轴承陶瓷的工艺流程
轴承工艺流程与过程控制

热处理工艺曲线
14
套圈符号:
15
4 磨两端面:
管理要点: 1、宽度尺寸(B:-0.030/-0.045) 2、平行差/平面度(≤0.003) 3、外观 4、粗糙度
5、防锈
为后工序滚道加工提供 必要的精度保障. 潜在不良: 1、宽度尺寸影响沟位置; 2、平行差影响沟侧摆/内径垂直差;
16
5 外圆无心磨:
管理要点: 1、字体内容正确、清晰 2、字体位置正确
潜在不良: 1、漏打字、字体不清位置 偏移 2、客户抱怨
26
10 组装合套:
管理要点:
1、径向游隙 2、铆压质量
潜在不良: 保证合理的径向游隙量
1、游隙散差大;
2、灵活性不良; 3、磕碰伤;
27
装配质量控制要点:
1、组装磕碰伤
划伤
挤伤
28
装配质量控制要点:
轴承 生产工艺流程与过程控制
1
轴承实际上是一种标准件,由于运用领域广范,使用工
况要求差异性大工作环境较复杂,对轴承的性能要求差异
很大。 因此,轴承的应用性能是由一些具体的工艺参数 所决定的,这些参数的选配是否合理,最终决定了轴承的
使用寿命和可靠性。轴承的主要特性有:
※轴承类型及规格 ※材料及热处理 ※保持架(设计、材料)
提高滚道面精密度
潜在不良: 1、沟径尺寸影响组装合套; 2、影响成品五项旋转精度;
3、影响成品振动噪声;
24
9 细磨:
管理要点:
1、外径尺寸(D:-0.001/-0.007) 2、椭圆度(≤0.003) 3、锥度
潜在不良: 修复前工序支承磨痕, 为成品提供精度保证。
1、影响用户安装精度;
25
轴承材料的制造工艺
轴承材料的制造工艺
轴承材料的制造工艺通常包括以下步骤:
1. 材料选择:根据轴承所需的特殊性能和使用环境,选择适合的轴承材料,如金属材料(如钢、青铜等)、陶瓷材料等。
2. 材料准备:将选择的材料进行加工和处理,例如金属材料可以通过熔炼、铸造、锻造等方式得到合适的形状和尺寸。
3. 加工:根据轴承的设计要求,使用加工设备和工具对材料进行加工,通常包括车削、铣削、磨削、钻孔等工艺。
4. 热处理:通过热处理工艺,如淬火、回火等,对轴承材料进行改善、调整和控制材料的性能,如硬度、强度、韧性等。
5. 表面处理:通过喷砂、抛光、镀涂等工艺,对轴承的表面进行处理,提高其抗腐蚀性能、摩擦性能和润滑性能等。
6. 装配:将经过加工和处理的轴承材料进行装配,通常包括将内圈、外圈、滚动体和保持架等组件组合在一起,并进行调整、校准和润滑。
7. 检验和品质控制:对制造的轴承进行严格的检验,包括尺寸、形状、表面质
量等的检查,确保轴承的质量符合标准和要求。
8. 包装和出厂:将合格的轴承进行包装,以便运输和销售。
陶瓷球轴承
参考文献
[1]李建华,李军林,郭向东,张锡昌.陶瓷球轴承性能分析与试验研究.轴 承.2001,12:32-35
[2]张文轩,任成祖.陶瓷球轴承性能分析.佛山陶瓷.2003,04(73):34-36 [3]张永乾,孙永安,李县辉.陶瓷球压碎载荷试验分析.轴承.2001,05:23-25 [4]Hiroyuki Ohta. Shinya Satake. Vibrations of the All-Ceramic Ball
Al2O3
3900 390 20-27 18-20 3-5
8 30 880 0.22 1018 1250 低 断裂
SiC
3100 420 20-25 20-24 2-4
4 100 700 0.25
1250 低 断裂
TiC
4900 370 20-39 13-22 2-5
9 25 500 0.23
800 低
Page 5
高速旋转:金属加工机床主轴、燃气轮机、离心分离器、 高速电机主轴;
耐腐蚀:半导体制造设备、电镀装置、化工制药设备、海 洋机械;
高真空:航空航天、真空机器; 耐高温:各种热处理炉、加热辊、医疗灭菌装置、化学纤
