GRADE X52-20 φ60x4-5 管状对接焊接工艺评定(氩弧焊)共17页文档
氩弧焊焊接工艺评定报告表

上海鼎庆电力机械设备有限公司
焊接工艺评定书
评定项目:ø32 ø25 ø16 ø13 ø10 ø6 1#机组EH油管道更换
氩弧焊
使用范围1~3mm
评定书编号:
评定日期:2016年9月日
批准:
焊接工艺评定报告
单位名称上海鼎庆电力机械设备有限公司批准人签字
报告编号日期2016年9月日焊接方法氩弧焊机械化程度手工√半自动自动
焊接作业指导书
单位名称广州市中盈钢结构有限公司编制人批准人签字
焊接作业指导书编号日期
焊接工艺评定报告编号
焊接方法氩弧焊机械化程度手工√半自动自动。
焊接工艺评定参数表

焊接工艺评定参数表共8页第1页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/01母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置H焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数 道次 焊接方法焊条或焊丝 焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm ) 底层 GMAW ER50-6 1.2 CO 2填充GMAW ER50-6 1.2 CO 2面层GMAW ER50-6 1.2 CO 2技术措施焊前清理衬板、坡口内侧均砂磨至光亮层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根 无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm ,完毕后稍作清理,24h 后检验。
记录日期监理记录日期焊接工艺评定指导表共8页第2页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/02母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置 F焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度100~150 后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次 焊接方法焊条或焊丝焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm )底层 GMAW ER50-6 1.2 CO 2填充 GMAW ER50-6 1.2 CO 2面层 GMAW ER50-6 1.2 CO 2技术措施 焊前清理 衬板、坡口内侧均砂磨至光亮 层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
最新20# 9mm管状对接 氩电联焊 焊接工艺评定
J422
/
JM-56
填充金属尺寸
φ3.2、φ4.0
/
φ2.0
焊材型号
E4303
/
ER50-6
焊材烘干温度
/
/
/
焊材恒温时间
/
/
/
其他
/
/
/
耐蚀堆焊金属化学成分(%):
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他
共2页第2页
焊接位置:
对接焊缝的位置不限
焊接方向:(向上、向下)全方位
角焊缝位置不限
焊缝金属厚度: SMAW:6.5mmSAW:
GTAW:2.5mmGMAW:/
电特性:
电流种类:直流
极性:GTAW:正接SMAW:正接
钨极尺寸:铈钨极φ2.0
焊接电流(A):GTAW: 75~90 SMAW:120
电弧电压(V):GTAW:12~15SMAW:22~30
其他: ________________________________________________
接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
钢号:20
钢号:20
材料标准:GB/T3087/GB/T3087
类、组别号:Ⅰ-1与类、组别号:Ⅰ-1相焊
