PGM操作说明书(明细)
PGM操作说明书(转换资料系统)
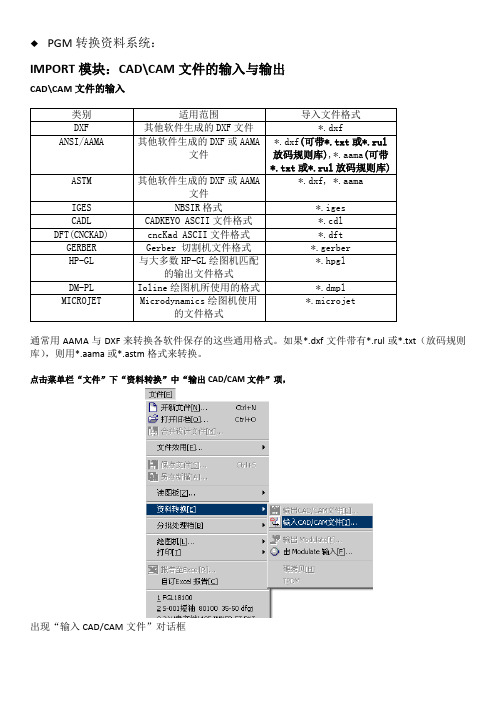
PGM转换资料系统:IMPORT模块:CAD\CAM文件的输入与输出CAD\CAM文件的输入类别适用范围导入文件格式DXF 其他软件生成的DXF文件*.dxfANSI/AAMA 其他软件生成的DXF或AAMA文件*.dxf(可带*.txt或*.rul 放码规则库),*.aama(可带*.txt或*.rul放码规则库)ASTM 其他软件生成的DXF或AAMA文件*.dxf, *.aamaIGES NBSIR格式*.igesCADL CADKEYO ASCII文件格式*.cdlDFT(CNCKAD) cncKad ASCII文件格式*.dftGERBER Gerber 切割机文件格式*.gerberHP-GL 与大多数HP-GL绘图机匹配的输出文件格式*.hpglDM-PL Ioline绘图机所使用的格式*.dmplMICROJET Microdynamics绘图机使用的文件格式*.microjet通常用AAMA与DXF来转换各软件保存的这些通用格式。
如果*.dxf文件带有*.rul或*.txt(放码规则库),则用*.aama或*.astm格式来转换。
点击菜单栏“文件”下“资料转换”中“输出CAD/CAM文件”项,出现“输入CAD/CAM文件”对话框CAD/CAM文件名称输入文件的名称,一般不需填写,直接点击浏览按钮寻找需转换的文件。
设定单位选择工作单位:毫米,厘米,米,英寸,英尺,或码。
纸样转化后的单位即所选单位,如果单位不正确,则纸样的尺寸是错误的,需重复此步骤,选择匹配的单位。
文件格式选择所需文件转换的格式。
比例系数转换后文件中样板的比例,正常1:1转换。
没有尺码若勾选此项,放码网状图会逐一分开呈单个纸样形式,反之,则纸样是网状叠图。
数量确定输入文件的纸样的数量。
如果输入文件包含几个同样的纸样,本软件只读一个并将正确的数量插入到“纸样资料”对话框。
物料注明输入文件的面料按钮可以在输入纸样文件时,添加一个封闭的轮廓框。
PGM-7340说明书

特别提示.........................................................................................................................................1
标定状态.........................................................................................................................................9
操作模式.........................................................................................................................................9
..........................................................................................................................5
电压不足警报
..............................................................................................................................6
PGM操作说明书(打版系统)
PGM操作说明书(打版系统)打板过程中建立基础板型框架的常用工具:1.在线段加点:想在线段上以某个点为基准按距离确定另一个点用是简捷而且常用的工具。
