自攻螺钉螺钉柱设计规范
自攻螺钉通用技术条件
自攻螺钉通用技术条件自攻螺钉通用技术条件1.范围本标准规定了自攻螺钉(包括不锈钢自攻螺钉)的技术要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于空调器、除湿机、空气净化机及与这些产品有关的供应厂商配套的零部件用自攻螺钉,包括锌铬镀层螺钉(俗称达克罗螺钉)和无铬达克罗镀层螺钉。
2.规范性引用文件本标准涉及的规范性引用文件有:GB/T 90.1~2-2002紧固件验收检查、标志与包装;GB 845-1985十字槽盘头自攻螺钉;GB 846-1985十字槽沉头自攻螺钉;GB 847-1985十字槽半沉头自攻螺钉;GB 944.1-1985螺钉用十字槽;GB 1771-1991色漆和清漆耐中性盐雾性能的测试;GB 3098.5-2000紧固件机械性能自攻螺钉;GB 4340.1-1999金属维氏硬度试验方法;GB5267-2002螺纹紧固件电镀层;GB 5280-2002自攻螺钉用螺纹;GB 5282-1985开槽盘头自攻螺钉;GB 5283-1985开槽沉头自攻螺钉;GB 5284-1985开槽半沉头自攻螺钉;GB 5285-1985六角头自攻螺钉;GB/T -2002锌铬涂层技术条件;QMN-J11.001-2007逐批检查计数抽样程序及抽样表进货检验;QMN-J59.023-2006达克罗涂层(锌铬涂层)技术条件;QMN-J30.002-2007标准件设计规范;QMN-J59.038-2007无铬达克罗涂层(锌铬涂层)技术条件;QML-J11.006-2006产品中限制使用有害物质的技术标准(RoHS指令)。
3.产品分类根据头部形状,螺钉可分为六种,分别是:十字槽盘头自攻螺钉、十字槽沉头自攻螺钉、十字槽圆柱头自攻螺钉、开槽盘头自攻螺钉、开槽沉头自攻螺钉和六角头自攻螺钉。
按螺纹分,每种螺钉均有七种规格,分别是ST2.2、ST2.6、ST2.9、ST3.9、ST4.2、ST4.8和ST5.5.3.3 螺钉的分类根据尾部形状,螺钉可分为三种:C型尖头或锥头螺钉、F型平头螺钉和Z型半锥头螺钉。
螺丝及塑胶螺丝柱的设计
精选ppt
5、螺丝的材料
16
自攻螺丝的要求“外硬内韧”外表面的硬 度要求为:最小HV450(HRC45),芯部硬 度为HV270~390(HRC26-40); 自攻牙螺丝 含碳量高于机牙螺丝;
材料:AISI C1018(日标SWRCH18A) 成分:C 0.15%~0.20% Si ≤ 0.1%
精选ppt
4.5、另一种自攻螺钉
这种自攻锁紧螺钉与国13标的机制牙螺钉比较
相同点:牙距、大径、小径、牙形角完全一样。 不同点:1、自攻锁紧螺钉使用的材料含碳更高;
2、自攻锁紧螺钉的横截面是弧形三角截 面;
3、自攻锁紧螺钉前端有约10°的导向斜 度(国标)。
精选ppt
4.5、另一种自攻螺钉
14
适用范围:铸件、薄铁板及硬塑胶 优点:1、省去攻丝的设备和工序,降低了成本;
精选ppt
25
精选ppt
精选ppt
26
一、基本概念
精选ppt
27
二、不同螺纹角度的受力状况
精选ppt
28
精选ppt
29
螺钉径向应力对比
30°螺钉的 这种设计改善 了螺柱内部的
塑胶流动
精选ppt
30
精选ppt
31
30°、 45°、 60°螺钉之间的比较