厚度:9.0mm
直径:φ219
其他:/
焊后热处理:
热处理温度(℃):/
保温时间(h):/
保护气体:
气体混合比流量(L/min)
焊接位置:
对接焊缝位置:水平固定方向:向上
X52 P8L1-20 φ60x4-5 管状对接焊接工艺评定(氩弧焊)13页word
一般说来,“教师”概念之形成经历了十分漫长的历史。杨士勋(唐初学者,四门博士)《春秋谷梁传疏》曰:“师者教人以不及,故谓师为师资也”。这儿的“师资”,其实就是先秦而后历代对教师的别称之一。《韩非子》也有云:“今有不才之子……师长教之弗为变”其“师长”当然也指教师。这儿的“师资”和“师长”可称为“教师”概念的雏形,但仍说不上是名副其实的“教师”,因为“教师”必须要有明确的传授知识的对象和本身明确的职责。焊接工艺评定
填充金属:
焊材类别:
审核
日期
注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)
共2页第1页
单位名称:xx公司
预焊接工艺规程编号:pWPS-160日期2019年07月10日所依据焊接工艺评定报告编号:PQR160
焊接方法:GTAW机动化程度(手工、机动、自动):手工
焊接接头:
坡口形式:V
衬垫(材料及规格):/
管子直径、壁厚范围:对接焊缝φ60×5 /φ60.3×3.91角焊缝/
其他/
填充金属:
焊材类别:
FeS-1-2
焊材标准:
AWS A5.18-2019
填充金属尺寸:
φ2.4
焊材型号:
焊材牌号(金属材代号):
TIG-50
填充金属类别:
/
其他:
对接焊缝焊件焊缝金属厚度范围:6mm角焊缝焊件焊缝金属厚度范围:/
材料代号20# /X52 P8L1
类、组别号:Fe-1-1与类、组别号:Fe-1-2相焊
厚度:5mm / 3.91mm
直径:φ60×5 /φ60.3×3.91
其他:
焊后热处理:
保温温度(℃):/
保温时间(h):/
氩弧焊焊接工艺规程.doc
氩弧焊焊接工艺规程1、焊接方法:手工钨极氩弧焊2、焊接材料:不锈钢药芯焊丝不锈钢实心焊丝3、焊接工艺参数:见焊接工艺卡4、焊前准备:(1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。
(2)焊前100-150℃烘干不锈钢药芯焊丝。
5、焊接工艺:(1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。
清理不锈钢焊丝表面油污等赃物。
(2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。
(3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内,待丁酮挥发后再施焊。
渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改善不明显;若太多,熔池粘度降低太多,流动性变差。
(4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2—3处。
(5)第一层氩弧焊打底焊焊接,使用不锈钢药芯焊丝,打底焊应一次连续完成,避免停弧以减少接头,焊接时发现有缺陷,如夹钨、气孔等应将缺陷清除,不允许通过重复熔化的方法来消除缺陷。
电弧熄灭后,焊枪喷嘴仍要对准熔池,以延续氩气保护,防止氧化。
(6)使用不锈钢实心焊丝进行第二层以后的层焊和罩面射线检测工艺规程1.主题内容与适用范围本规程规定了焊缝射线人员具备的资格、所用器材、检测工艺和验收标准等内容。
本规程依据JB/T4730-2005的要求编写。
适用于本公司P≥10Mpa产品的对接焊接接头的X 射线AB级检测技术。
满足《压力容器安全技术监察规程》、 GB150的要求。
检测工艺卡内容是本规程的补充,由Ⅱ级人员按本规程等要求编写,其参数规定的更具体。
2.引用标准、法规JB/T4730-2005《承压设备无损检测》GB150-1998《钢制压力容器》GB18871-2002《电离辐射防护及辐射源安全基本标准》GB16357-1996《工业X射线探伤放射卫生放护标准》JB/T7902《线型象质计》《特种设备无损检测人员考核与监督管理规则》《压力容器安全技术监察规程》.3.一般要求3.1射线检测人员必须经过技术培训,按《特种设备无损检测人员考核与监督管理规则》考核并取得与其工作相适应的资格证书。
