流道平衡测试分析
基于Moldflow软件的型腔各异模具流动平衡优化

基于Moldflow 软件的型腔各异模具流动平衡优化洪剑城(四川大学高分子科学与工程学院,成都 610065) 摘要 采用Moldfl ow 6.1的填充分析模块和流道平衡模块,分析型腔各异模具的不平衡流动。
发现优化流道截面尺寸,流动不平衡率仅从28.16%降为20.88%,而同时调整型腔布局和优化流道截面尺寸,能将流动不平衡率从28.16%降为1.16%。
结果表明,当熔体流动不平衡率较大时,应首先考虑调整型腔布局,再结合调整流道截面尺寸、浇口等因素使之达到流动平衡;型腔布局对熔体的平衡流动起着重要作用。
关键词 Moldfl ow 型腔 流动平衡 布局 20世纪70年代以来,随着计算机技术的迅猛发展和普及,注射模CAD /CAE 技术也随之推广。
注射模CAD /CAE 技术的发展和应用使模具设计、加工的成本大大降低,效率则成倍提高,该技术的重要作用已得到充分的认可。
其中以Moldfl ow 软件的应用最具代表性,它不仅能够模拟分析热塑性塑料熔体注入模具的流动过程,而且可以对注塑的浇口位置、压力分布、冷却过程及注射工艺条件等进行模拟分析[1]。
注塑机大批量生产中,由于剪切作用使一模多腔模具常用的“自然均衡”流道产生明显的不均衡现象[2],以及大众追求个性导致小批量注塑的逐渐增加,使型腔各异多腔模具的应用得到迅速发展。
如果塑料熔体能够同时到达并充满模具的各个型腔,则称该熔体流动是平衡的。
在一模多腔或者组合型腔的注射成型过程中,熔体在浇注系统中流动的平衡问题是十分重要的。
浇注系统的不平衡流动可能导致许多成型缺陷,如飞边、短射、制件密度不均匀、气穴和产生过多熔接痕等[3]。
平衡的浇注系统不仅可以保证良好的制件质量,而且可以保证不同型腔内制件质量的一致性[4]。
1 制件的结构、尺寸图1所示为材料性能测试用试样的结构,表1列出各试样的相关尺寸。
为了操作方便和节省费用,要求将它们放在同一副模具中成型,并且保证试样的质量。
管路水力平衡实验报告
实验三 管路水力平衡实验一、实验目的1.测定管路阻抗;2.验证串、并联管路流量分配规律; 3.掌握管路系统水力平衡调节方法。
二、实验原理任何复杂管路都是由简单管路经串联、并联组合而成。
1.串联管路串联管路由许多简单管路首尾相接组合而成,管段相接之点称为节点,在每一个节点上都遵循质量平衡原理,即流入的质量流量与流出的质量流量相等,当ρ=常数时,流入的体积流量等于流出的体积流量,因此,对串联管路则有:Q 1=Q 2=Q 3 (1) 串联管路阻力损失,按阻力叠加原理,则:h 1-3=h 1+h 2+h 3=S 1Q 12+S 2Q 22+S 2Q 32 (2) 因流量Q 各段相等于是得:S =S 1+S 2+S 2 (3) 式中 Q —流量,m 3/s ;h —管段阻力,包括沿程阻力和局部阻力,Pa ; S —管段阻抗,kg/m 7。
由此得出结论:无中途分流或合流的串联管路,各管段流量相等,阻力叠加,总管路的阻抗S 等于各管段的阻抗叠加。
这就是串联管路的流动规律。
2.并联管路流体从总管路节点上分出两根以上的管段,而这些管段同时又汇集到另一节点上,在两节点间的各管段称为并联管路。
同串联管路一样,并联管路也遵循质量平衡原理,当ρ=常数时,则有:Q=Q 1+Q 2+Q 3 (4) 并联管路各管段阻力损失相等,于是:h 1-3=h 1=h 2=h 3 (5) S 1Q 12=S 2Q 22=S 2Q 32 (6) 由公式4、公式5、公式6可得:S1=11S +21S +31S (7)321::Q Q Q =11S :21S :31S (8)于是得到并联管路流动规律:并联节点上的总流量为各支管中流量之和;并联各支管上的阻力损失相等,总的阻抗平方根倒数等于各支管阻抗平方根的倒数之和。
3.串并联管路流动规律的意义各分支管路的管段几何尺寸、局部构件确定后,可确定各管段的阻抗及管路系统的总阻抗。
对于串联管路系统,由总阻抗可得出管路系统特性曲线方程:ΔP 总=S 总Q 总2,通过特性曲线方程可得出系统总压头损失随流量变化的规律,为工程设计中动力设备(水泵或风机)的选取提供一定的参考。
模具英语

塑料模专业英语——其实世界上最美的景色就是落日与朝阳偶的小小愿望就是和你一起走过这片美丽的景色1、ejector unit顶出单元,包括一切有顶出功能的零件:ejector pin, ejector plate,ejector sleeve,ejector rod,ejector leader busher顶出导销(顶出板导杆)的衬套,也叫ejector guide bush ejector stopper,用于顶出制动的,或限位的ejector pin retaining plate:顶针固定板。
ejector guide pin:顶出导销,字面意义就是顶出时起导向作用的那个针(杆、销钉)2、dual color injection machine for Plate(sheet)-Shaped平板雙射成型機3、weldline夹纹是指熔接线4、electrode :电极5、气纹:gas mark6、Unless you are Amish, you probably come into direct contact with injection molded products constantly. Even if you are Amish, you could very well come in contact with an injection molded product, such as an armrest on a bus or train.位于宾夕法尼亚州的Amish人聚居地,维护了特别和保守的农业生活方式,因为他们与世隔绝的生活方式与陶渊明笔下的那个虚幻的世界如出一辙。
除非你是Amish人那样的原始,否则生活中不可能没有注塑产品以及与之相关的生产制造。
就算你是Amish人,你也应该会很容易的接触到类似的(人工)塑料制品,例如在一辆公共汽车或火车上的一个扶手。