使用方法:用工具在想要加点的线段上离基准点接近的距离先加上点,当对话框出现时在“之前点”或“下一点”的数值框中填入想要的正确数值。
之前点与下一点的定义:是按线段上想要加的点为参照,顺时针方向先经过的放码点到所要加的点的距离为之前点的距离,通过所加的点往顺时针方向延续的另一个放码点为下一点距离。
确定完想要的点距后,在“点种类”中调整所加的点的特性打勾,最后按“确定”完成加点操作。
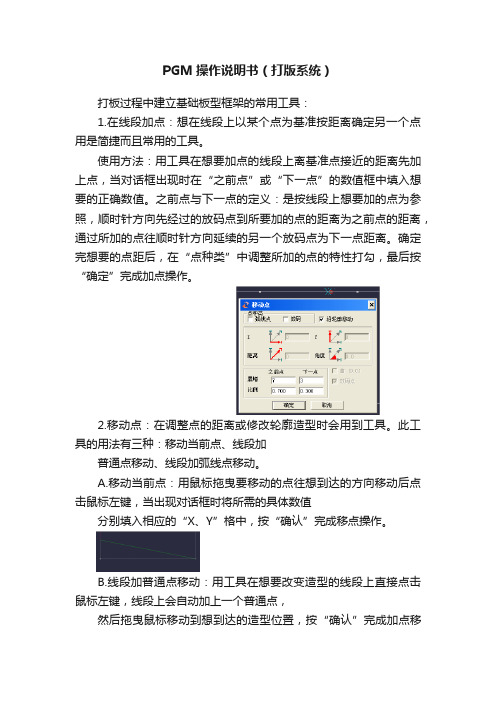
2.移动点:在调整点的距离或修改轮廓造型时会用到工具。
此工具的用法有三种:移动当前点、线段加普通点移动、线段加弧线点移动。
A.移动当前点:用鼠标拖曳要移动的点往想到达的方向移动后点击鼠标左键,当出现对话框时将所需的具体数值分别填入相应的“X、Y”格中,按“确认”完成移点操作。
B.线段加普通点移动:用工具在想要改变造型的线段上直接点击鼠标左键,线段上会自动加上一个普通点,然后拖曳鼠标移动到想到达的造型位置,按“确认”完成加点移动操作。
C.线段加弧线点移动:先按住键盘上“Shift”键,然后用工具在想要改变造型的线段上直接点击鼠标左键,此时线段上会自动加上一个弧线点,按操作者想要的轮廓造型移动此点,当造型达到效果后点击鼠标左键,出现对话框时直接按“确认”完成加弧线点修改造型的操作。
3.多个移动(矩形内点及相同纸样内部移动):用工具将想要移动的某个点或多个点进行区域性的选取,当出现对话框后在想要移动的“X或Y”的对应格中填入移动的具体数值,点击“确定”,之前框选住的某个点或多个点就会按相应的方向及数值进行移动,完成造型上的修改。
4.圆形(新建内部圆形):定斜线距离时常用工具,选择工具用鼠标左键点击某个点(圆心点)作为定斜线距离的参照点,出现对话框后直接点“确定”,如果圆心想偏离此点有具体数值的话在对话框中输入具体的“X、Y”数值。
PGM-100A低压电动机保护装置技术和使用说明书V1.0

PGM-100A 低压电动机保护装置技术和使用说明书V1.0版江苏国网自控科技股份有限公司Jiangsu State Grid Automation Technology CO.,LTD.PGM-100A低压电动机保护装置技术和使用说明书江苏国网自控科技股份有限公司目录1. 产品概述 ___________________________________________________________ 1 1.1 产品特点 _______________________________________________________________ 1 1.2 选型指南 _______________________________________________________________ 2 1.3 功能配置 _______________________________________________________________ 31.4 装置外观 _______________________________________________________________ 42. 技术参数 ___________________________________________________________ 53. 安装尺寸 ___________________________________________________________ 6 3.1 装置外型图 _____________________________________________________________ 6 3.2 装置开孔图 _____________________________________________________________ 63.3电流变换模块尺寸 ______________________________________________________ 74. 