数控车床技术要求
数控车床技术规格书

3.2.7
程序浏览/后台编辑。
3.2.8
直接图纸尺寸编程。
3.2.9
工件坐标系设定。
3.2.10
具有螺纹切削功能。
3.2.11
具有每转进给、每分钟进给和快速移动功能。
3.2.12
子程序调用功能。
3.2.13
自定义宏程序功能。
3.2.14
数控系统具有自我诊断功能。
3.2.15
单一固定循环功能。
2.6.4.4
加工工件平面度:0.020mm/Ф300mm。
2.6.4.5
加工工件表面粗糙度Ra1.25μm。
2.7
导轨结构
2.7.1
各轴导轨副及运动部件应具有定时、定量、自动供油润滑装置,保证机床长期稳定工作。
2.8
机床工作区采用全封闭保护罩,工件在罩内加工。保护罩设有观察视窗、滑动门。
3
数控系统
3.1
规格与要求
3.1.1
采用FANUC 0ITD数控系统或不低于该系统功能的其它世界著名品牌。
3.1.2
选用8.4寸以上彩色液晶显示器。
3.1.3
联动控制轴数为X、Z二轴联动。
3.1.4
具有恒线速切削功能。
3.1.5
最小分辨率:0.001mm
3.1.6
操作界面中文显示和英文显示,且可以相互转换。
3.1.7
4.6
提供主轴、滚珠丝杠、轴承和线性导轨的生产厂家、型号、精度等级等参数的产品合格文件
4.7
提供机床精度表、出厂合格证书、装相单等文件
4.8
提供机床功率扭矩图、电源总功率、压缩空气量和机床润滑方式
5
技术服务要求
5.1
数控车床技术参数
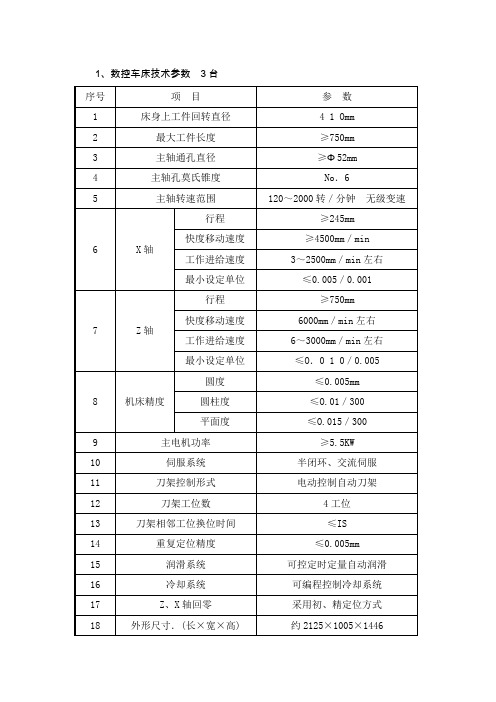
12
刀架工位数
4工位
13
刀架相邻工位换位时间
≤IS
14
重复定位精度
≤0.005mm
15
润滑系统
可控定时定量自动润滑
16
冷却系统
可编程控制冷却系统
17
Z、X轴回零
采用初、精定位方式
18
外形尺寸.(长×宽×高)
约2125×1005×1446
l9
控制系统配置
FANUC—Oi中文界面
注:要求配置相匹配的机床减震垫铁。
22
配置相匹配防震垫铁及活顶针、卡盘等附件
3、二氧化碳气体保护焊机主要技术参数:NBC--250A型1台
序号
项目
参数
1
输入电源
三相380V±10%50HZ
2
额定输入电流
14A
3
额定输入容量
9.2KVA
4
最大工作电压
27V
5
额定焊接电流
60-250A
6
额定负载持续率
60%
7
适用焊丝直径
0.8/1.0
8
No.6
11
进纹范围
l一192mm
13
英制螺纹范围
2—24tpi
l4
模数螺纹范围
O.25~48
15
径节螺纹范围
1—96DP
16
横刀架行程
320rnm
17
小刀架移动行程
140mm
18
床尾主轴最大行程
150mm
19
床尾主轴直径
Φ75mm
20
床尾主轴孔锥度
No.5
21
主电机
7.5KW
自动数控仪表车床的技术要求及参数统计表(初稿)

关于加工气门座圈全自动数控车床的技术要求备注:1、因为非标设备,型号和回转直径没有统一限制,根据公司座圈实际情况由机床厂家推荐实用的机床型号。
2、进行气门座圈试切,按照工艺要求连续加工30件座圈的半精加工和精加工全部工序,满足公司产品精度要求后机床验收合格。
下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
那被人类歌颂的血缘、亲情,在所有的利益面前瞬间分崩离析。
2024年数控车床工安全技术操作规程

