佐敦油漆工艺918.914
佐敦净味健康底漆- 技术数据表(中文)说明书

佐敦净味健康底漆本产品是水性改性丙烯酸抗碱封闭底漆。
本产品100%不含有APEO本产品为特别设计的用于内墙的底漆。
在混凝土、水泥灰和石材表面颜色白色体积固体含量37± 2体积%5L 和 15 L 包装规格备注使用前充分搅拌适合刷涂,滚涂,无气喷涂或者有气喷涂喷嘴孔径0.021–0.027"喷涂扇面夹角65–85°喷嘴压力140 - 190 kg/cm² (2100 psi)漆膜厚度会有不同,此处为平均厚度。
湿86114-微米干燥3040微米-微米微米水涂料在充分搅拌后便可使用. 如果需要稀释,最多能加水15%底材的温度应不低于10摄氏度,且要高于空气露点温度3摄氏度,需在底材附近测试温度和相对湿度。
要求通风环境良好。
封闭区域内要保证干燥充分。
干燥时间取决于空气流通条件,温度,漆膜厚度,施工道数。
并且会受相应的影响。
表格中给出的数据是基于:良好通风环境(暴露于户外或空气自由流通)普通漆膜厚度在惰性底材上面的一道涂层所给数据仅作为指导。
实际的干燥时间和复涂前时间也许更长或更短,这取决于环境温度、膜厚、通风、下层油漆系统、早期搬运要求和机械力等1。
建议给出的数据适用于相同类型涂料的覆涂.2。
多道涂层施工时,干燥时间受数量、顺序及之前涂装漆层的厚度的影响.相对湿度(RH) 50%硬干8 小时 6 小时 4 小时4 小时1 小时2 小时固化底材温度10 ℃23 °C40 °C底材需要保持完整,干净,整洁,干燥,表面没有灰尘,油脂,水泥等。
脱漆剂的所有痕迹必须清理干净。
施工前用合适的磨砂材料轻微打磨。
清理掉产生的灰尘和疏松的颗粒。
佐敦净味健康底漆: 1涂层爱朗士佳耐净味内墙漆 or 金百士净味防霉内墙漆 : 2 道根据具体使用部位,可以指定其他配套。
必须按照国家规定储存。
储存环境应干燥、阴凉、通风条件好,远离热源和火源。
包装容器必须保持密闭。
佐敦油漆使用说明书
佐敦油漆使用说明书产品介绍佐敦油漆是一种高质量的涂料,适用于室内和室外的各种表面。
它具有优异的遮盖力、耐久性和美观效果,可以为您的家居或商业空间提供出色的装饰效果。
本说明书将详细介绍佐敦油漆的使用方法和注意事项,以确保您能够正确地使用该产品。
使用方法准备工作在开始涂刷之前,请确保表面干燥、清洁,并且没有任何松动或破损的部分。
如果需要修复任何缺陷,请在涂刷之前进行修补。
涂刷工具对于大面积的涂刷工作,建议使用滚筒刷。
对于边角和细节部分,可以使用小型刷子进行精细处理。
确保选择合适尺寸和类型的刷子,以获得最佳效果。
涂料搅拌在开罐前,请用搅拌棒充分搅拌涂料,以确保颜色均匀混合,并使其达到最佳状态。
搅拌时应注意不要产生过多气泡。
涂刷技巧1.将涂料倒入适当的容器中,以方便使用。
2.使用刷子或滚筒沾取适量的涂料,并在表面上均匀涂抹。
3.涂刷时要注意力度和速度的控制,以避免涂料流淌或出现不均匀的斑块。
4.涂刷方向应保持一致,以获得更加平滑和一致的效果。
5.对于需要多层涂刷的部分,每层之间应等待足够时间干燥后再进行下一层的涂抹。
注意事项1.请在通风良好的环境中使用佐敦油漆,避免长时间吸入挥发性有机化合物。
2.请避免直接接触皮肤和眼睛。