管状对接水平固定手工钨极氩弧焊.doc
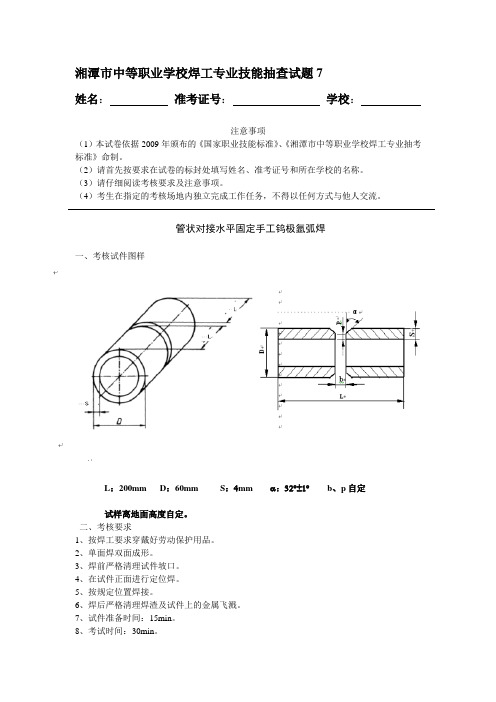
湘潭市中等职业学校焊工专业技能抽查试题7
姓名:准考证号:学校:
注意事项
(1)本试卷依据2009年颁布的《国家职业技能标准》、《湘潭市中等职业学校焊工专业抽考标准》命制。
(2)请首先按要求在试卷的标封处填写姓名、准考证号和所在学校的名称。
(3)请仔细阅读考核要求及注意事项。
(4)考生在指定的考核场地内独立完成工作任务,不得以任何方式与他人交流。
管状对接水平固定手工钨极氩弧焊
一、考核试件图样
L:200mm D:60mm S:4mm α:32︒±1︒b、p自定
试样离地面高度自定。
二、考核要求
1、按焊工要求穿戴好劳动保护用品。
2、单面焊双面成形。
3、焊前严格清理试件坡口。
4、在试件正面进行定位焊。
5、按规定位置焊接。
6、焊后严格清理焊渣及试件上的金属飞溅。
7、试件准备时间:15min。
8、考试时间:30min。
三、评分标准
(一)职业素养、操作规范评分表
四、准备通知单
(一)材料准备
1、试件材质:20#钢管
2、试件尺寸:Ф60×4×100 V形坡口 32°±1°
3、试件数量:2件/人
4、焊接材料:PP-TIG-50 焊丝规格Φ2.5mm。
A333 Gr6管状对接氩弧焊焊接工艺评定共11页word资料
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他
注:对每一种母材与焊接材料的组合均需分别填表。
共2页 第2页
焊接位置:
对接焊缝的位置水平固定
立焊的焊接方向:(向上、向下)向上
角焊缝位置/
立焊的焊接方向: (向上\向下)/
焊后热处理:
温度范围(℃)/
保温时间范围(h)/
预热:
最小预热温度( ℃ )/
委托日期:2012年03月12日接头型式:管状对接
接头编号:PQR157机械化程度(手工、半自动、自动)手工
焊接方法:GTAW保护焊:氩气保护焊
执行标准NB/T47014要求完成日期:2012年03月27日
检验项目
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
目测
拉伸
试验
常温
GB/T228
其他:
编制
日期
审核
日期
批准
日期
焊 接 工 艺 评 定 报 告
共3页 第1页
单位名称:xxx公司
焊接工艺评定报告编号:PQR157预焊接工艺规程编号:pWPS-157
焊接方法:GTAW机动化程度(手工、机动、自动):手工
接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:
材料标准ASME
xxx公司
焊 接 工 艺 评 定
编 号:PQR157-GTAW-Fe1/Fe1-4
编 制:
审 核:
批 准:
一、焊接工艺评定任务书(共 1 页)
API 5L认证用焊接工艺评定(补焊)X52
试样编号
试样型式 试样厚度
弯芯直径 弯曲角度 试验结果
mm
mm
°
结论
HP4
180
无裂纹
合格
HP06V-2
面弯
15.5
128
180
无裂纹
合格
HP06V-3
背弯
15.5
128
180
无裂纹
合格
HP06V-4
背弯
15.5
128
180
无裂纹
合格
冲击试验(QW-170)
试验标准号; ASTM A370-2007
钢级母材标准 类别-组别号 壁厚/mm
尺寸/mm
X70M
GB/T14164-2005
Ш-1
15.5
150×400
其他 2件
焊接材料(QW-404):
焊材类别
焊材标准
焊材规格 焊材型号
焊条
GB/T5118-1995 Φ3.2/Φ4.0mm E5016
焊材牌号 J506
其他 ——
焊接位置(QW-405): 对接焊缝的位置 平焊 1G 角焊缝位置 ——
结论
合格 合格 合格 合格 合格 合格
结论
合格 合格
试验员
试验日期 2011.5.31 审核
日期
2011.5.31
XXXX 钢 管 有 限 公 司 射 线 探 伤 检 验 报 告