保护功能 ___________________________________________________________ 8 4.1 过负荷保护 _____________________________________________________________ 8 4.2 堵转保护 _______________________________________________________________ 8 4.3 启动超长保护 ___________________________________________________________ 8 4.4 断相保护 _______________________________________________________________ 8 4.5 反相保护 _______________________________________________________________ 9 4.6 电流不平衡保护 _________________________________________________________ 9 4.7 接地保护 _______________________________________________________________ 9 4,8 过热保护 ______________________________________________________________ 10 4.9 欠电流保护 ____________________________________________________________ 10 4.10 外部故障联锁 __________________________________________________________ 114.11 漏电流保护 ___________________________________________________________ 115. 参数设置 __________________________________________________________ 126. 装置调试 __________________________________________________________ 157. 操作介绍 __________________________________________________________ 16 7.1 信号灯 ________________________________________________________________ 16 7.2 按键 __________________________________________________________________ 16 7.3 测量显示 ______________________________________________________________ 16 7.4 参数设置 ______________________________________________________________ 17 7.5 动作代码 ______________________________________________________________ 18PGM-100A低压电动机保护装置技术和使用说明书江苏国网自控科技股份有限公司7.6 调试操作 _______________________________________________________________ 197.7 动作查询 ______________________________________________________________ 198. 直流输出 __________________________________________________________ 209. 网络通讯 __________________________________________________________ 2010. 