1、30°螺钉对螺柱的破坏较小,更不容易滑牙 2、30°螺钉的径向应力更小,螺柱不容易破裂 3、30°螺钉螺距更大,能够更快速的打入 4、30°螺钉需要更小的拧入力矩 5、30°螺钉有效长度更长
2、缓解螺纹磨损与切削,减少了螺纹线之间的干涉, 提供了不间断的塑性流动,改善连接完整性;
螺柱通用设计规范
螺柱通用设计规范目录1、螺丝、螺母的基本介绍 (2)1.1、螺丝的分类 (2)1.2、螺丝的主要参数 (2)1.2.1、螺纹 (2)1.2.3、常见螺丝材质 (2)1.2.4、螺丝的表面处理 (3)1.2.5、螺丝相关尺寸标准 (3)1.2.6、螺丝主要机械性能参数标准 (4)1.3、螺母的分类与基本介绍 (4)1.3.1、螺母的种类 (4)1.3.3、嵌入螺母 (5)2、常见的螺丝柱类型 (7)2.1、自攻牙型塑胶螺丝柱 (7)2.2、镶螺母型塑胶螺丝柱 (9)2.3、钣金翻边螺丝柱 (9)2.4、钣金铆接螺丝柱 (9)2.5、压铸件螺丝柱 (9)3、螺丝柱的基本设计原则 (10)3.1、塑胶类螺丝柱的设计 (10)3.1.1、自攻型螺丝柱 (11)3.1.2、镶螺母型螺丝柱的设计 (12)3.2、钣金件螺丝柱的设计 (13)3.3、压铸件螺丝柱的设计 (14)3.2.1、压铸件自攻牙螺丝孔设计 (14)3.3.1、铸造工艺角 (15)3.3.2、脱模斜度 (15)3.3.3、各类合金铸件螺丝柱的铸造斜度 (15)3.3.4、压铸件螺丝柱品质重点: (15)4、塑料嵌件设计 (15)4.1、塑胶嵌入式螺母分类 (15)4.2、热压螺母、预埋螺母加工工艺 (16)4.2.1、热压螺母 (16)4.2.2、预埋螺母 (17)4.3、嵌件分类 (17)4.3.1、注塑后使用热熔/超声波压入安装 (17)4.3.2、自攻螺纹型嵌件 (18)4.3.3、膨胀型嵌件 (19)4.3.4、压入型嵌件 (19)4.3.5、模内嵌入型嵌件 (20)4.4、设计原则 (21)1、螺丝、螺母的基本介绍1.1、螺丝的分类螺丝用螺纹一般有公制机械牙螺纹(ISO)﹑三角自攻螺纹(TAP TITE)﹑铁板\木板自攻螺纹三种。
其中公制机械牙螺纹用于已预先攻牙零部件锁紧;三角自攻螺纹用于有底孔自攻锁紧;铁板\木板自攻螺纹多用于无底孔自攻锁紧场合,也可用于有底孔自攻锁紧。
螺柱设计规范
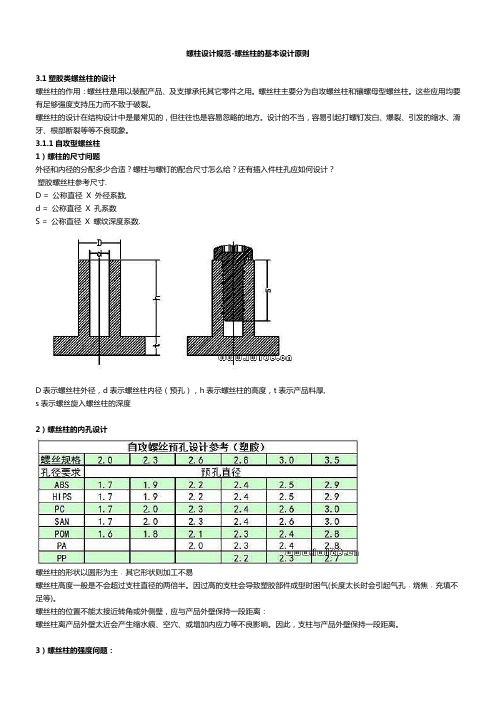
螺柱设计规范-螺丝柱的基本设计原则3.1塑胶类螺丝柱的设计螺丝柱的作用:螺丝柱是用以装配产品、及支撑承托其它零件之用。
螺丝柱主要分为自攻螺丝柱和镶螺母型螺丝柱。
这些应用均要有足够强度支持压力而不致于破裂。
螺丝柱的设计在结构设计中是最常见的,但往往也是容易忽略的地方。
设计的不当,容易引起打螺钉发白、爆裂、引发的缩水、滑牙、根部断裂等等不良现象。
3.1.1自攻型螺丝柱1)螺柱的尺寸问题外径和内径的分配多少合适?螺柱与螺钉的配合尺寸怎么给?还有插入件柱孔应如何设计?塑胶螺丝柱参考尺寸.D = 公称直径X 外径系数,d = 公称直径X 孔系数S = 公称直径X 螺纹深度系数.D表示螺丝柱外径,d表示螺丝柱内径(预孔),h表示螺丝柱的高度,t表示产品料厚,s表示螺丝旋入螺丝柱的深度2)螺丝柱的内孔设计螺丝柱的形状以圆形为主﹐其它形状则加工不易螺丝柱高度一般是不会超过支柱直径的两倍半。