2024年数控车床工安全技术操作规程
1. 熟悉数控车床的各项安全规定和操作手册,严格按照要求进行操作。
2. 在操作数控车床前,必须戴上适当的个人防护装备,包括安全眼镜、耳塞(或耳罩)、手套等。
3. 在操作前,要先检查数控车床的各项设备是否正常、可靠。
如有异常发现,应立即报告维修人员或主管。
4. 使用数控车床时,必须经过培训并熟悉相关安全操作规程,尤其要注意刀具更换、夹爪位置调整等操作。
5. 在操作数控车床时,要特别注意工件装夹的稳固性,保持工件和夹具之间的合理间隙,以防止工件和夹具的不正常移动或脱落。
6. 操作过程中要保持集中注意力,严禁随意离开或转移注意力,以免发生意外伤害。
7. 不得超负荷使用数控车床,应按照设备规格和要求进行操作,以保护设备性能和使用寿命。
8. 在操作过程中,禁止用手直接接触旋转部件,应使用合适的工具进行操作,以避免意外伤害。
9. 当发生异常情况或有明显的异响、震动时,应立即停止操作,并及时报告相关人员进行检修和维护。
10. 在操作结束后,要及时清理和整理工作区域,保持设备和周围环境的整洁。
以上仅为一些建议的数控车床工安全操作规程,具体的操作规程应根据实际情况和相关法规进行制定和执行。
为了确保操作的安全性和有效性,建议在实际操作前与相关专业人员咨询并制定适合的操作规程。
数控车床操作规程

数控车床操作规程
《数控车床操作规程》
一、操作人员必须经过专门的培训,了解数控车床的基本原理和操作规程。
二、在操作数控车床之前,必须仔细检查机床和工件,并确保设备和工件无损坏。
三、操作人员必须穿着符合安全标准的工作服和防护装备,如护目镜、手套等。
四、在操作数控车床时,严禁穿戴松散的衣物和首饰,以免被卷入机床。
五、在设定加工程序之前,必须仔细检查数控程序和工件图纸,确保没有错误。
六、操作人员必须按照正确的程序设定加工参数,如转速、进给速度等。
七、在操作数控车床时,严禁将手指或其他物品伸入旋转的刀具附近,以免被卷入或受伤。
八、在加工过程中,操作人员必须随时关注机床的运行情况,及时发现并解决问题。
九、加工结束后,必须及时清理工作台和加工区域,确保工作环境整洁。
十、操作人员离开数控车床时,必须关掉电源并锁紧各个操作部件,以确保安全。
十一、在操作数控车床过程中,必须严格遵守相关安全规定,严禁违反操作规程和安全作业规定。
以上就是《数控车床操作规程》,希望所有操作人员严格遵守,确保安全生产。
数控铣床及数控车床技术参数

气缸直径
ф30-50mm
3
机械手摆动角度
0-190 °
4
机械手摆动速度
0.2-0.7 s / 90°
5
使用气压
0.1-0.6Mpa
6
手指最大外径夹持力
≧118N
7
手指最大内径夹持力
≧130N
8
手指行程
≧4mm(单边)
9
快移速度
≧50米/分
10
★定位精度最低要求
±0.05mm
11
料仓
循环垛码料盘
12
1-2,机床主要技术参数要求
★床身最大回转直径
mm
≧ф270
托板上最大回转直径
mm
Ф150-250
★最大加工长度
mm
≧320
主轴转速范围
r/mm
50-3000
主轴换挡方式
变频
主电机功率
Kw
≧4
★卡盘形式
液压卡盘
卡盘直径
mm/
≧160(6寸)
主轴通孔直径
mm
Ф30-60
X轴快移速度
m/min
5-11
Z轴快移速度
五、其他要求:
5-1安装、调试要求:主机及附件的免费安装调试并负担所需耗材,直至达到验收指标,提供合格证明书、说明书及质保书等。
5-2培训要求:免费现场培训和售后培训,培训时间不少于2个工作日。
5-3售后服务:自验收之日起,整机提供三包服务一年,终身服务。
m/min
5-15
X轴行程
mm
≧200
Z轴行程
mm
≧200
刀架形式
四工位电动刀塔
刀架转位重复定位精度
数控车床国家生产标准

