纠正与预防措施报告单14-12.4
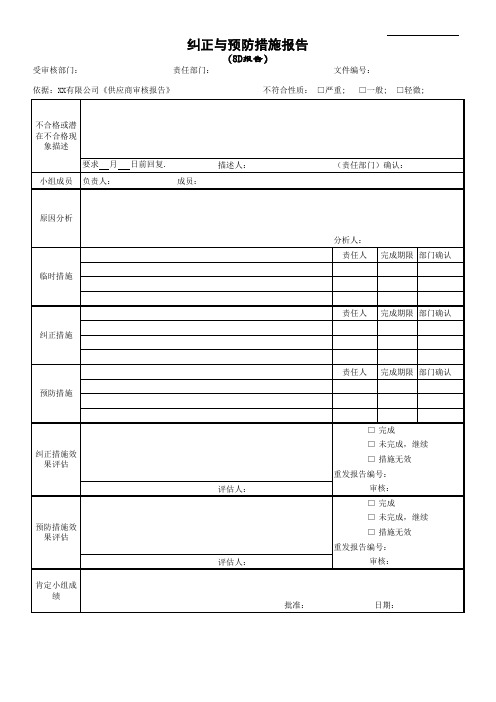
纠正与预防措施报告
纠正与预防措施报告
(8D报告)
责任部门:
文件编号:
依据:XX有限公司《供应商审核报告》
不符合性质: □严重; □一般; □轻微;
小组成员 负责人:
成员:
描述人:
(责任部门)确认:
原因分析 临时措施
分析人: 责任人
完成期限 部门确认
纠正措施
责任人 完成期限 部门确认
预防措施
责任人 完成期限 部门确认
纠正措施效 果评估
预防措施效 果评估
肯定小组成 绩
评估人: 评估人:
□ 完成 □ 未完成,继续 □ 措施无效 重发报告编号: 审核: □ 完成 □ 未完成,继续 □ 措施无效 重发报告编号: 审核:
批准:
日期:
纠正预防措施报告

验证评审结果
经对客户回访,从售后服务反馈看,也没有发生类似问题。纠正措施实施有效。
验证部门/人:XXXX日期:2018-4-4
XXXX有限公司
纠正/预防措施报告
提出部门
品控部
制定
■纠正措施 □预防措施
存在(潜在)不合格事实描述:
经检查,近阶段生产现场部分操作人员有不遵守工艺纪律,违章操作等行为,导致频繁停机,严重影响公司生产进度和产品质量。
填表人:XXXX日期:2018.1.12
原因分析:
主要是操作人员工作不负责任,未按相关规定执行。
责任部门负责人: 日期:
纠正/预防措施
责任部门负责人:日期:
审批意见:
管理者代表:日 期:实施情:责任部门负责人:日期:
验证评审结果
验证部门/人日期:
XXXX有限公司
纠正/预防措施报告
编号:YWN/QR10.2-02-CNo.2018-02
提出部门
销售部
制定
■纠正措施 □预防措施
存在(潜在)不合格事实描述:
现场服务人员反馈,设备表面的漆面有脱落现象,脱落的漆面在现场服务时已经补做了漆面,建议生产部门彻底改善这一状况。
填表人:XXXX日期:2018-1-28
原因分析:
经现场对产品进行查看,认为主要是由于镍磷镀表面光滑,漆面附着力不够,这样既增加成本又导致漆面脱落。
责任部门负责人:XXXX日期:2018-1-30
纠正/预防措施
由销售部与顾客沟通,以后表面取消镍磷镀(顾客要求),直接喷漆,这样可增加漆面附着力且质量会好很多。
责任部门负责人:XXXX日期:2018-1-31
审批意见:
纠正措施预防措施报告单

纠正措施 / 预防措施报告单No.