如不慎接触,请立即用清水冲洗,并寻求医生帮助。
3.在使用过程中,请保持远离明火和高温物体,以防止发生火灾或爆炸事故。
4.请将本产品放置在儿童无法触及的地方,以免误食或误用。
5.如果意外吞咽了佐敦油漆,请立即就医,并将产品包装或标签带至医生处。
清洁与保养在使用完毕后,请立即用清水清洗刷子和其他涂刷工具,以免油漆干固。
如果需要保存剩余的涂料,请确保密封容器,并存放在阴凉干燥的地方,远离阳光直射。
常见问题解答以下是一些常见问题的解答,供您参考: 1. Q: 佐敦油漆是否适用于室外使用?A: 是的,佐敦油漆适用于室内和室外各种表面。
2.Q: 涂刷后多久可以进行第二遍涂刷? A: 涂刷时间取决于温度和湿度等环境因素。
佐敦乳胶漆 主要成分
佐敦乳胶漆主要成分
佐敦乳胶漆是一种常用的墙面漆,其主要成分包括以下几种:
- 基料(成膜物):合成树脂乳液(苯丙、醋丙、纯丙、硅丙等)。
作用是将颜料和填料粘合在一起并附着在物面上成膜。
- 颜料:钛白粉、氧化锌、锌钡白(BaSO4·ZnS)及其他颜料。
作用是为涂膜提供颜色。
- 填料:碳酸钙(轻质碳酸钙/轻钙/轻钙粉、重质碳酸钙/重钙/重钙粉)、滑石粉、高岭土等。
作用是增加涂膜厚度,提高涂膜的耐久性、耐磨性等。
- 溶剂:水。
作用是溶解与稀释涂料成膜物,也可以降低涂料的粘度。
- 助剂:分散剂、润湿剂、增稠剂、成膜助剂、防霉剂等。
作用是提高涂料的加工性能、施工性能等。
这些成分经过科学的配比和混合,形成了佐敦乳胶漆的独特品质和性能,为消费者提供了可靠的墙面装饰选择。
在使用时,建议按照包装上的说明进行操作,以确保涂刷效果和健康安全。
佐敦油漆技术服务授课资料PPT课件

钢板抛丸预处理流水线的工艺流程图
钢板
校平机
除尘器 预加热
漆雾过滤器
粉
漆
尘
雾
排风
溶 剂
抛丸室
自动涂漆机
后加热器
起吊
辊道运输
第5页/共68页
(一)钢板校平
钢板运输过程中或经过长期的堆放后,会产生变形,在工件制作中,影 响加工精度,所以应对钢板进行校平处理。经过校平可以将钢板表面氧化皮 松散部分脱落,对后道抛丸有很大好处,同时校平机能力各有不同一般5mm — 30mm为宜。
• 喷砂后把光滑试板用胶带固定在钢板上,通常放置三块(如图示)
• 对电子式测厚仪先进行校正。
• 喷漆干燥后取下试板进行测量。
• 通常按喷砂后要达到规定的干膜厚度在光滑试板上测量要高于规定值(见表)
• 对放置试板的位置要立即补涂。
干膜测量试板放置
粗糙度与漆膜厚度的关系
光滑试板 R2=40微米 R2=75微米
第21页/共68页
表面处理
• 超高压淡水清洗(一般船上使用)
* 去除盐份 * 去除海生物 * 松动的旧涂层 * 去除锈 * 氧化皮
• 手工和动力工具
手工:拷铲榔头、铲刀、刮刀、钢丝刷、手工砂皮纸。
动力工具 • 风动打锈锥(梅花锥) • 直柄砂轮机Ø25 -150的各种砂轮,及可装上笔型钢丝刷用于狭
• 保持好叶轮转速,不让钢砂抛射速度过快过慢,并且要控制钢砂的抛丸量。 • 调整好钢丸和棱角砂的配比。 • 钢丸和棱角砂直径、磨料颗粒度大小 • 控制好抛头与钢板角度和距离。
第14页/共68页
粗糙度图片
喷砂粗糙度
喷丸粗糙度
第15页/共68页
(九)预处理车间底漆干膜测量方法
