMT操作员接料换料作业规范
1.目的:规范SMT换线、换料、接料标准,为每日更换机种、换装物料提供指导,防止批量性问题出现。
2.范围:SMT。
3.每日巡线与换线标准程序:领班(或班长)根据生产计划换线两小时前确认材料有无短缺,料架有无备完,锡膏印刷机所须更换之机种的钢板和支撑治具是否齐备;REFLOW 治具是否齐备;MPI领取;列出正确料站表供产线备料检查,并了解有无ECN,FN或ECR须做修改.技术员在产线清尾完成时把高速机泛用机,印刷机,回流炉程序调出或传入;并检查各程序名或版本号是否与站位表相符?生产组长或助拉领导产线人员先将上一套工单材料(连同料架)退回物料,再按站位表上下一套工单料.机台上料完成后并由作业人员与IPQC完成对料作业,当线技术员按照MPI规定安装高速机顶PIN治具,并确认REFLOW PROFILE .当线技术员需核对所有站位料FEEDER PITCH程序设置、FEEDER硬件设置是否与实物匹配?防止设置出错导致批量抛料。
重点注意有极性AB类物料的散料重新上FEEDER或托盘,防止装反向,生产前托盘料极性点统一朝轨道方向,卷装物料以原始包装方向为准。
中途装料或放散料请严格依据此上料原则装料,上完料并立即通知IPQC核对,防止物料反向。
将MPI置放于各机台上,并依附件(SMT每日巡检与换线点检表)内项目依序检查及点检.开始生产SIDE1生产三片,第一片交由QC首件,第二片调整AOI程序,第三片生产SIDE2完成并交由QC首件. 换线后的第一片经过QC首件后无异常的成品板当作炉前样品板。
工程、品质、生产确认首件OK后,方可开始生产。
4.换、接料程序4.1.1每次转线生产各机器依照料站表备料并通知IPQC核对套料;并将所有B.C类物料粘贴在换料表上量测并记录。
4.1.2机器缺料发生报警时,操作员参照机器显示确定缺料站位及物料编号,规格及厂商通知IPQC核对物料;4.1.3 换料流程(O代表操作员,I代表IPQC)4.1.4 套料IPQC依照各机器料站表进行核对,由操作员/技术员/IPQC 在料站表上签名,实物将在首件过程确认;4.1.5 当程序变更及版本更新时必须将旧料站表回收,再更新料站表审核后发放使用;4.1.6 为预防错料发生,核对套料频率为:每次转线时/程序发生变更/交接班/正常生产每六小时;原则上:首件,中件,末件需要全查料。
SMT通用作业指导书
SMT通用作业指导书1000字SMT通用作业指导书1. 操作前准备在进行SMT作业之前,需要进行以下准备工作:1.1 确认所需物料准确无误,数量足够,检查各种元器件是否存在压坏、弯曲、刮花等损坏现象。
1.2 确保仪器设备正常:SMT设备、电炉、SMT回流焊炉等。
1.3 工作场地要求清洁整洁,保证操作环境符合卫生要求。
1.4 工作人员应佩戴防静电服、手套、鞋套等防静电装备,防止静电危害。
1.5 了解所操作的设备的工作原理和操作流程,保证操作的准确性和安全性。
2. 元器件贴装2.1 将元器件导入自动化贴片机的元器件库中,参照元器件规格进行元器件类型设置,设置合适的放料动作、取料位置等。
2.2 进行各种检查,确保元器件是否正确放置,方向是否正确等。
同时注意对防静电元器件的处理,通过在放元器件前对空气中的静电进行处理等方式,2.3 进行贴片工作,先贴小型元件,再贴大型元件,最后底面贴贴片元件。
进行贴片工作时要密切关注贴片机的运行状态,及时发现异常情况;对抛料、错料等问题进行补救处理。
2.4 完成贴片操作之后,进行元器件视觉检查和尺寸检查,确保元器件按照指定的规格进行装配,规格数量是否正确。
2.5 将已经装好的PCB板进行底面的自动焊接工作。
3.自动焊接3.1 严格操作规程,清洁焊接部件,统一维修检查标准等。
3.2 进行自动焊接工作之前,需要将各种焊接参数设置为相应的要求、校正依据规定调整各个传感器的灵敏度等。
同时要保证使用的焊料符合标准,不会对焊接操作产生影响。
3.3 在进行自动焊接工作时,注意各种禁运操作,例如对于违禁的焊接工艺或设备应该禁止或及时给出整改的措施。
3.4 在自动焊接工作的同时,应该密切关注自动焊接机的运行状态,及时发现电子元器件出现异常的情况,做好相关的处理并及时修补。
4. 组件的质量控制4.1 对已完成的组件要进行检测,检测其尺寸、电子电路基本特性是否满足要求,以及可靠性是否存在问题等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT换料作业指导书
一、转换新机种时:
1.依程序员提供临时使用之该新机种<<站位表>>,操机员将物料员领取此
新机种待上机台的ROHS工单物料正确装入相对应之机台上,再从第一站至最后一站逐一核对,站别,料号,规格,实物须与<<站位表>>一致.同时
须注意使用各料架是否与物料包装方式相符,即纸带与胶带之区别,并且检查料架卡钩是否卡到位.
2.操作员或物料员重确认,方法如上;再通知IPQC依据<<站位表>>,确认OK
后,由拉长通知工程开始转机.
3.每机种上下线余下或损耗之散料,必须按照散料处理流程程序作业.
二、生产中换料时:
1.当机器贴片无料时,会显示相应的站别,开机员针对机器显示相对应的站
别拿出正确Feeder换料.
2.每换料时,操作员必须按以下三步骤完成:
a.四对:1.所需换料站别核对:取下机台上显示缺料的站位置FEEDER
2.依《站位表》显示料号规格到料架台车取相对应之物料,进行核对
3.核对料盘里的实物规格与标示是否相同
4.与刚取下之空料盘规格再进行核对.
b:将所换之物料按上料记录表格式认真填写并叫拉长查料并在上料表上签字。
c:完成以上两项后,立即叫IPQC核对.确认无误后,才可开机生产.
三、注意事项:
1.所上之物料是否与该机台所生产机种料表相符合.
全部为ROHS物料.
2.有极性之物料,需了解其实物的极性,确认换料后产出第一台该物料是否极
性正确。
如果有屏蔽盖的,需要取掉后检查物料方向。
在手装散料时,需IPQC确认OK方可作业,且做100%自检及相应之Marks,知会炉前炉后检查人员做100%点检
3.上完料要确认部品架是否扣紧,以防因料盖掉下和料架不到位,而造成撞断
吸嘴的现象.
4.若生产途中有发现错料,必须及时反映给组长、主管集中处理,绝不可私自更改.。