不符合事实描述不合格信息来源:□产品不合格;□过程不合格/ 内审 / 第二方 /第三方审核;□工作检查报告(自查、互查、督查等);□其它:如员工递交问题等附文档号(如附件已详细描述,不符合事实描述和原因分析可略,不必重复描述)
应急
(对不合格品的隔离、处置)对策
根本
原因
分析
序措施内容验证依据责任人计划完成
跟踪验证日期
纠正措施
预防措施1 2 3 1 2 3
文件标准化序文件编号文件名更新前版本号
计划完成更新后
责任人
版本号
日期
1
2
3
措施提出 :审核:批准:结案人签字:
批准日期:月日结案日期:月日
管理部门:质量管理中心保存期限: 3 年。
纠正与预防措施报告

质 部 指
紧 急 处
料在&库成品品()材: 料厂&商成处品的)原:
示 理 材料:
↓
PE:
↑
③ 1) 质量工程 P 师分析:
提出:
QE:
品质 部主
审核
分析人
初E
步 分
/ Q 2) 工程工程
析 E 师分析:
↓分
析
(发生原因/
④ 流出原因)原
工程部认定 责任部门
审核
分析人
原
因
调
查
纠正措 ⑤ 施:(针对发 由纠
纠正与预防措施报告
提出部门:_________________
___
编
__
生产线别 ↑
由 发 现 单
产品名称
① 投产数&送检
异
数
常 订单数量:位 发 异常 Nhomakorabea象:填生
订单号 产品规格型
号 抽样数
在制品数量:
客户代 码
不良数 已入库数量:
号重:要 度异:常_ 材料
不良率
写
↓
审核:
↑ 品
②
初步分析后, 品在质制经品理(对 材
// 审核
// 提出人
责正
任措
单施
位
填
预防措施(再
写
发防止): ⑥
实施日 期:____
// 审核
// 提出人
预
防
措
施
//
//
实施日
由
⑦ 改善效果追 对 踪确认:
品策
期:____
保效 果
追确
踪认
确认 人:
确认 日
说明:1、"①异常发生"栏由异常发现单位填写,并在“作成”栏签名;IPQC发现的异常,由现场QC主管对异常现象进行确
纠正/预防措施报告
料:
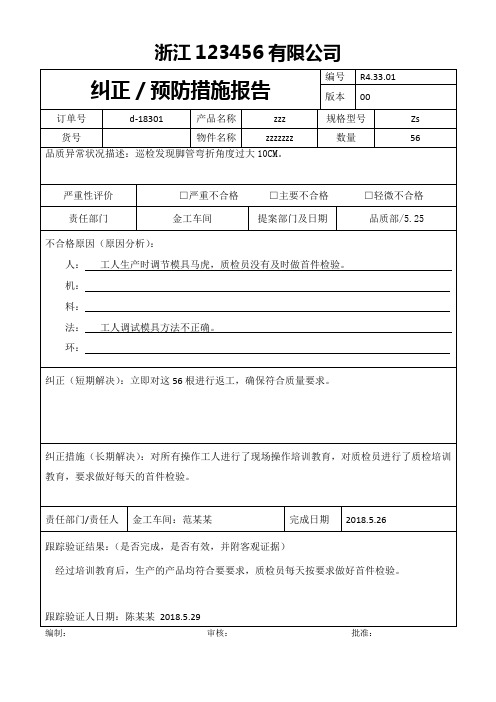
法:工人调试模具方法不正确。
环:
纠正(短期解决):立即对这56根进行返工,确保符合质量要求。
纠正措施(长期解决):对所有操作工人进行了现场操作培训教育,对质检员进行了质检培训教育,要求做好每天的首件检验。
责任部门/责任人
金工车间:范某某
完成日期
2018.5.26
跟踪验证结果:(是否完成,是否有效,并附客观证据)
经过培训教育后,生产的产品均符合要要求,质检员每天按要求做好首件检验。
跟踪验证人日期:陈某某2018.5.29
编制:审核:批准:
纠正/预防措施报告
编号
R4.33.01
版本
00
订单号
d-1号
Zs
货号
物件名称
zzzzzzz
数量
56
品质异常状况描述:巡检发现脚管弯折角度过大10CM。
严重性评价
□严重不合格 □主要不合格 □轻微不合格
责任部门
金工车间
提案部门及日期
品质部/5.25