维机械、发动机; 非磁性:半导体制造设备、超导装置、原子能发电设备; 重量轻:摩托车(赛车)曲轴、航空发动机、宇航相关机器 高刚性:金属加工机床主轴; 绝缘:电镀装置、铁路机车索引电机、各种电机。
Page 13
陶瓷球的额定动载荷
图为日本光洋精工和东芝公司 采用的推力负荷型球轴承疲劳 试验机。
表中所列是其试验条件。在这 样的试验条件下,氮化硅试验 片与钢球之间所产生的最大接 触应力为605kg/mm²。
Page 14
陶瓷轴承是如何制造的原理
陶瓷轴承是如何制造的原理陶瓷轴承是一种利用陶瓷材料制成的轴承结构。
相对于金属轴承,陶瓷轴承具有更好的耐磨性、耐腐蚀性和高温稳定性。
陶瓷材料的硬度比金属材料高,因此能够轻松抵抗任何不利的磨损和摩擦。
此外,陶瓷材料的密度小,也使得陶瓷轴承具有很好的抗震性和抗冲击性。
那么,陶瓷轴承是如何制造出来的呢?下面我们来介绍一下:一、材料准备在制造陶瓷轴承时,需要用到高性能陶瓷材料。
这些材料通常包括氧化铝、氮化硅、氧化锆等。
这些材料的特点是具有高硬度、高密度、高强度、高耐磨、高耐高温等优点,适用于各种高强度、高温的应用场合。
在工厂中,通过高效压制设备进行成型,并进行必要的烧结处理,以获得所需的材料性能。
二、制造过程1、加工打磨在陶瓷轴承制造的初期阶段,需要进行加工和打磨等工作,使得外形和尺寸能够符合规定的标准。
加工和打磨时,需要使用高精度、高速度的机器和设备,来确保精度的达到要求。
陶瓷材料的硬度较高,所以这一阶段的加工需要采用钻石、氧化铝等硬度高的工具来进行加工。
2、装配在加工完成后,需要将陶瓷轴承中的各个部分进行组装。
通常采用的是把金属壳和陶瓷球配对进行组装。
通常采用的方法是将金属壳进行加工,以便于陶瓷轴承的容纳,接着,将一个陶瓷球放入金属壳中,并使用专用的装配设备进行轴承的组装。
组裝后的立體性能测试尤為重要,有助於發現最小的負面因素以優化產品性能。
3、检验测试轴承加工完成后,需要进行测试以确保尺寸精度和轴承运行质量问题。
这个过程主要依靠先进的检测设备和检测技术,对陶瓷轴承的各种性能指标进行检测和测试。
这些检测仪器能够测量轴承的旋转阻力、变形、噪声、摩擦力等各种性能指标。
若檢測的結果達不到預期標準,則需要進行再次加工和打磨,以維護製品的品質。
综上所述,制造陶瓷轴承工艺复杂,需要先进的加工和烧结设备、高效的加工和打磨和装配工序以及精密的测量和检测设备。
焊烤之後的陶瓷材料的硬度高,抗磨損、耐高溫,具有非常出色的磨损性能,是一种非常高效的轴承材料。
陶瓷轴承的加工工艺流程
陶瓷轴承的加工工艺流程
陶瓷轴承的加工工艺流程主要包括以下几个步骤:
1. 选材:根据不同的工作条件和要求,选择适合的陶瓷材料,如氧化铝陶瓷、氮化硅陶瓷等。
2. 粉体制备:将所选材料研磨成合适的粉体,通常采用球磨法或湿法研磨。
3. 成型:将粉体通过注浆、压制、注射等方式进行成型,得到初步具有形状的坯体。
4. 烧结:将成型后的坯体放入烧结炉中进行高温处理,使其达到一定的烧结密度和力学强度。
5. 加工:对烧结后的陶瓷坯体进行细部加工,包括车削、磨削、磨光等工序,以达到规定的尺寸和精度要求。
6. 清洗和检测:清洗加工后的陶瓷轴承,去除表面杂质,并进行质量检测,包括尺寸、形状、硬度、粗糙度等指标的检测。
7. 组装和调试:将加工完成并经过检测合格的陶瓷轴承组装到设备或机械中,并进行调试和精确安装。
8. 表面涂层:根据具体要求,对陶瓷轴承进行表面涂层处理,以提高其耐磨性、润滑性和耐腐蚀性。
9. 包装和出厂:对加工完成的陶瓷轴承进行包装,保护其表面免受损坏,并按照客户要求进行出厂。
需要注意的是,不同类型和用途的陶瓷轴承的加工工艺流程可能会有所差异,上述流程仅为一般性的概述。
在实际加工过程中,还需要根据具体情况进行调整和优化。
图5-2 轴承生产工艺流程及产污环节图图5-3 冶金设备(非标件)生产 ...