(施工方案)佐敦油漆施工工艺建议书
(施工方案)佐敦油漆施工工艺建议书(可以直接使用,可编辑优秀版资料,欢迎下载)表面处理除氧化皮和锈型材及厚度大于或等于6mm的钢板涂漆前进行抛丸处理,达到Sa2。
5级(IS0 8501-1),粗糙度达到中级(IS08503—2),当抛丸操作不可行时,可用喷砂或酸洗代替抛丸操作;当钢板厚度小于6mm时,可打磨至St 3级涂装前表面用溶剂、布、金属刷或压缩空气除去水、油、灰尘和其它杂质,仅痕迹允许残留,施工条件涂装工作应在油漆说明书规定的环境要求下进行。
钢板表面温度一般至少高于露点3℃。
相对湿度应低于85%涂装方式一般油漆采用无气喷涂,在喷涂不可行的地方可以使用刷涂或辊涂。
对于自由边,手焊缝,加强材背面,坡口和扇形区域等部位,应进行预涂,预涂应从第二道漆开始。
复涂及涂层修补要求复涂前或涂装工作完成之后,应对不合格或损坏的涂装区域涂层进行修补具体的施工油漆施工工艺总则:施工过程、施工质量的控制是油漆系统实现应有的防腐系统设计效果及外表美观的重要环节,所以在涂装施工中应严格按照工艺要求进行施工。
本工艺是为涂装施工所制定的施工指导工艺。
一. 施工程序1。
油漆配套按照此项目的防腐蚀及规格书中的要求,并根据佐敦的相应油漆产品,推荐油漆配套如下:配套1:塔筒外壁:2.表面处理2。
1 表面处理前钢结构缺陷处理:钢结构缺陷的存在会影响油漆的附着,导致油漆不能发挥其最佳的防腐性能,在这些区域会导致过早的锈蚀出现,因此,在进行表面处理前必须要对钢结构上的缺陷进行处理,以减少或消除结构缺陷对涂装质量的影响。
结构缺陷的处理可以依据ISO8501-3之规范要求进行:F. 气割边:过分不规则的手工气割边表面必须打磨。
结构缺陷的实例照片:尖锐的自由边需要倒角,以使其圆滑过渡焊豆、飞溅、气孔、不规则焊缝等焊接缺陷气孔间断焊结构缺陷处,油漆难以完全覆盖底材表面,漏涂、过薄处很快会出现锈蚀,影响涂层的整体防腐蚀效能,所以在表面处理前应尽量修补、去除。
佐敦油漆配比及对应稀释剂
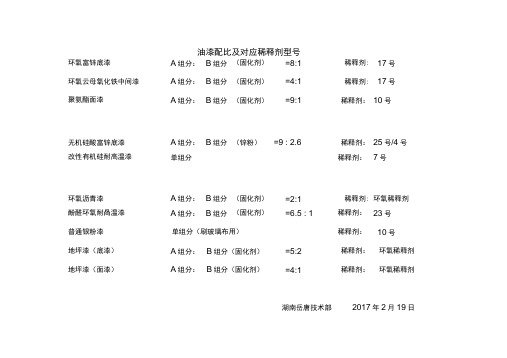
油漆配比及对应稀释剂型号
环氧富锌底漆A组分:B组分(固化剂)=8:1稀释剂: 17号
环氧云母氧化铁中间漆A组分:B组分(固化剂)=4:1稀释剂: 17号
聚氨酯面漆A组分:B组分(固化剂)=9:1稀释剂:10号
无机硅酸富锌底漆A组分:B组分(锌粉)=9 : 2.6稀释剂:25号/4号改性有机硅耐高温漆单组分稀释剂:7号
环氧沥青漆A组分:B组分(固化剂)=2:1稀释剂: 环氧稀释剂酚醛环氧耐咼温漆A组分:B组分(固化剂)=6.5 : 1稀释剂:23号
普通银粉漆单组分(刷玻璃布用)稀释剂:10号
地坪漆(底漆)A组分:B组分(固化剂)=5:2稀释剂:环氧稀释剂地坪漆(面漆)A组分:B组分(固化剂)=4:1稀释剂:环氧稀释剂
湖南岳唐技术部2017年2月19日。
佐敦常用漆对照表 工艺
铝色、浅灰 色
依据色卡生 产,或采用工
业调色机 (MCI)进行
调色
灰色、红色 铝色
铝色红 黑色、绿色
浅黄色 浅红色
灰色、浅黄 色、红色
灰色 红色 浅黄色 浅红色
6.5
1
4
1
7
1
常温型固化剂
4
1
冬用型固化剂
6
1
4
1