装置端子 _________________________________________________________ 20 10.1 端子图 _______________________________________________________________ 2010.2 端子说明 _____________________________________________________________ 2111. 装置接线__________________________________________________________ 2212. 订货须知 _________________________________________________________ 22附录Ⅰ Modbus通讯协议地址表 _________________________________________ 23附录Ⅱ操作指南 ______________________________________________________ 25PGM-100A低压电动机保护装置技术和使用说明书江苏国网自控科技股份有限公司1. 产品概述PGM-100A低压电动机保护装置采用先进的技术,精心的设计,使保护装置不受外部干扰的影响,确保保护装置的安全性和可靠性。
PGM操作说明书(描版系统)
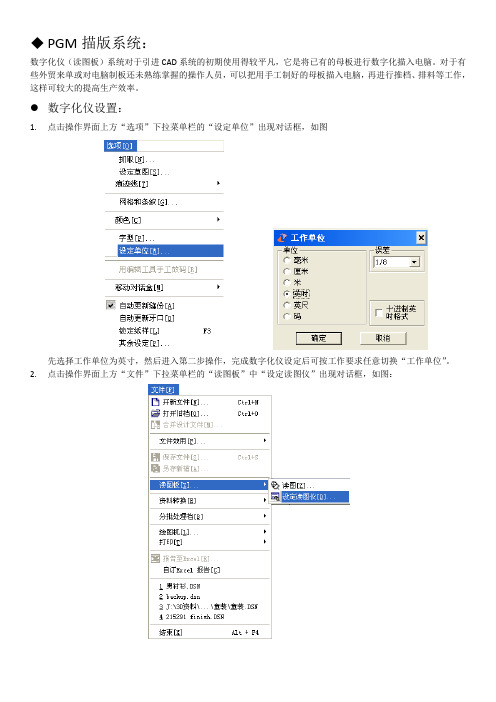
◆PGM描版系统:数字化仪(读图板)系统对于引进CAD系统的初期使用得较平凡,它是将已有的母板进行数字化描入电脑。
对于有些外贸来单或对电脑制板还未熟练掌握的操作人员,可以把用手工制好的母板描入电脑,再进行推档、排料等工作,这样可较大的提高生产效率。
●数字化仪设置:1.点击操作界面上方“选项”下拉菜单栏的“设定单位”出现对话框,如图先选择工作单位为英寸,然后进入第二步操作,完成数字化仪设定后可按工作要求任意切换“工作单位”。
2.点击操作界面上方“文件”下拉菜单栏的“读图板”中“设定读图仪”出现对话框,如图:数字化仪使用:1. 描母板:将要描的母板固定在读图板面中,点击工具栏中“读图”图标后操作界面中会出现“读图板”操作框,如图:用数字化仪上的“十六键定位器”按具体的读图方式将板面上的母板依次以点连线的形式把样板完整的读入电脑中。
具体的“十六键定位器”读图方式如下图:先描完外部轮廓,按“十六键定位器”上“F”键看读图板界面下方当出现“内部轮廓”字样时再开始描内部轮廓,描两条不相干的内部轮廓线间需用“F”键切换。
当描完一个款式中最后一块样板时,点击“读图板”界面左下方的“完成”来结束断开数字化仪的使用。
在描图过程中无需点击“完成”,之前所描的每块样板会自动跳入纸样栏中。
2.描叠图:如果有全码手工板,可以将样板从小到大以一条基准线为标准重叠对齐,固定在读图板面上。
点击操作界面上方“放码”下拉菜单栏的“尺码”出现对话框,如图:手工全码共有几档,可通过点击“插入”、“附加”来增加到适合的档数,在最小档的基码处点击选择,使基码暂时设定为最小码(描完叠图后可任意切换到最终的基码),然后关闭。
点击操作界面上方“视图”下拉菜单栏的“放码”中“放码表”,此时刚建立的几档尺码会以表格形式出现在操作界面左边辅助工具栏中,如图:点击工具栏中“读图”图标出现“读图板”操作框后,用数字化仪上的“十六键定位器”按具体的读图方式将板面上的叠图输入电脑中,如图:具体的“十六键定位器”读图方式如下图:从最小码外轮廓开始读,在描到每个放码转角点时最小码按“1”,弧线放码点按“0”,然后有几档就依次根据放码点挨个按“4”,曲线轮廓只描最小码,其它码曲线轮廓等描完后电脑中会自动扩散。
PGM操作说明书(明细)