数控车床国家生产标准
数控车床是一种高精度、高效率的机床,广泛应用于航空航天、军工、汽车、模具等领域。
为了规范数控车床的生产和使用,提高产品质量,保障生产安全,制定了数控车床国家生产标准。
首先,数控车床国家生产标准明确了数控车床的基本要求。
包括数控系统、主轴、进给系统、夹具、刀具等方面的要求,确保数控车床的核心部件具有稳定的性能和可靠的质量。
其次,数控车床国家生产标准规定了数控车床的技术参数。
包括工作台尺寸、主轴转速、进给速度、定位精度、重复定位精度等参数,这些参数的规定旨在保证数控车床的加工精度和加工效率。
另外,数控车床国家生产标准对数控车床的安全防护也有详细规定。
包括防护罩、安全开关、急停按钮等安全设施的设置要求,确保操作人员在使用数控车床时能够得到有效的保护,减少事故的发生。
此外,数控车床国家生产标准还对数控车床的质量检验和验收进行了规范。
明确了数控车床出厂前的各项检测项目和标准,以及用户在购买和验收数控车床时应该注意的事项,保证用户能够购买到符合要求的数控车床。
总的来说,数控车床国家生产标准的制定对于我国数控车床行业的发展具有重要意义。
它不仅规范了数控车床的生产和使用,提高了产品质量和生产安全,也为数控车床行业的健康发展提供了有力支持。
希望全行业各相关企业和单位严格按照国家标准进行生产和使用,共同推动数控车床行业的进步和发展。
数控立式车床技术要求