快干环氧云铁漆 Penguard Express M1O 灰色、红色 4
1
快干环氧中间漆 M20
冬用型固化剂 定的干膜厚度) 湿膜厚度95-250μm,典型厚度125μm 固化剂
随温度升高而缩短
辊涂(必须达到规 定的干膜厚度)
干膜厚度75-200μm,典型厚度100μm 湿膜厚度105-280μm,典型厚度140μm
冬用型 固化剂
23℃
4h
无气喷涂或 常规喷涂
喷嘴孔径:0.46-0.58mm 喷嘴压力:150kp/c㎡
无气喷涂或
喷嘴孔径:0.38-0.48mm
有机硅耐热漆
Solvalitt Midtherm
铝色、红色 、黑色、白
色
单组份
佐敦7号 稀释剂
/
常规喷涂
喷嘴压力:150kp/c㎡
/
/
干膜厚度20-40μm,典型厚度30μm 刷涂(在预涂和小 湿膜厚度60-120μm,典型厚度90μm
铝色
面积涂装时使用) 干膜厚度20-40μm,典型厚度30μm 其它颜
Penguard Midcoat M20
浅黄色、浅 灰色、白色
4
1
环氧连接漆
Penguard Tie Coat 100 红色
JOTUN佐敦油漆比重表
佐敦工业防腐漆产品一览表环氧富锌底漆Barrier ZEP 环氧富锌底漆54 1.79A:1.92 B:0.94混合1.8140/50/9013.5/10.8/64h No.178:01415可以和大部分高性能涂料配合使用,提高防腐性能。
中间漆用 Penguard expressBarrier 环氧富锌底漆0BX 53 2.5A:2.98 B:0.92混合2.4525/40/9021.2/ 13.3/5 1.5h No.173:012417.5可以和大部分高性能涂料配合使用,提高防腐性能.(符合SSPC油漆20之2级和ISO 12944的成分要求。
也可根据订单采用符合ASTM520(之)II类的锌粉定制。
)Barrier 80环氧富锌底漆61 2.53A:3.07 B:0.94混合2.5440/50/9015.3/12.2/6.8 1.5h No.173:1129环氧富锌底漆Barrier 80是一种高锌含量双组分环氧富锌底漆,符合SSPC标准-20油漆中锌粉含量等级2和国际标准ISO 12944有关锌粉底漆的成分要求。
也可以根据客户要求,采用符合ASTM D520标准的II类锌粉定制Barrier 77环氧富锌底漆OBZ 53 2.18A:2.70 B:0.92混合2.2525/50/7521.2/10.6/7.1 1.5h No.173:01249能和大多数油漆配套,增强耐久性。
(符合SSPC油漆20之2等级的成分要求。
也可以根据定单采用符合ASTM D520(之)II类型的锌粉。
)Barrier 77 CN 环氧富锌底漆 0GY 53 2.18A:2.70 B:0.92混合2.2625/50/7521.2/10.6/7.11h No.173:112 6.75/2.25环氧富锌底漆0GY(Barrier 77 CN)是一种双组分环氧富锌底漆,符合SSPC标准-20油漆中锌粉含量等级2有关锌粉底漆成分的要求。
佐敦油漆配比及对应稀释剂
油漆配比及对应稀释剂型号
环氧富锌底漆A组分:B组分(固化剂)= 8:1 稀释剂:17号
环氧云母氧化铁中间漆A组分:B组分(固化剂)= 4:1 稀释剂:17号