因过高的支柱会导致塑胶部件成型时困气(长度太长时会引起气孔﹐烧焦﹐充填不足等)。
螺丝柱的位置不能太接近转角或外侧壁,应与产品外壁保持一段距离:螺丝柱离产品外壁太近会产生缩水痕、空穴、或增加内应力等不良影响。
因此,支柱与产品外壁保持一段距离。
3)螺丝柱的强度问题:加强筋怎么加?尺寸和形状如何定?另外也要考虑到筋位省模的问题。
螺丝柱尽量不要单独使用,应尽量连接至外壁或辅以三角加强筋,目的是加强支柱的强度及使胶料流动更顺畅。
(三角加强筋对改善薄壁支柱的胶料流动特别适用)设计螺丝柱时,增加根部R角、增加螺丝柱壁厚在一定程度上加强了螺丝柱的强度,但同时也会有缩水的风险;因此,支柱的设计须要从这两方面取得平衡。
4)螺柱的配合问题:(1)螺丝柱的口部倒斜角有利于装配时导正, 这样可以避免开始锁螺丝时易锁偏的问题.(2)跟螺丝柱配合的另一柱子口部有一个凹台,起到导向作用,可以减小螺丝一开始时的应力。
有利于两结构件的装配。
5)螺丝柱的缩水问题:胶厚不均引起的缩水、应力集中引起断裂等问题的避免和解决措施。
螺柱通用设计规范

1. 目的2. 实用范围3. 术语\定义\名词解释4 螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5. 常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
螺丝头的形状螺丝头的槽型常见螺丝材质a. 低碳钢b. SS-304c. SS-302d. 铝合金 5052d. 黄铜e. 青铜f. 锑铜其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。
自攻螺钉标准
自攻螺钉标准
自攻螺钉(Self-tapping screws)是一种常见的螺钉类型,它们的设计可以在材料中自行形成螺纹,无需先预先钻孔。
自攻螺钉可以用于连接金属、塑料和木材等材料。
以下是一些常见的自攻螺钉的标准和规格:
1. 直径(Diameter):自攻螺钉的直径通常以英寸(inch)或毫米(mm)为单位来指定。
常见直径规格有#4、#6、#8、
#10等。
直径越大,螺钉的强度和负载能力通常会增加。
2. 长度(Length):自攻螺钉的长度也通常以英寸或毫米为单位来指定。
长度应根据具体使用情况和需要来选择。
3. 螺纹类型:自攻螺钉的螺纹类型可以根据目标材料来选择。
常见的螺纹类型有机框螺纹(Machine Thread)、木螺纹(Wood Thread)和针螺纹(Thread Cutting)等。
选择适合的螺纹类型可以确保螺钉能够牢固地固定在目标材料中。
4. 螺钉头型:自攻螺钉的头部可以有不同的设计,常见的头型有平头(Flat Head)、半沉头(Pan Head)、圆头(Round Head)、半球头(Oval Head)等等。
不同的头型适用于不同的应用场景。
5. 材料:自攻螺钉可以使用不同种类的材料制造,包括钢材、不锈钢、黄铜、铝合金等。
材料的选择应该根据具体使用环境和目标材料的要求来确定。
总的来说,选择适当的自攻螺钉标准和规格,是根据具体应用需求和材料特性来确定的。
在选择时应确保螺钉与目标材料的兼容性,并根据需要选择适当的直径、长度、螺纹类型、螺钉头型和材料。
