x5032铣床机械装配图和电气图
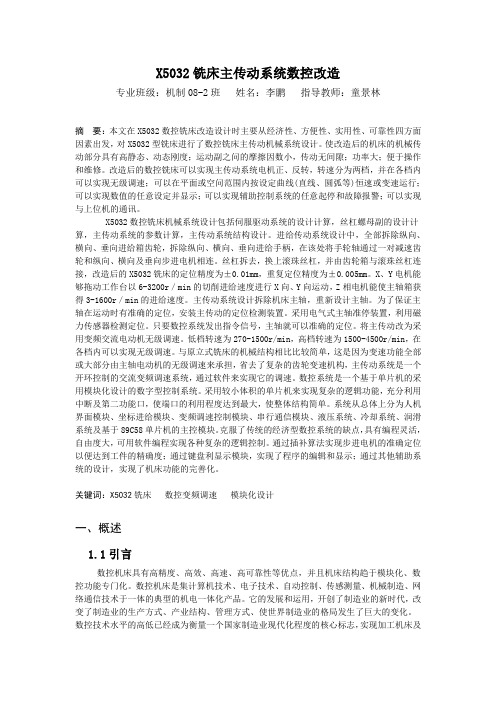
XA5032 立式升降台铣床电路图 2009

2
3
=
+
4
5
1
9 /4.2:C
8
4
12 /4.5:C
E
图号 设计
5
90001
共 8 页
EPLAN
2021/1/11 第 4 页
6
1
3.6:B / 4
11
-SB7
A
/4.2:A
12
急停按钮
51
11
-SB8
/4.3:A
12
急停按钮
52 B
11
-SB1
/4.2:C
12
主轴停止
5
11
-SB2
12
221
1
3
2
12
4
3A
2A
2
4
01
380V/110V/100VA
-QF7
12
3A
照明变压器
-TC3
-QF11
222
1
3
201 1 2
2
4
380V/24V/63VA
3A
2
-PE
203
13
-SA6
14
210
204
x1
-EL
机床照明 x2
B 4 / 5.1:A 01 / 5.1:D
C
D
项目描述:XA5032 立式升降台铣床电路图 2009
2
型号 3TH82 44 - 0XF0 3TB44 22 - 0XF0 3TB40 22 - 0XF0 H3Y-2 PYF08A-E Y132M-4-B5 Y90L-4 JCB-22 QSM1-100L/3310/30A 3VU1340 - 1MN00 3VU1340 - 1NJ00 3VU1340 - 1ME00 QS30-63/1P D3 QS30-63/1P D2 QSLA37-11XS/20K QSLA37-11XS/30K QSLA37-22XS/20K QSLA37-22/K QSLA37-11/W QSLA37-11/GR QSLA37-22ZS/MT/R
X5032铣床主传动系统数控改造
X5032铣床主传动系统数控改造专业班级:机制08-2班姓名:李鹏指导教师:童景林摘要:本文在X5032数控铣床改造设计时主要从经济性、方便性、实用性、可靠性四方面因素出发,对X5032型铣床进行了数控铣床主传动机械系统设计。
使改造后的机床的机械传动部分具有高静态、动态刚度;运动副之问的摩擦因数小,传动无间隙;功率大;便于操作和维修。
改造后的数控铣床可以实现主传动系统电机正、反转,转速分为两档,并在各档内可以实现无级调速;可以在平面或空问范围内按设定曲线(直线、圆弧等)恒速或变速运行;可以实现数值的任意设定并显示;可以实现辅助控制系统的任意起停和故障报警;可以实现与上位机的通讯。
X5032数控铣床机械系统设计包括伺服驱动系统的设计计算,丝杠螺母副的设计计算,主传动系统的参数计算,主传动系统结构设计。
进给传动系统设计中,全部拆除纵向、横向、垂向进给箱齿轮,拆除纵向、横向、垂向进给手柄,在该处将手轮轴通过一对减速齿轮和纵向、横向及垂向步进电机相连。
丝杠拆去,换上滚珠丝杠,并由齿轮箱与滚珠丝杠连接,改造后的X5032铣床的定位精度为±0.01mm,重复定位精度为±0.005mm。
X、Y电机能够拖动工作台以6-3200r/min的切削进给速度进行X向、Y向运动,Z相电机能使主轴箱获得3-1600r/min的进给速度。
主传动系统设计拆除机床主轴,重新设计主轴。
为了保证主轴在运动时有准确的定位,安装主传动的定位检测装置。
采用电气式主轴准停装置,利用磁力传感器检测定位。
只要数控系统发出指令信号,主轴就可以准确的定位。
将主传动改为采用变频交流电动机无级调速。
低档转速为270-1500r/min,高档转速为1500-4500r/min,在各档内可以实现无级调速。
与原立式铣床的机械结构相比比较简单,这是因为变速功能全部或大部分由主轴电动机的无级调速来承担,省去了复杂的齿轮变速机构,主传动系统是一个开环控制的交流变频调速系统,通过软件来实现它的调速。
X5032铣床
西安技师学院工业自动化系
12届电维预备技师班
《工业自动化机床电气》
课题名称:X5032立式铣床
指导老师:王文成
组员:王小苗、孙长军、邢化友、罗书敏
1、项目目标描述:
1.1 制定项目计划,实施方案;
1.2 了解各生产设备的工作过程;
1.3 绘制X5032铣床的电气原理图;
1.4 分析排除工业自动化设备出现的故障;
1.5 掌握工业自动化设备排除故障及使用的方法。
2、工作周期:
一周(每周五天,每天工作七小时)
3、项目小组成员、分工及组织方式:
3.1 项目小组成员
王小苗、邢化友、罗书敏、孙长军
3.2 组长:王小苗
3.3 分工:
3.4 项目工作组织方式
项目工作小组由四人组成,由组长负责小组分工及制定工作计划,小组工作计划和项目所需的各种资源需求由指导老师批准后执行。
4、项目工作任务及分解
4、工作技术要求及资料
一、项目计划
二、X5032铣床电气控制原理
1、主轴冲动
按下SQ1-1,。
X5032立式铣床控制电路分析