聚氨酯面漆A组分:B组分(固化剂)=9:1 稀释剂:10号
无机硅酸富锌底漆A组分:B组分(锌粉)= 9 : 2.6 稀释剂:25号/4号
改性有机硅耐高温漆单组分稀释剂:7号
环氧沥青漆A组分:B组分(固化剂)= 2:1 稀释剂:环氧稀释剂
酚醛环氧耐高温漆A组分:B组分(固化剂)=6.5 : 1 稀释剂:23号
普通银粉漆单组分(刷玻璃布用)稀释剂:10号
地坪漆(底漆)A组分:B组分(固化剂)=5:2 稀释剂:环氧稀释剂
地坪漆(面漆)A组分:B组分(固化剂)=4:1 稀释剂:环氧稀释剂
湖南岳唐技术部2017年2月19日。
佐敦涂料 低表面处理环氧底漆70组份A 产品说明书
液体。
产品类型应急咨询电话(带值班时间)::企业标识:化学品的推荐用途和限制用途产品代码:35682中国化学事故应急服务 Tel: +86 532 83889090佐敦涂料(张家港)有限公司中国江苏扬子江国际化学工业园南海路39号 215634电话: +86 512 58937988传真: +86 512 58937986Jotun Coatings (Zhangjiagang) Co. LtdNO.39 Nanhai Road Jiangsu Yangtze River International Chemical Industry Park,Jiangsu Province 215634 China Tel: +86 512 58937988Fax: +86 512 58937986中远佐敦船舶涂料(青岛)有限公司中国山东省青岛市高新技术产业开发区春阳路南侧、华贯路东侧, 266109总机电话: +86-532-68689888总机传真: +86-532-66726750Jotun COSCO Marine Coatings (Qingdao) Co. Ltd.South of Chunyang Road and East of Huaguan Road, Qingdao National High-tech Industrial Development Zone, Qingdao 266109, China Tel: +86-532-68689888Fax: +86-532-66726750产品名称Jotamastic 70 Comp A :低表面处理环氧底漆70 组份A产品描述:油漆。
易燃液体 - 类别 3皮肤腐蚀/刺激 - 类别 2严重眼损伤/眼刺激 - 类别 2A 皮肤致敏物 - 类别 1危害水生环境一长期危险 - 类别 3危险性类别:信号词:警告.象形图:GHS标签要素H319 - 造成严重眼刺激。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东达驰
工 艺 守 则 0DB.918.914 电气有限公司 佐敦油漆工艺 共4页 第1页 1 、适用范围
本工艺守则适用于佐敦油漆材料工艺要求。
2、设备、工具、量具
2.1 设备:喷涂室、烘房、行车、挂钩、钢丝绳、棉纱绳、压缩空气管路、空气压缩机、油水分离器、喷漆架等。
2.2 工具:无气喷涂机、凿子、钢铲、锉刀、钢丝刷、砂布、漆刷、刮灰板、油漆过滤网、防毒口罩等。