螺柱通用设计规范

螺柱通用设计规范————————————————————————————————作者:————————————————————————————————日期:ﻩ1. 目的2. 实用范围3.术语\定义\名词解释4螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5.常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计ﻫ7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D)螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
塑胶产品结构 BOSS柱 螺丝柱 较全

2.6,BOSS柱的设计2.6.1,BOSS柱即凸出的柱子,通常指螺丝柱及紧配柱,是固定导向结构.螺丝柱有两种:自攻牙及机牙.a.自攻牙为自攻螺钉+塑胶BOSS柱,结构见图2.6.1aSD:螺钉外径;WD:螺帽外径;D:塑胶柱子外径;d:塑胶柱子底孔直径;自攻螺丝的BOSS柱设计原则:D=3*SD,[柱子壁厚≥(0.5-0.7)T]d=0.85*SD(质碎取0.9倍,质软取0.8倍)螺丝过孔一般为SD+0.4即可。
图2.6.1a图中两种固定方式,第一种:两塑胶件固定;第二种为PCB固定;b.机牙第一种方式为机牙螺钉+铜螺母+塑胶BOSS柱,铜螺母装入BOSS柱有热熔和直接成型两种.热熔见图2.6.1b-1CD:铜螺母直径,Cd:铜螺母螺牙公称直径D:塑胶柱子外径;d:塑胶柱子底孔直径;热压铜螺母的BOSS柱设计原则:D=CD+1.5(质硬+1,质软+2)d=CD-0.6(质硬-0.5,质软-0.8)螺钉及安装方式2.6.1a中有说明如为直接成型结构,取消热压空隙及溢胶槽深图2.6.1b-1图2.6.1b-2图2.6.1b-2中为铜螺母常见样式及热压加工方式,热压方式是用熔压铜棒装入铜螺母,电加热压入塑胶柱中;直接成型是将其作为镶件装入模具中注塑成型,通过模具螺丝机定位.这两种方式成本类似,但热熔增加了周转加工成本,且加工后容易造成溢胶,铜螺母歪斜等异常;直接成型则增加了单壳体成型周期(增加安装铜螺母时间,一般为手工安装),但结构牢固,设计上优选.铜螺母设计原则:防脱落,防转动,锁牙牢靠.常见铜螺母有直纹滚花+凹槽,网纹滚花,斜纹滚花+凹槽. c.机牙第二种方式为机牙螺钉+标准螺母.这种方式常见机械锁紧,在塑胶制品中用于高受力强度壳体,如电池固定,结构手臂,灯具,电机底座,吹风机手臂固定等等.螺母采用标准螺母,采用套筒或扳手夹紧,用螺丝刀锁紧.在结构上为了方便,常会在胶壳上开槽,将螺母放置其中管住锁紧.d.紧配柱为柱孔配合结构,可做紧配拉紧及导向结构.常用在小壳件配合(U盘,读卡器,蓝牙等零件);PCB 定位,壳体防翘曲拉紧等.常见为圆形,一般紧配直径有1.0,1.2,1.5,1.8,2.0,2.5,3.0等等,值自定义.还有方形,椭圆形等其他异形结构.导向柱则需要单边留0.1-0.3mm间隙即可.H≥3mm(直径小于3)C≥R避空2.6.2,螺钉的选用:螺钉选用根据所使用的安装方式,2.6.1a/b/c中有介绍自攻及机牙安装结构,螺钉分自攻和机牙,自攻即螺距较大的螺钉在材料预留孔中挤压推进的固定咬合方式;机牙即按标准公制或英制牙加工处理的内外螺丝(同规格)相配合固定咬合方式.