◆PGM系统概述:(需一天时间)●操作界面介绍:拷频整个操作界面(标注说明:下拉式菜单、工具栏、纸样栏、辅助工具栏、操作区域)●工具条选择(显示或隐藏工具条): 1. 通过在工具条界面点击鼠标右键—自定义(TOOLBARS) 2. 视图—工具栏●工具条摆放: 按住鼠标左键拖动工具条前的双杠边把工具条摆放到操作人员较顺手的位置●工具条中某个工具的显示或隐藏: 在工具条界面点击鼠标右键—自定(工具) 可将工具条中不常用的工具拖入其中,扩大操作区域●单位名称设置: 选项----设定单位(厘米、英寸误差调整)●操作界面中文字设置: 选项----字型(屏幕、内部文字、纸样栏、纸样排栏轮廓、打印机)●版面颜色及线种类调整:选项----颜色----颜色及线种类(一般颜色栏目)●操作前相关知识了解(以表格形式说明):◆PGM打版系统:(需七天时间)●以男衬衫为例:建立基础框架:编辑----新建纸样----新建矩形、线段加点、移动点、多个移动、圆、辅助线利用以上工具变化出不同的打板方式:前后片分开打法(主要体现工具的灵活性)前后片重叠打法前后片并列打法通过前后片的各种打法引申出:不同肩斜制法的工具灵活使用:定数肩斜角度肩斜比例肩斜定小肩宽不同袖窿深制法的工具灵活使用:以上平线定袖窿深以肩斜线定袖窿深以肩斜点定斜跨肩放码基础工具:建立放码档数(放码----尺码)、显示放码表、选放码点后填放码数值、复制黏贴放码数值(几种黏贴方式)、放完基础码用排点工具查看板型各部位效果缝份基础工具:加整体缝份、修改单边缝份、缝份折边处理●以外销裤为例:建立基础框架:(以上建框架所用到的工具)、线段等份(编辑----加入----加点/线与线上)、空间等分(钮位距离)、修改锁定弧线长度(MEASURE测量工具)、延伸轮廓放码基础工具:(以上所用到的基本放码工具)、制作放码表库缝份基础工具:(以上用到的缝份工具)、单边变量缝份(后浪处理)死褶基础工具:建立死褶、死褶放码、合并死褶●以开公主线女上装为例:建立基础框架:(以上建框架所用到的工具)、公主线开刀(画笔工具、裁剪工具)放码基础工具:(以上所用到的基本放码工具)、内部如口袋、腰省等推挡(比例放码)缝份基础工具:(以上用到的缝份工具)、单边缝份处理(折角、剪角)死褶工具:建立死褶、死褶(褶尖、褶量)转移多种配领、配袖方式:(结合教学过程中遇到的不同人的打法来找相应的工具)●以插肩袖为例:建立基础框架:(以上建框架所用到的工具)、辅助线(做斜度辅助线垂直)、线条复制及调整(编辑----线段----复制)放码基础工具:(以上所用到的基本放码工具)、角度放码工具缝份基础工具:(以上用到的缝份工具)附助工具:行走工具(对位标记)、连接纸样工具修改工具:制作布纹线(平行布纹线、角度布纹线、旋转布纹线)●以完整的男西服为例(将之前的所有工具进行串联):建立基础框架:(以上建框架所用到的工具)放码基础工具:(以上所用到的基本放码工具)、号型放码缝份基础工具:(以上用到的缝份工具)、缝份开叉、开叉倒角(裁剪缝份角度)◆PGM特殊(优秀)工具:(需三天时间)●放码工具:树放码(以内衣板为例)●用编辑工具手工放码:(弧线造型单段调整)●死褶与生褶的多种变化:加容位(立体袋)(袖肘省)(膝盖省)、多个死褶(前中有褶)(不对称省道)(泡泡袖)、生褶(百褶裙)(鱼尾裙)(羊腿袖)、生褶线(不同类型不同深度的褶同时制作)●加放缩率(缩率回退):纸样----修改----比例缩放(样版缩率、单线条缩率、缩率以文字说明)、缩率回退公式●牙口设置:牙口推挡变化(按比例推挡、按定数推挡)●比较线段长度:多条线段累加,累减(查看各段或多段线段弧线长度或直线长度)●纸样库:将基本款式轮廓做好存入纸样库中,以后可当工具直接调用◆PGM软件中各项菜单栏下的设置:(需两天时间)文件----合并设计文件、文件----文件效用----打开备份文件、纸样----总体资料、纸样----一般----总体修改内部、纸样----一般----总体牙口放码、纸样----一般----加入支持曲线点、纸样----清除多余点、设计----剪裁、设计----孔洞入纸样/纸样向孔洞、设计----点连接、设计----相等线段、设计----安排绘图、视图----显示纸样内容、视图----一般选项、视图----纸样、视图----提示资料、选项----抓取、选项----