共8页
第8页
委托部门
车间
被检件名称
焊接工艺 评定试板
委托日期 2011.5.30 被检件材质
X52M
检测报告编号 检验执行标准
评定等级
T2 级
底片号
PD-06-1、PD-06-2
合金20ALLOY20 氩弧焊对接焊接 焊接工艺评定参考模板
xxx公司
焊接工艺评定
编号: PQR130-SMAW-ALLOY20-6 编制:
审核:
批准:
目录
一、焊接工艺评定任务书(共1页)
二、焊接工艺评定指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(原始记录、报告) (共7页)
焊接工艺评定任务书
注:对每一种母材与焊接材料的组合均需分别填表。
焊接工艺指导书(WPS)
注: 对每一种母材与焊接材料的组合均需分别填表。
焊接工艺评定报告(PQR)
焊缝外观检验记录工程名称: xxx焊接工艺评定
单位:xxxx)检验日期:2xxx年1月02日
责任师 (人): 检验员: 制表:
xxx公司射线探伤报告
SH3505
共 2 页第 1 页
xxx公司射线探伤评定表
SH3503
共 2 页第 2 页
xxx 公司
机械性能试验报告
(注:本记录结果指来样而言)发出日期:2xxx年1月04日
xxx 公司
机械性能试验报告
(注:本记录结果指来样而言)发出日期:2xxx年1月04日(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。
20# φ57x4 管状对接焊接工艺评定(氩电联焊)-11页word资料
立焊的焊接方向:(向上、向下)
焊后热处理:
保温温度(℃)
保温时间范围(h)
预热:
最小预热温度(℃)
最大道间温度(℃)
保持预热时间
加热方式
气体:
气体种类 混合比 流量(L/min)
保 护 气Ar8~10
尾部保护气
背面保护气
电特性:
电流种类直流极性GTAW:DCEP;SMAW:DCEP
焊接电流范围(A)GTAW:70~90;SMAW:75~95电弧电压(V)GTAW:12~15;SMAW:22~30
1、生气,就是拿别人的过错来惩罚自己。原谅别人,就是善待自己。
2、未必钱多乐便多,财多累己招烦恼。清贫乐道真自在,无牵无挂乐逍遥。
3、处事不必求功,无过便是功。为人不必感德,无怨便是德。
焊接速度(范围)GTAW:5~8;SMAW:5~8
钨极类型及直径铈钨极、Φ2.0喷嘴直径(mm)10.0
焊接电弧种类(喷射弧、短路弧等)焊丝送进速度(cm/min)
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
பைடு நூலகம்焊层
焊接
方法
填充金属
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kJ/cm)
拉伸试验 试验报告编号:LH-03-08
试样编号
试样宽度
mm
试样厚度
mm
横截面积
mm2
最大载荷
kN
抗拉强度
MPa
断裂部位和特征
1-1
12.1
4.1
49.61
26.5
534
断于母材
1-2
11.9
4.1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
x x公司
焊接工艺评定
编号: PQR161-GTAW-Fe1/Fe1-5/3.91 编制:
审核:
批准:
目录
一、焊接工艺评定任务书(共 1 页)
二、预焊接工艺规程(pWPS)(共 2 页)
三、焊接工艺评定报告(共 3 页)
四、焊接工艺规程(WPS)(共 2 页)
五、附件(共12 页)
注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)
共2页第1页
焊接工艺评定报告
焊接工艺规程(WPS)
希望以上资料对你有所帮助,附励志名言3条:
1、上帝说:你要什么便取什么,但是要付出相当的代价。
2、目标的坚定是性格中最必要的力量源泉之一,也是成功的利器之一。
没有它,天才会在矛盾无定的迷径中徒劳无功。
3、当你无法从一楼蹦到三楼时,不要忘记走楼梯。
要记住伟大的成功往往不是一蹴而就的,必须学会分解你的目标,逐步实施。