2.3 量具:4#福特杯、漆膜测厚仪、电子秤、温湿度计。
3、工艺准备
涂装前的表面处理、技术要求、涂装前准备,详见“涂装通用技术及检测要求0DB.918.899”。
3.1结构处理
除锈之前,应当检验结构的焊接和外观,以发现存在的结构缺陷并通知上道工序及时处理: (1)自由边、角应当使用磨机处理至R≥2毫米
(2)清除所有的焊渣、飞溅和焊豆
(3)咬边和气孔应当补焊并磨平
(4)存在的钢材表面翘皮应当磨除
(5)手工焊缝应当打磨处理以减少尖锐的表面存在
3.2喷砂用磨料
喷射用磨料要干燥,无油污,清洁无杂物,不能对涂料的性能有影响。
磨料的导电率将不得到高于250 s/cm。
喷砂磨料应达到要求的清洁度,和表面粗糙度而没有磨料粉末留在被清洁的表面。
磨料的大小要能够产生规定涂料系统要求的粗糙度。
表面粗糙度级别根据ISO8503进行评估。
喷砂时注意防止油或水对喷砂后钢材表面的污渍。
空压机必须安装油水分离器。
3.3喷砂
钢材表面要求喷砂清理到ISO 8501-1 Sa 2½。
粗糙度达到ISO8503-2“中等的要求”Ry5 50-85微米。
资 料 来 源 编制
审核
审定
标记 处数 更改文件号 签 字 日 期编制部门 工艺部 职务 签 字 日 期
工 艺 守 则 0DB.918.914 山东达驰
电气有限公司 佐敦油漆工艺 共4页 第 2 页 喷砂后准备涂漆的钢材表面要清洁、干燥,无油脂,保持粗糙度和清洁度直到第一度漆喷涂。
所有灰尘要求彻底清理,根据ISO8502-3灰尘量要小于2级。
表面处理后4个小时内,钢材表面在返黄前,就要涂漆。
如果钢材表面有可见返锈现象,变湿或者被污染,要求重新清理到前面要求的级别。
4、油漆施工工艺过程
4.1天气条件
涂料在施工时,环境的持续温度高于5℃相对湿度不能超过85%,并且钢板温度必须高于露点3℃以上。
雨天,下雪天、大风和大雾环境时,不能进行涂漆作业。
4.2施工方法
推荐使用高压无气喷涂的方法进行施工。
刷涂和辊涂只能用于预涂工作和小面积修补。
对于边、角、手工焊缝和其它喷涂不易达到的部位采用刷涂的方法进行预涂。
4.3油漆混合
高性能的环氧树脂和聚氨酯涂料分两个包装,记着一定要按比例混合一套涂料,一套涂料混合好后,必须在规定的混合使用寿命内用完。
先使用机械搅拌器搅拌基料A组分,把全部的固化剂倒入基料中,机械搅拌均匀。
双组份油漆的主漆和固化剂混合后有一定的使用时间限制。
超过使用时间后油漆会逐渐变得难以施工,直至完全不能施工。
因此要注意用多少就混合多少, 以免造成浪费。
4.4熟化时间
环氧双组份涂料,混合后,要放置熟化一定时间后才能使用。
请参考说明书。
混合使用时间4.5双组份涂料,如果超过规定的混合使用时间,涂料将不可以再使用。
具体时间请参考技术说明书。
4.6 双组份油漆的配比
主漆与固化剂的比例是经过计算和经验得出的最佳配合比,一定要严格遵守。
现将各漆的混合比以及混合后使用时间,涂装过程应当按照油漆配套和油漆供应商的产品技术说明进行。
标记 处数 更改文件号 签 字 日 期标记 处数 更改文件号 签 字 日 期
工 艺 守 则 0DB.918.914 山东达驰
电气有限公司 佐敦油漆工艺 共4页 第3 页
*注:(1)主漆和固化剂混合后,一定要搅拌至完全混合均匀才能使用.