27
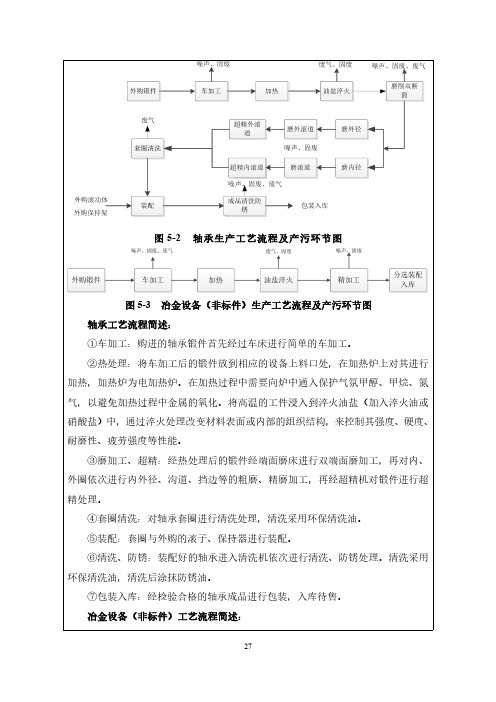
图5-2轴承生产工艺流程及产污环节图
图5-3冶金设备(非标件)生产工艺流程及产污环节图
轴承工艺流程简述:
①车加工:购进的轴承锻件首先经过车床进行简单的车加工。
②热处理:将车加工后的锻件放到相应的设备上料口处,在加热炉上对其进行加热,加热炉为电加热炉。
在加热过程中需要向炉中通入保护气氛甲醇、甲烷、氮气,以避免加热过程中金属的氧化。
将高温的工件浸入到淬火油盐(加入淬火油或硝酸盐)中,通过淬火处理改变材料表面或内部的组织结构,来控制其强度、硬度、耐磨性、疲劳强度等性能。
③磨加工、超精:经热处理后的锻件经端面磨床进行双端面磨加工,再对内、外圈依次进行内外径、沟道、挡边等的粗磨、精磨加工,再经超精机对锻件进行超精处理。
④套圈清洗:对轴承套圈进行清洗处理,清洗采用环保清洗油。
⑤装配:套圈与外购的滚子、保持器进行装配。
⑥清洗、防锈:装配好的轴承进入清洗机依次进行清洗、防锈处理。
清洗采用环保清洗油,清洗后涂抹防锈油。
⑦包装入库:经检验合格的轴承成品进行包装,入库待售。
冶金设备(非标件)工艺流程简述:。
轴上轴承处镀陶处理方法-概述说明以及解释
轴上轴承处镀陶处理方法-概述说明以及解释1.引言1.1 概述轴承是机械设备中常见的关键部件,它在旋转机构中起着支撑和导向作用。
然而,由于轴上轴承处的运动状态以及受力情况,往往容易导致该部位的磨损和疲劳,从而降低了设备的性能和寿命。
为了解决这一问题,一种常见的方法是在轴上轴承处进行镀陶处理。
镀陶处理是一种在金属表面形成陶瓷涂层的表面处理技术。
通过在金属表面形成坚硬、耐磨、耐腐蚀的陶瓷涂层,可以显著改善轴上轴承处的磨损和疲劳性能,从而延长设备的使用寿命。
本文将介绍轴上轴承处镀陶处理的方法,并重点讨论问题的解决关键技术点。
首先,我们将详细介绍镀陶处理的原理和工艺流程。
然后,我们将探讨轴上轴承处存在的问题,例如磨损、疲劳等,并分析造成这些问题的原因。
最后,我们将重点关注解决问题的关键技术点,如陶瓷涂层材料的选择、表面预处理方法以及涂层的制备工艺等。
通过本文的研究,我们期望能够为轴承的改善和性能提升提供技术支持和指导。
在未来的发展中,我们相信轴上轴承处镀陶处理将成为一种重要的技术手段,为设备的可靠性和寿命提供有效的保障。
在结束语中,将对本文的主要观点进行总结,并对未来发展的前景进行展望。
1.2 文章结构文章结构部分的内容应该包括对整篇文章的组成部分以及各个部分之间的关系进行说明。
文章结构分为引言、正文和结论三个部分。
引言部分主要是对整篇文章的背景和目的进行介绍。
其中概述部分可以简要描述轴上轴承处镀陶处理方法的重要性以及相关应用领域。
文章结构部分可以详细说明本篇文章包含的各个部分和其主要内容。
正文部分是对轴上轴承处镀陶处理方法进行介绍和分析的核心部分。
其中包括镀陶处理方法的介绍,轴上轴承处存在的问题,以及解决这些问题的关键技术点的讨论。
这部分内容应该清晰、逻辑性强,并且要对所述问题和技术点进行详细阐述和分析。
结论部分主要是对整篇文章进行总结,并对未来发展进行展望。
其中总结部分可以对镀陶处理方法的应用价值和存在的问题进行概括,对解决问题的关键技术点进行总结。