不合格原因(原因分析):
人:工人生产时调节模具马虎,质检员没有及时做首件检验。
纠正和预防措施报告.doc
纠正和预防措施报告CPM-BJ品味人生1、不管鸟的翅膀多么完美,如果不凭借空气,鸟就永远飞不到高空。
想象力是翅膀,客观实际是空气,只有两方面紧密结合,才能取得显着成绩。
2、想停下来深情地沉湎一番,怎奈行驶的船却没有铁锚;想回过头去重温旧梦,怎奈身后早已没有了归途。
因为时间的钟摆一刻也不曾停顿过,所以生命便赋予我们将在汹涌的大潮之中不停地颠簸。
3、真正痛苦的人,却在笑脸的背后,流着别人无法知道的眼泪,生活中我们笑得比谁都开心,可是当所有的人潮散去的时候,我们比谁都落寂。
4、温暖是飘飘洒洒的春雨;温暖是写在脸上的笑影;温暖是义无反顾的响应;温暖是一丝不苟的配合。
5、幸福,是一种人生的感悟,一种个人的体验。
也许,幸福是你风尘仆仆走进家门时亲切的笑脸;也许,幸福是你卧病床上百无聊赖时温馨的问候;也许,幸福是你屡遭挫折心灰意冷时劝慰的话语;也许,幸福是你历经艰辛获得成功时赞赏的掌声。
关键的是,你要有一副热爱生活的心肠,要有一个积极奋进的目标,要有一种矢志不渝的追求。
这样,你才能感受到幸福。
6、母爱是迷惘时苦口婆心的规劝;母爱是远行时一声殷切的叮咛;母爱是孤苦无助时慈祥的微笑。
7、淡淡素笺,浓浓墨韵,典雅的文字,浸染尘世情怀;悠悠岁月,袅袅茶香,别致的杯盏,盛满诗样芳华;云淡风轻,捧茗品文,灵动的音符,吟唱温馨暖语;春花秋月,红尘阡陌,放飞的思绪,漫过四季如歌。
读一段美文,品一盏香茗,听一曲琴音,拾一抹心情。
8、尘缘飞花,人去楼空,梦里花落为谁痛?顾眸流盼,几许痴缠。
把自己揉入了轮回里,忆起,在曾相逢的梦里;别离,在泪眼迷朦的花落间;心碎,在指尖的苍白中;淡落,在亘古的残梦中。
在夜莺凄凉的叹息里,让片片细腻的柔情,哽咽失语在暗夜的诗句里。
9、用不朽的“人”字支撑起来的美好风景,既有“虽体解吾犹未变兮”的执着吟哦,也有“我辈岂是蓬蒿人”的跌宕胸怀;既有“我以我血荐轩辕”的崇高追求,也有“敢教日月换新天”的豪放气魄。
纠正预防措施报告模板
纠正预防措施报告模板
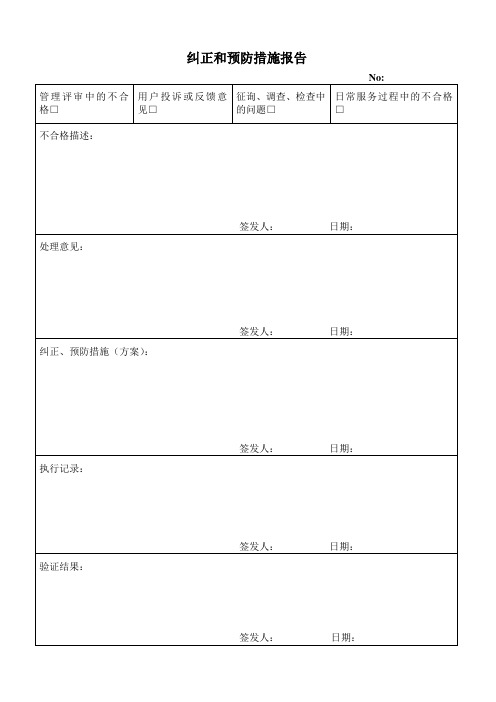
纠正预防措施报告
编号:异常类别□物料□半成品□半成品□巡检异常□其它:型号/BOM/产品名称
规格物料代码生产单号生产数量不良数量不良率不良描述:提出人/日期:确认/日期:
问题的初步分析(QE/PE工程师)
临时处理方式/对策(QE/PE工程师组织相关人员商议后填写,必要时交关联人员会签):
签名/日期:问题发生的原因分析:
分析人/日期:部门经理审核/日期:纠正措施或防范对策(包括责任人、完成期限):
提出人/日期:部门经理审核/日期:纠正措施或防范对策实施结果的跟踪验证:
验证人(QE工程师):日期:关闭意见(品管主管/经理):
署名/日期:。
纠正预防措施报告
纠正/预防措施报告制提出部门品控部■纠正措施□预防措施定存在(潜在)不合格事实描述:经检查,近阶段生产现场部分操作人员有不遵守工艺纪律,违章操作等行为,导致频繁停机,严重影响公司生产进度和产品质量。