(2)底漆配比:环氧富锌底漆2T8组分A(低铅锌粉):环氧富锌底漆2T8组分B=8:1 混合后密度1.8kg/L 固体含量54%
(3)中间漆:快干环氧厚浆膜漆白色组分A: 快干环氧漆系组分B=4:1
混合后密度1.6kg/L 固体含量74%
(4)面漆:脂肪族聚氨酯面漆1组份A: 脂肪族聚氨酯面漆组份B=10:1(海灰)
混合后密度1.3kg/L 固体含量63%
脂肪族聚氨酯面漆浅灰RAL 9002组份A (白色)
脂肪族聚氨酯面漆漆基1组份(黄色)
湿膜厚度=干膜厚度/固含量
(5)油漆配合后存放时间23℃时2小时,随温度升高而缩短。
(6)根据使用喷头(枪)和个人操作增减稀释剂,佐敦10号稀释剂只用于面漆,佐敦17号稀释剂用于底漆和中间漆,而不能混用。
4.7一般环境条件下干膜厚:底漆60μm; 中间漆120(80-150)μm;面漆60μm。
防腐等级越高中间漆干膜越厚,一般为200μm.
体 积 混 合 比
油 漆 名 称
主漆 (A) 固化剂 (B)
混 合 后 使 用 时 间(23℃)
环氧富锌底漆 13.33L 1.67L 4小 时(随温度升高而缩短)
快干环氧厚浆漆 16L 4L 2小 时(随温度升高而缩短)
通用耐磨环氧漆 15L 5L 1.5小 时(随温度升高而缩短)
聚氨酯面漆 18L 2L 4小 时(随温度升高而缩短)
标记 处数 更改文件号 签 字 日 期标记 处数 更改文件号 签 字 日 期
工 艺 守 则 0DB.918.914 山东达驰
电气有限公司 佐敦油漆工艺 共4页 第 4 页 4.8涂层的干燥和固化
施工完后,涂层在未完全固化的情况下,不益承受机械应力。
油漆固化过程中,应保持良好通风。
涂层固化前,应当避免接触水气。
否则,表面将产生白化现象。
涂层表面存在白化现象时,使用稀释剂和打磨方式去除。
底漆、中间漆喷涂后,一般自然干燥1小时后进炉烘干,70℃烘干0.5~1小时。
4.9下一涂层覆涂时,要检测前一度涂层的干燥和固化状态。
只有达到产品说明书中规定的最小覆涂间隔,才可施工后续涂层。
检查并记录涂层与涂层之间的覆涂间隔时间。
当覆涂间隔时间超过产品的最大覆涂间隔时或涂层曝露于室外过长时间,表面存在锌盐、粉化、污物和老化层时,应当采用表面拉毛的方式清理表面,以给后续涂层提供一个良好的基材。
5、修补
涂层破损后的补漆,要根据破损程度打坡口后补漆,涂层的修补应当按照规定的施工工艺和油漆配套执行。
如破损露工件材料本色,应按涂装顺序逐一按涂层顺序修补。
对于局部的机械损伤,可以采用机械工具打磨到St3级。
修补时,可采用喷涂或刷涂的方式。
喷涂时,需注意对其它区域涂层的保护,避免干喷或漆雾等现象的产生。
刷涂时,应当意识到,需要多遍才可达到规定的膜厚。
6、检查及注意事项
6.1检查表面是否存在涂层缺陷,诸如:流挂、针孔、起泡等等。
如有涂层缺陷,应当采取相应的措施进行修补,记录后,才可施工后续涂层。
6.2施工过程中检测湿膜厚度以控制漆膜的干膜厚度的均匀性。
附件喷涂与主体喷涂工艺流程应要求一致。
6.3记录下不同部位使用的油漆状况、选用的稀释剂、油漆主剂和固化剂以及稀释剂的批号。
记录下配比方法、混合时间和顺序及熟化时间。
6.4所有使用的设备必须正确接地。
这包括,但不仅限于空压机,喷砂和喷涂设备。
标记 处数 更改文件号 签 字 日 期标记 处数 更改文件号 签 字 日 期。