常用自攻螺钉尾部有平头,尖头等,螺帽有扁圆头,圆头,P盘头,C平头,K沉头.槽型可自定义,常用十字. BOSS柱锁牙达到3圈以上即可.尖头牙在BOSS柱锁牙足够情况下选用,具有导正牙的作用;平头牙在BOSS柱锁牙不够,高度偏低情况下选用,容易牙偏;C平头帽在压缩厚度情况下用,最薄可以做到1.0厚;P圆头:对厚度没要求常用的标准螺丝螺头;K沉头:常用在不超过平面的板件固定.机牙的牙距较小,不做挤压推进,所以仅有平头;螺帽除了自攻常用螺帽,还有内/外六角头,方头等,机牙锁牙达到2圈以上即可.因为机牙牙距较小,锁的圈数越多牢固.通常相同的长度,牙距越小锁牙越紧,强度越强.因此牙也有粗牙和细牙之分.粗牙即普通螺牙,细牙常见管螺纹.机牙的规格型号,请参考标准.2.6.3,塑胶预留自攻螺丝底孔设计参考值如下表所示.常用自攻螺丝装配及测试(10次)时所要用的扭力参考值,如下表所示.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自攻螺钉螺钉柱设计规范
1、螺钉柱的高度
螺钉柱的高度在4mm~35mm 为宜,若攻丝深度太小(小于4mm)则自攻螺钉吃不住劲容易滑丝;若螺钉柱高度太高(大于35mm)则镶芯(或丝针)太长容易变形。
2、螺钉柱的强度
螺钉柱应有一定的强度,当螺钉柱的高度H>5T 时,应加2-4个角撑保证螺钉柱的强度(见图1)。
图1中字母表示的尺寸及其关系下面列出:
T:顶面壁厚;
d:按照《常见塑料制品壁厚筋厚设计参考值》设计
a=2T~3T h≥32H H-h≥2(没有特殊装配要求时)
图1
3、螺钉柱的防缩
设计螺钉柱应考虑防缩,外观要求严格的表面螺钉柱应加斜顶进行防缩(见图2),设计时应考虑制品上有无其他结构影响斜顶的顶出,斜顶的行程是否足够。
设计斜顶防缩螺钉柱时应尽量减小倒扣的深度(L ),螺钉柱的底座应设计成喇叭口以利于斜顶的出模(喇叭口单边斜度3-5°)。
对于过高的螺钉柱,螺钉柱的高度不应超过35mm ,其余部分设计在螺钉柱底座上。
图2
无法加斜顶进行防缩的螺钉柱应加深孔内外的深度减轻缩水,加
深的深度值为顶面壁厚的2/5,见图3,n =52
T ,柱外侧槽的宽度
1.5mm ~2mm ,槽的外边缘渐变过渡防止亮痕。
图3
4、螺钉柱的内外径
螺钉柱的内外直径应符合加工工艺性,优先选用值见表1。
表1
自攻螺钉规格
螺钉柱内径ø(mm)螺钉柱外径ø(mm)
(国标)
ST2.2 1.75
ST2.9 2.36
ST3.5 2.87
ST3.9 3.27或8
ST4.2 3.47或8
ST4.8 3.88
ST5.5 4.49
ST6.3 5.112
5、螺钉柱的脱模斜度
当螺钉柱顶面为外观面时,螺钉柱的内外径不需设计脱模斜度,加工时由抛光自然生成斜度。
当螺钉柱的顶面为非外观时,螺钉柱的内外表面应设计0.5°的脱模斜度以利于出模,设计斜度时应以螺钉柱的顶面为基准拔模,即
内外表面均为加胶拔模。
如图图4:
图4
6、螺钉柱的安装导向
螺钉柱内侧应加倒角,利于螺钉的安装。
倒角大小为1×45°;当螺钉柱高度小于6mm时,倒角大小为0.5×45°;当螺钉柱高度小于5mm时,螺钉柱内侧不倒角。