痕迹线、选项----移动对话盒、选项----其余设定◆PGM描版系统:(需一天时间)●数字化仪设定:设定读图板(每项内容具体含义)截图后标注说明●描基本码:描版方式(16键定位器描版时的按键含义)、修版(旋转、修线、修点)图例说明●描全码版:建立尺码(基码设定为最小码或最大码)、描版方式图例说明◆PGM排料系统:(需三天时间)●多种铺布方式与排料区域设置的关系:排料图定义(排料图面积、层数、排料图布料、带剩余部分的排料图面积)截图后标注说明●排料样板文件的调取:选择设计文件(浏览找排料文件、设定捆扎数量、查看纸样资料)截图后标注说明●排料区样板的调整工具:样板放置、重叠样板、旋转样版、滑动靠齐样板●排料区的变化:复制排料图(手枪型排料)、交替样片(更新设计文件、排料图----替代)、编辑样片(纸样----编辑纸样)●特殊排料方式:对格对条(排料图----条纹及布纹)、毛皮类排料(纸样----建立新纸样)、色差排料(排料图----裂缝)、捆绑(配套----捆扎)●特殊工具:(套排NEST++、自动排队排图、报告于EXCEL、运算成本)●排料界面中各项菜单栏下的设置:文件----合并排料图文件、纸样----内部----总体内部参数、排料图----侦察内部重叠、视图----纸样于排料图上内容、视图----提示资料、选项----其余设定◆PGM转换资料系统:(需一天时间)●●●◆PGM打印系统:(需一天时间)●一比一输出:各款打印的连接设置、打版系统/排料系统分别打印方式(文件----绘图)●缩小比例打印:文件----绘图----更多、文件----打印●截图拷频打印:。
PGM V3.0 版 使用说明

b.高度加速壽命試驗機
Temp.℃ :可控制溫度設定範圍80℃∼145℃。 RH% :可控制濕度設定範圍75%∼100%。 Hour,Min. :當段所需執行時間。 T/H :該值設為0 時代表設定時間到即執行下一段程式。 該值設為1 時代表溫度到設定值才執行下一段程式。 該值設為2 時代表濕度到設定值才執行下一段程式。 P1、P2、P3 :可程式控制接點插座。(擴充件) 85 :Hast 85℃/85%專用控制介面。 High Temp. Limit℃ :第一段高溫保護SV+5℃。 High Pressure Limit :第一段高壓保護SV+0.5Kg。 Voltage Limit :BIOS 測試電壓保護SV+0.5V。 Door Pressure Limit :開門安全限制開關壓力1.03Kg。 Decompress Temp. Limit℃ :正常程序停機洩壓溫度。 Drain Pressure Limit :正常程序停機洩壓溫度55℃。 Exhaust Temp. Limit℃ :排放空氣溫度設定110℃。 Exhaust Time :排放空氣時間設定30 分鐘。
c.高壓加速壽命試驗機
Temp.℃ :可控制溫度設定範圍80℃∼145℃。 Hour,Min. :當段所需執行時間。 WT :該值為[Y]表示實際溫度到達設定值一定範圍內(系統 內定為± 3℃)才開始倒扣計算時間。 註:恆溫段不允許設定此WT 功能。 P1、P2、P3 :可程式控制接點插座。(擴充件) 若程式執行完畢或內外保護裝置造成停機時, 原信號設定1(ON)時,均變為0(OFF)狀態以 保護測試品完整(防止空焚)。 High Temp. Limit℃ :第一段高溫保護SV+5℃。 High Pressure Limit :第一段高壓保護SV+0.5Kg。 Decompress Temp. Limit℃ :正常程序停機洩壓溫度。 Door Pressure Limit :開門安全限制開關壓力1.03Kg。 Drain Pressure Limit :正常程序停機洩壓溫度60℃。 Exhaust Temp. Limit℃ :排放空氣溫度設定110℃。 Exhaust Time :排放空氣時間設定30 分鐘。
PGM-SUPER、POWER-160、180型喷绘机操作手册