1.机床名称、数量及交货期2.机床适合于下列用途2.1本机床为二轴联动的多功能精密数控立式车床。
能高效的粗、精加工的各种铸、锻、焊高强度黑色金属、有色金属件。
可以加工工件的内外圆柱、内外锥面、内外球面、沟槽、平面、螺纹、旋转曲面体、鼓形凸轮、平面凸轮等。
其中轴承座、轴套、过渡环、人孔法兰、球面瓦为典型加工零件。
2.2车削功能:采用高速钢和硬质合金刀具对黑色金属、有色金属的粗精车削加工内外圆柱面、内外圆锥面、球面、回转曲面、平面、公英制螺纹、圆柱面螺旋油槽等进行加工。
2.3机床适合以下材质和硬度的零件的加工:材质:25Cr1Mo、42CrMo等热处理状况:调质处理:HB225-342渗碳淬火处理:HRC50-60典型零件:轴承座、球面瓦、轴套为典型加工零件3.机床适用于下述工作环境4.总体要求机床为双立柱单刀架立式数控车床。
机床结构先进可靠、技术成熟,具有良好的外观,完善、可靠的安全防护装置。
选材合理、制造精良、性能优异、精度保持期长,适用于长期、连续、大负荷加工和精加工;机床具有良好的静、动、热刚度,操作界面简洁、流畅、美观,运行稳定可靠,维修方便。
机床设计制造符合国家的有关安全和环保标准。
5.机床的结构性能及技术要求5.1结构及性能要求5.1.1机床为动梁双柱单刀架结构,主要由工作台底座、工作台、主变速箱、龙门架、横梁、滑座、刀架、机床液压、冷却站、独立走台、数控系统等主要部分组成。
左右立柱下端与工作台底座各自相对独立,上端由顶梁和连接梁将两立柱紧紧连接,形成一个牢固的框架结构。
工作台回转采用直流电机经油压自动变档,两级变速减速箱驱动工作台回转。
工作台中心装有圆光栅。
工作台表面按标准设计T型槽,共8套机械增力卡爪,其中4套为增高卡爪。
5.1.2横梁由横梁体、卸荷梁、传动机构、夹紧机构及液压装置等组成。
5.1.2.1横梁为铸铁封闭式结构,并经过良好的时效以消除内应力,使其有很高的静、动、热刚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床技术要求
一、CKD6180D×1000
1、机床参数:
床身上最大工件回转直径………………………………φ800mm
滑板上最大工件回转直径………………………………φ510mm
加工工件有效长度………………………………………1000mm
机床导轨宽度……………………………………………600mm
两顶尖间最大工件重量…………………………………3T
2、主轴参数
主轴中心高………………………………………………400mm
主轴转速范围……6-800r/min (低速:6-200r/min、高速:25-800r/min)
主轴转速级数……………………………………………无级调速
主轴孔径…………………………………………………φ100mm
主轴孔前端锥度…………………………………………公制120
主轴头形式………………………………………………C型#11
交流变频电机……………………………MDSP-200 18.5kW
变频器………………………………………日本安川18.5kW
主轴前轴承 NN3032K R E44P4双列圆柱滚子轴承(日本NSK)
160TAC20X+LP4双向推力角接触球轴承(日本NSK)
主轴后轴承 NN3026K R E44P4 双列圆柱滚子轴承(日本NSK)
3、进给:
X轴快速移动速度…………………………………4000mm/min
Z轴快速移动速度…………………………………6000mm/min
X轴行程……………………………………………449mm
Z轴行程……………………………………………1000mm
X轴进给电机………………………………………11N.m
Z轴进给电机………………………………………16N.m
刀架进给最小设定单位…………………………X轴0.001mm Z轴0.001
X轴丝杠轴承…………………………760205TN1/P4TBTA(哈尔滨)
Z轴丝杠轴承…………………………760208TN1/P4TBTB(哈尔滨)
760208TN1/P4DTB (哈尔滨)
4、刀架
刀架……………………………………………立式四工位电动刀架(烟台环球)刀具截面……………………………………………… 32mm×32mm
刀架重复定位精度…………………………………… 0.01mm
5、尾台
顶尖套筒直径……………………………………………φ120mm
顶尖套筒最大行程…………………………………………200mm
顶尖套筒锥孔锥度…………………………………………莫氏6#
6、冷却及润滑
冷却泵型号……………………………………………JCB-45
冷却泵功率……………………………………………0.15KW
润滑形式………………………………………………间歇自动润滑
润滑站型号……………………………………………RYZ-2
润滑站容积……………………………………………1.5L
润滑站压力……………………………………………2.5MPa
防护形式………………………………………………双拉门半封闭防护7、精度要求
主轴径向跳动……………………………………………≤0.010mm
主轴端面跳动……………………………………………≤0.010mm
X轴定位精度……………………………………………≤0.016mm
Z轴定位精度……………………………………………≤0.032mm
X轴重复定位精度………………………………………≤0.007mm
Z轴重复定位精度………………………………………≤0.013mm
表面粗糙度………………………………………………Ra1.6
圆度………………………………………………………≤0.005mm
圆柱度…………………………………………………≤0.025/300mm
平面度…………………………………………………≤0.020/φ300mm 尺寸精度…………………………………………………IT6- IT7
9
10、随机易损件:
11、其它
(1)机床使用说明书(机械、电气) 4套
(2)设备必须为采用新材料制作的新设备,不得选用任何淘汰的或已公布要淘汰的零部件(包括电机和电器元件)
(3)付款方式:30%预付,40%提货,20%验收合格,10%质保一年,(最大限度可30%预付,60%提货,10%质保一年)
(4)含17%增值税、含运费、包装等
二、CKD6163×2000
1)、一般规格:
•••••••主轴中心至床身平面导轨的距离 320mm •••••••最大工件长度(两顶尖最大顶尖距) 2000mm •••••••床身上最大工件回转直径Φ630mm
滑板上最大工件回转直径Φ390mm
•床身宽度 410mm 2)、床头箱:
•••••••主轴孔径Φ120mm •••••••主轴孔前端锥度 1:20 •••••••主轴顶尖套孔锥度莫氏锥度5号主轴头型式及规格 D11
•••••••主轴转速的种数 18种
•••••••主轴转速范围 12-1000r/min 3)、走刀系统:
纵向最小移动距离: 0.005 mm
横向最小移动距离: 0.005 mm
纵向最高进给速度: 8 m/min
横向最高进给速度: 4 m/min 4)、刀架系统
主轴中心至刀具安装平面的距离: 32 mm
刀具的截面尺寸: 28×32 mm
下滑板的最大横向行程: 280 mm 5)、刀架:
刀架形式 4工位电动刀架(烟台环球)6)、床尾
床尾主轴直径:Φ100 mm
床尾主轴锥度:莫氏5#
床尾主轴最大行程: 250 mm 7)、动力部分
主电机功率: 7.5 kW 8)、冷却油泵
油泵型号: JCB-22
油泵流量: 22 L/min
油泵功率: 125 W 9
11)机床工作精度
1)精车外圆的精度:圆度 0.005mm
圆柱度在300测量长度上为0.03mm
Ra≤1.6μm
2)精车端面的平面度: 300直径上为:0.025mm
机床几何精度
1)重复定位精度
Z轴 0.030mm
X轴 0.009mm
2)定位精度
Z轴 0.045mm
X轴 0.032mm
12)其它
(1)机床使用说明书(机械、电气) 4套
(2)设备必须为采用新材料制作的新设备,不得选用任何淘汰的或已公布要淘汰的零部件(包括电机和电器元件)
(3)付款方式:30%预付,40%提货,20%验收合格,10%质保一年,(最大限度可30%预付,60%提货,10%质保一年)
(4)含17%增值税、含运费、包装等。