X5032立式铣床控制电路分析(总5页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--X5032立式铣床控制电路分析图1-4 X5032立式铣床控制电路图控制电路由控制变压器TC1提供110V的工作电压,FU4用于控制电路的短路保护。
该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离合器YC1、YC2、YC3来完成,电磁离合器需要的直流工作电压是由整流变压器TC2及整流器VC来提供的,FU2、FU3分别用于交、直流电源的短路保护。
1.主轴电动机M1的控制M1由交流接触器KM1控制,在机床的两个不同位置各安装了一套启动和停止按钮:SB2和SB6装在床身上,SB1和SB5装在升降台上。
对M1的控制包括主轴的启动、制动、换刀制动和变速冲动。
①启动:在启动前先按照顺铣或逆铣的工艺要求,用组合开关SA3预定M1的转向。
按一下SB1或SB2→KM1线圈通电并自锁→主轴电动机M1启动运行,标号(7-13)闭合→确保在M1启动后M2才能启动运行。
②停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁YC1通电→主轴电动机M1停止并制动。
制动电磁离合器YC1装在主轴传动系统与M1转轴相连的传动轴上,当YC1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过。
③主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ1,手柄复位后,SQ1也随之复位。
在SQ1动作瞬间,SQ1的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制KM1→M1,使得齿轮转动一下以利于啮合;如果点动一次齿轮还不能啮合,可以重复进行上述动作。
④主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA1扳至“接通”位置,其常闭触点SA1-2(4-6)断开控制电路,保证在换刀时候机床没有任何动作;其常开触点SA1-1(105-107)接通制动电磁铁YC1,使主轴处于制动状态。
XA5032设备使用说明书
XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
XKA5032数控铣床使用说明书
XKA5032A/1F 型 数控立式升降台铣床使用说明书(机械部分)工作台面宽度320mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮 政 编 码: 101300电 话: 0086-010-********0086-010-********传 真: (010)58690354(010)89451779E- Mail: BYJC@目 次1 主要用途和适用范围-―――――――――――――――――-42 工作安全注意事项――――――――――――――――――--43 产品的工作条件―――-――――――――――――――----54 主要规格和技术参数―――――――――――――――――-65 产品的主要结构概述――――――――――――――――――76 机械传动系统―――――――――――――――――――――97 液压系统――――――――――――――――――――――-158 润滑系统――――――――――――――――――――――-159 冷却系统――――――――――――――――――――――-1510 吊运和保管―――――――――――――――――――――-1611 安装与调整――――――――――――――――――――---1612 使用与操作―――――――――――――――――――――-1713 机构的调整―――――――――――――――――――――-1914 维护与保养―――――――――――――――――――――-2015 附件及易损件―――――――――――――――――――――――――2116 四轴回转台-------------------------------------------21附 图:图1 XKA5032A/1F数控立式升降台铣床外形图――――――――22~23机械传动系统图―――――――――――――――――――24主轴转速分布图―――――――――――――――――――25进给速度分布图 -――――――――――――――――――-26滚动轴承位置图――――――――――――――――――――27主传动电磁离合器制动结构图―――――――――――28图7 液压原理图―――――――――――――――――――29图8 机床润滑图―――――――――――――――――――30图9 机床吊运图―――――――――――――――――――31图10安装基础图―――――――――――――――――――32 图11机床操纵位置图――――――――――――――――33~34 图12主变速操纵箱外观图―――――――――――――――35 图13主轴结构图―――――――――――――――――――36 图14主轴输出特性曲线图―――――――――――――――37 图15 易损件图―――――――――――――――――――38~401 主要用途及适用范围XKA5032A/1F型数控立式升降台铣床共有三本说明书,此说明书为机械部分、另外还有电气部分及数控系统部分说明书。