操作手册目录第一章注册事项1.1关于手册1.2注意事项1.3使用打印机时注意事项1.4墨盒使用注意事项1.5关于PC系统1.6警告、告诫和注意第二章产品概况2.1 技术参数2.2 部件名称:2.2.1 机器前面图示2.2.2 机器背面图示2.2.3 操作面板图示2.3 打印机状态显示第三章安装打印机3.1 机器的安装3.2 喷头的使用与保养3.3 接通电源3.4 打印机的接口3.5 自动放卷第四章关于菜单4.1 菜单说明4.1.1 联机模式4.1.2 脱机模式4.2 详细说明第五章软件的基本操作5.1 软件的安装5.1.1 系统配置要求5.1.2 安装过程5.1.3 PGM Plot的卸载5.1.4 运行设定5.2 界面的功能介绍5.2.1 PGM Plot启动推出5.2.2 系统工具条5.2.3 状态栏5.3 菜单功能介绍5.3.1 “文件”菜单5.3.2 “显示”菜单5.3.3 “工具”菜单5.3.4 “窗口”菜单第一章注意事项1.1关于手册此手册适用于PGM-SUPER/POWER-160/180型喷绘机的用户或操作此机器的技术工程师。
手册旨在说明用前准备工作和操作过程。
在使用打印机前,请务必熟悉本手册中的内容并对部分章节作重点了解。
在使用机器过程中请遵照手册所示进行操作。
请遵守标注在打印机上的警告和指导。
如有疑问,欢迎与我们的技术支持部门接洽。
1.2注意事项:1. 要将机器放置在以下地点:(1) 不牢固的表面(2) 倾斜的地方(3) 容易振动或晃动的地方(4) 温度和湿度容易发生剧烈变换的地方(5) 受到阳光、强光或热源的直射(6) 潮湿或多尘的地方(7) 电话线或照明线路的接地端2. 在打印机周围留出足够的空间以保障打印机的通风正常。
3. 将打印机放置在靠近墙上的插座的地方以使插头容易插拔。
4. 不要堵塞该打印机外壳上的开口。
5. 不要将任何物品插入到打印机的槽中,注意不要将液体溅到打印机中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
◆PGM系统概述:(需一天时间)
●操作界面介绍:拷频整个操作界面(标注说明:下拉式菜单、工具栏、纸样栏、辅助工具栏、操作区域)
●工具条选择(显示或隐藏工具条): 1. 通过在工具条界面点击鼠标右键—自定义(TOOLBARS) 2. 视图—工
具栏
●工具条摆放: 按住鼠标左键拖动工具条前的双杠边把工具条摆放到操作人员较顺手的位置
●工具条中某个工具的显示或隐藏: 在工具条界面点击鼠标右键—自定(工具) 可将工具条中不常用的工具拖入
其中,扩大操作区域
●单位名称设置: 选项----设定单位(厘米、英寸误差调整)
●操作界面中文字设置: 选项----字型(屏幕、内部文字、纸样栏、纸样排栏轮廓、打印机)
●版面颜色及线种类调整:选项----颜色----颜色及线种类(一般颜色栏目)
●操作前相关知识了解(以表格形式说明):
◆PGM打版系统:(需七天时间)
●以男衬衫为例:建立基础框架:编辑----新建纸样----新建矩形、线段加点、移动点、多个移动、圆、辅助线
利用以上工具变化出不同的打板方式:前后片分开打法
(主要体现工具的灵活性)前后片重叠打法
前后片并列打法
通过前后片的各种打法引申出:不同肩斜制法的工具灵活使用:定数肩斜
角度肩斜
比例肩斜
定小肩宽
不同袖窿深制法的工具灵活使用:以上平线定袖窿深
以肩斜线定袖窿深
以肩斜点定斜跨肩放码基础工具:建立放码档数(放码----尺码)、显示放码表、选放码点后填放码数值、复制黏
贴放码数值(几种黏贴方式)、放完基础码用排点工具查看板型各部位效果缝份基础工具:加整体缝份、修改单边缝份、缝份折边处理
●以外销裤为例:建立基础框架:(以上建框架所用到的工具)、线段等份(编辑----加入----加点/线与线上)、空间
等分(钮位距离)、修改锁定弧线长度(MEASURE测量工具)、延伸轮廓放码基础工具:(以上所用到的基本放码工具)、制作放码表库
缝份基础工具:(以上用到的缝份工具)、单边变量缝份(后浪处理)
死褶基础工具:建立死褶、死褶放码、合并死褶