轴承主要加工的流程

轴承主要加工的流程轴承主要加工流程那可太有趣啦,就像一场精心策划的美食制作之旅呢。
一、毛坯制造。
轴承的诞生呀,得先有个毛坯。
这就像是盖房子得先有个地基一样。
毛坯制造有很多方法哦。
一种常见的是锻造,就像打铁一样,把原材料加热后用大力气锤打或者挤压,让它变成我们想要的大概形状。
这过程可火热啦,材料在高温下变得软软的,任由工具把它塑造成型。
还有一种是铸造,把液态的金属倒入模具里,等冷却后就有了毛坯的模样。
铸造就像是做蛋糕,把面糊倒入模具,出来就是个蛋糕坯子的感觉。
不过铸造可能会有一些小气孔之类的问题,就像蛋糕里可能会有小气泡一样,所以后续加工还得更细致些。
二、车削加工。
有了毛坯,就开始车削啦。
这一步可重要啦。
车削的时候,那机床就像一个超级精确的大厨在切菜。
把毛坯放到车床上,车刀就开始对它进行加工。
车刀会把毛坯的多余部分一点点切掉,让它的尺寸变得更精确。
比如说要把轴承的外圈或者内圈车到规定的直径和厚度。
车削的精度要求很高哦,就像做寿司,每一片紫菜和米饭的比例都得恰到好处。
如果车削的尺寸不对,后面的工序可就麻烦啦。
而且车削的时候还得注意表面粗糙度,就像给一块木头打磨,要让表面光滑滑的,这样轴承在使用的时候才不会有太多摩擦。
三、热处理。
热处理就像是给轴承来一场神奇的变身魔法。
把车削好的零件加热到一定温度,然后再用不同的方式冷却。
这个过程能让轴承的性能大大提升。
比如提高它的硬度和耐磨性。
就像把一块普通的铁变成超级坚硬的钢铁侠一样。
如果没有热处理这一步,轴承可能就很容易磨损,用不了多久就坏掉啦。
不过热处理也得把握好火候,温度高了低了,冷却快了慢了,都会影响轴承的最终性能。
这就像烤蛋糕,温度和时间没掌握好,蛋糕要么没烤熟,要么就烤焦了。
四、磨削加工。
磨削加工可是让轴承变得超级精致的一步。
这时候用砂轮来对轴承进行打磨。
就像用细砂纸打磨一件艺术品一样。
磨削可以把轴承的表面加工得非常光滑,精度也能达到很高的程度。
内圈、外圈还有滚动体都需要经过磨削。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴承陶瓷的工艺流程
轴承陶瓷的工艺流程如下:
1. 原料准备:选择适合的陶瓷原料,通常为氧化铝或氮化硅等陶瓷粉末。
2. 混合:将陶瓷粉末与其他添加剂进行混合,以提高陶瓷材料的性能和加工性能。
3. 成型:采用压制、注塑等方法将混合后的陶瓷粉末制成所需形状的坯体。
4. 烧结:将成型后的陶瓷坯体在高温环境下进行烧结,使其粒子结合并形成致密的结构,提高强度和硬度。
5. 放冷:烧结后的陶瓷坯体冷却到室温。
6. 机械加工:对冷却后的陶瓷坯体进行必要的机械加工,例如车削、镗削等,以达到精确尺寸和平滑的表面。
7. 清洗:将加工后的陶瓷轴承进行清洗,去除残留的杂质和金属粉末等。
8. 组装:将陶瓷轴承的各个部件组装在一起,加上润滑剂等,以确保正常运转。
9. 检验:对组装好的陶瓷轴承进行严格的检验和测试,确保其质量符合标准要求。
10. 包装:对合格的陶瓷轴承进行包装,防止在运输和储存过程中受到损坏。
以上是通常的轴承陶瓷工艺流程,具体工艺和步骤可能会因不同厂家和产品而有所差异。