填表人: XXXX 日期: 2018.1.12原因分析:主要是操作人员工作不负责任,未按相关规定执行。
责任部门负责人:日期:纠正/预防措施审批意见:管理者代表:责任部门负责人:日期:日期:实施情况:责任部门负责人:日期:验证评审结果验证部门/人日期:纠正/预防措施报告编号: YWN/QR 10.2-02-C No. 2018-02制提出部门销售部■纠正措施□预防措施定存在(潜在)不合格事实描述:现场服务人员反馈,设备表面的漆面有脱落现象,脱落的漆面在现场服务时已经补做了漆面,建议生产部门彻底改善这一状况。
填表人: XXXX 日期: 2018-1-28原因分析:经现场对产品进行查看,认为主要是由于镍磷镀表面光滑,漆面附着力不够,这样既增加成本又导致漆面脱落。
责任部门负责人: XXXX 日期: 2018-1-30纠正/预防措施由销售部与顾客沟通,以后表面取消镍磷镀(顾客要求),直接喷漆,这样可增加漆面附着力且质量会好很多。
审批意见:请生产部门组织落实。
管理者代表: XXXX责任部门负责人: XXXX 日期: 2018-1-31 日期: 2018.1.31实施情况:已将设备表面镍磷镀取消,直接喷漆,增加了漆面附着力,漆面脱落的情况得到了改善。
责任部门负责人: XXXX 日期: 2018-3-6 验证评审结果经对客户回访,从售后服务反馈看,也没有发生类似问题。
纠正措施实施有效。
验证部门/人: XXXX 日期: 2018-4-4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. 自动组装线增加电流清洗装置,对有可能存在与触点间的灰尘进行电流清洗。
责任部门主管:张利江 效果确认: 跟踪确认效果。 确认人:沈冬明
日期:2014.12.5
日期:2014.12.5
常熟新都安电器有限公司
2. 原因分析:触点接触部黑色物质为通电后被吸附到触点间的温控器内部的灰尘。 因灰尘大量聚集导致温控器上下触点接触时银层被灰尘隔开而无法直接接触,温 控器出现不导通的现象。 我司对温控器灰尘的处理流程为: 触点铆接工序
弹簧片、接触片组件清洗
半成品铆接工序
壳体除尘
自动组装线
半成品除尘
常熟新都安电器有限公司
其中在自动组装线的半成品除尘时,由于吸尘管内部残留灰尘过多导致除尘不充 分,极少数有灰尘残留的半成品未能被充分除尘,我司在测试时因触点处灰尘未 被吸附而未能发现,在客户使用时出2014.12.5
1. 半成品铆接完成品增加半成品清洗,清洗方法同弹簧片和接触片组件。 2. 自动组装线除尘装置清洁度点检项目增加到每日点检表中,每天都进行确认。
纠正与预防措施报告单
编号:R-ZJ-19(A)
(潜在)不符合事项: 苏州科沃斯客户投诉我司供货的 KSD1 125/115 PIH 型温控器有发生不导通的不良。
提出人员:高谋新
日期:2014.12.4
原因分析: 1. 不良品测试及拆解图:不良批次为 YV2,为 2014 年 11 月第 2 周的产品。