●以开公主线女上装为例:建立基础框架:(以上建框架所用到的工具)、公主线开刀(画笔工具、裁剪工具)
放码基础工具:(以上所用到的基本放码工具)、内部如口袋、腰省等推挡(比例放码)
缝份基础工具:(以上用到的缝份工具)、单边缝份处理(折角、剪角)
死褶工具:建立死褶、死褶(褶尖、褶量)转移
多种配领、配袖方式:(结合教学过程中遇到的不同人的打法来找相应的工具)
●以插肩袖为例:建立基础框架:(以上建框架所用到的工具)、辅助线(做斜度辅助线垂直)、线条复制及调整
(编辑----线段----复制)
放码基础工具:(以上所用到的基本放码工具)、角度放码工具
缝份基础工具:(以上用到的缝份工具)
附助工具:行走工具(对位标记)、连接纸样工具
修改工具:制作布纹线(平行布纹线、角度布纹线、旋转布纹线)
●以完整的男西服为例(将之前的所有工具进行串联):建立基础框架:(以上建框架所用到的工具)
放码基础工具:(以上所用到的基本放码工具)、号型放
码
缝份基础工具:(以上用到的缝份工具)、缝份开叉、开
叉倒角(裁剪缝份角度)
◆PGM特殊(优秀)工具:(需三天时间)
●放码工具:树放码(以内衣板为例)
●用编辑工具手工放码:(弧线造型单段调整)
●死褶与生褶的多种变化:加容位(立体袋)(袖肘省)(膝盖省)、多个死褶(前中有褶)(不对称省道)(泡泡
袖)、生褶(百褶裙)(鱼尾裙)(羊腿袖)、生褶线(不同类型不同深度的褶同时制作)●加放缩率(缩率回退):纸样----修改----比例缩放(样版缩率、单线条缩率、缩率以文字说明)、缩率回退公式●牙口设置:牙口推挡变化(按比例推挡、按定数推挡)
●比较线段长度:多条线段累加,累减(查看各段或多段线段弧线长度或直线长度)
●纸样库:将基本款式轮廓做好存入纸样库中,以后可当工具直接调用
◆PGM软件中各项菜单栏下的设置:(需两天时间)
文件----合并设计文件、文件----文件效用----打开备份文件、纸样----总体资料、纸样----一般----总体修改内部、纸样----一般----总体牙口放码、纸样----一般----加入支持曲线点、纸样----清除多余点、设计----剪裁、设计----孔洞入纸样/纸样向孔洞、设计----点连接、设计----相等线段、设计----安排绘图、视图----显示纸样内容、视图----一般选项、视图----纸样、视图----提示资料、选项----抓取、选项----痕迹线、选项----移动对话盒、选项----其余设定
◆PGM描版系统:(需一天时间)
●数字化仪设定:设定读图板(每项内容具体含义)截图后标注说明
●描基本码:描版方式(16键定位器描版时的按键含义)、修版(旋转、修线、修点)图例说明
●描全码版:建立尺码(基码设定为最小码或最大码)、描版方式图例说明
◆PGM排料系统:(需三天时间)
●多种铺布方式与排料区域设置的关系:排料图定义(排料图面积、层数、排料图布料、带剩余部分的排料图面
积)截图后标注说明
●排料样板文件的调取:选择设计文件(浏览找排料文件、设定捆扎数量、查看纸样资料)截图后标注说明
●排料区样板的调整工具:样板放置、重叠样板、旋转样版、滑动靠齐样板
●排料区的变化:复制排料图(手枪型排料)、交替样片(更新设计文件、排料图----替代)、编辑样片(纸样----
编辑纸样)
●特殊排料方式:对格对条(排料图----条纹及布纹)、毛皮类排料(纸样----建立新纸样)、色差排料(排料图----
裂缝)、捆绑(配套----捆扎)
●特殊工具:(套排NEST++、自动排队排图、报告于EXCEL、运算成本)
●排料界面中各项菜单栏下的设置:文件----合并排料图文件、纸样----内部----总体内部参数、排料图----侦察内部
重叠、视图----纸样于排料图上内容、视图----提示资料、选项----其余设定◆PGM转换资料系统:(需一天时间)
●
●
●
◆PGM打印系统:(需一天时间)
●一比一输出:各款打印的连接设置、打版系统/排料系统分别打印方式(文件----绘图)
●缩小比例打印:文件----绘图----更多、文件----打印
●截图拷频打印:。