x5032立式铣床毕业设计[管理资料]
![x5032立式铣床毕业设计[管理资料]](https://img.taocdn.com/s3/m/067662d70722192e4436f657.png)
摘要数控铣床是当今制造业中实现机电一体化的代表性先进设备。
本文在叙述了数控技术的历史、现状和发展的基础上,通过对国内PLC系统的比较,遵从性价比高、综合成本低的原则,最后确定采用松下FP1-C40系统。
针对松下FP1-C40系统的特点和旧机床的要求,进行了电气系统改造设计。
电气部分分别对强电和弱电进行了改造,将继电接触器控制改由PLC控制,实现宽的调速范围,进给部分增加步进驱动器及步进驱动电机,本课题利用松下FP1-C40型PLC对X5032立式铣床电气部分进行改造,由系统的继电接触器控制转换为可编程控制器控制。
使铣床抗干扰能力强,工作更可靠。
机床改造后,显示了机床强大的工作能力和高度的可靠性,加工精度和生产率有较大提高,是提高企业数控化率的一条切实可行的途径。
关键词:数控机床,步进电机,电气系统目录摘要 (1)目录........................................................................................................................................................ 引言 (1)1 X5032立式铣床的介绍 (4) (4) (4)X5032立式铣床主要结构特点 (6)应用范围 (6)主要技术参数 (6)应用行业 (7)X5032铣床常见电气故障分析与检修方法 (7)2 松下PLC (9)松下PLC基本特点 (9)概况 (9)FP1-C40的I/O分配及内部继电器 (10)FP1的特殊功能 (12)3 电气控制系统的设计 (15)结论 (22)致谢 (24)参考文献 (25)引言由于运用普通机床加工出来的产品大多存在着质量差、品种少、供货期长等原因,所以立式机床的电气部分改造相当有意义。
首先,提高了生产效率。
原机床经过电气部分改造后,就可以实现加工自动化,工作效率可以明显提高。
X5032A铣床电气控制线路的PLC改造高级技师论文
技师专业论文题目:X5032A铣床电气控制线路的PLC改造姓名:职业:维修电工身份证号:鉴定等级:高级技师单位:中国北车长春轨道客车股份有限公司二○一一年六月二十日X5032A万能铣床电气控制线路的PLC改造内容摘要:为了缓解X5032A铣床在生产中故障率高的问题,利用欧姆龙PLC作为控制核心,对继电控制电路进行改造,使原机床控制大大的简单化,提高电气系统的稳定性和可靠性,并且维修方便,易于检查。
节省大量的继电器元件,使机床的工作效率更高。
关键词:X5032A铣床欧姆龙PLC 程序设计目录概述 (3)一、X5032A型铣床简介 (4)二、X5032A型铣床继电控制线路概述 (5)三、X5032A型铣床PLC控制 (6)四、PLC控制与继电控制的优缺点 (8)五、结束语 (9)参考文献 (9)概述:PLC专为工业环境应用而设计,其显著特点之一就是可靠性高,抗干扰能力强。
我用PLC控制系统代替X5032A铣床复杂线路中的继电器、接触器等系统对其改造,降低了设备故障率,提高整个电气控制系统的工作性能,减少维护、维修的工作量。
一、 X5032A型铣床简介X5032A型铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,是一种较为精密的加工设备,它采用继电接触器电路实现电气控制。
其操作是通过手柄同时操作电气与机械,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的组合机床。
二、X5032A型铣床电气控制电路概述电气原理图:由电气控制原理图可知,X62W型万能铣床由三台电动机拖动,主轴电动机M1、进给电动机M2和冷却泵电动机M3。
其中,主轴电动机M1由接触器KM1和限位型转换开关QC控制,将QC扳至不同地档位即可控制主轴电动机M1的正、反转。
进给电动机M2由接触器KM3 和KM4控制其正、反转。
冷却泵电动机M3由转换开关QS控制。
(一)主轴电动机M1的控制按下按钮SB1或SB2,接触器KM1通电闭合,主轴电动机M1启动运转,按下按钮SB5或SB6,主轴电动机M1制动停止。