7、texturing就是咬花8、ejector marks 顶白不用翻译那个白字,就是顶出在制品表面产生的一个痕迹,白色只是应力的一个表现9、飞边也叫毛边、披峰,可以说成flash也可以说成burr“皮纹”:TEXTURE顶出机构:ejector mechanism10、fitter:装配工,钳工,网上都用这个个人感觉,对于模具专业直接用die makeer、mold maker、tooling maker效果更好11、Some Typical ComplicationsBurned or Scorched Parts: Melt temperature may be too high. Polymer may be becoming trapped and degrading in the injection nozzle. Cycle time may be too long allowing the resin to overheat.Warpage of Parts: Uneven surface temperature of the molds. Non-uniform wall thickness of mold design.Surface Imperfections: Melt temperature may be too high causing resin decomposition and gas evolution (bubbles). Excessive moisture in the resin. Low pressure causing incomplete filling of mold.Incomplete Cavity Filling: Injection stroke may be too small for mold (ie. not enough resin is being injected). Injection speed may be too slow causing freezing before mold is filled.典型并发症:烧焦:塑料熔化温度过高。
基于Moldflow的注塑模流道平衡设计与分析
程序的优化路线 , 如图 2 所示。图中 , D 为流道截面直 径 , t 为填充时间 , i 为流道填充次数, K 为两腔填充时 间比值。
零剪切黏度, Pa s
图2 Fig. 2
程序优化路线
O ptimized ro ute of the pr ocedur e
该优化路线的主要思想是以两腔填充时间差占总 填充时间的比值即不平衡率为评价指标 , 实 施流道截
54
基于 M o ldflow 的注塑模流道平衡设 计与分析 [ 4] Huang D, Allen T T , No tz W I, et al. Global Optimiza t ion of Stochast ic Black box Sy stems via Sequent ial K rig ing Beta models [ J ] . 2006, 34( 3) : 441 466. [ 5] 单 岩 . M o ldflo w 基础与 典型 范例 [ M ] . 北 京 : 电子工 业 Jo ur na l o f Global O ptimizatio n,
3
组合型腔的 MPI 流动平衡模拟分析
由于对塑件的表面要求较高。其流动平衡分析是
图 3 迭 代参数对话框 F ig. 3 F ialog bo x o f iterat ion parameters
( a) ∃ 型流道
( b) % 型流道
( c) & 型流道
Байду номын сангаас
图 4 3 种流道设计方案 F ig . 4 T hree kinds of runner design
Abstract: Injectio n molding of f ront covers and f ront panels o f mobile phones w it h diff erent vo lum e t w o cavit y is regarded as t he r esearch object. Based on numerical simulatio n sof tw are M oldf low , t he st udy is distr ibuted int o t he contr ast iv e analysis o f diff erent runners. T he inf luence of t hree t ypical inject io n on t hree im po rt ant pr ocess f act ors, such as injectio n t ime, conversion pressur e, and clamping for ce are analyzed, t hen t he appropriat e runner desig n is select ed according t o t he de mand of pr oduct s. F inally t he runner size is ascer tained based on t he rat io of tw o cavit y f il ling t ime. Opt im ization o f t he runner makes t he m elt f low int o t he vo lum e cavit y keep flow balance and minimize t he shor tcomings of the injectio n molded part s. Key words: injection molding; m ould; runner ; f low balance; f low simulat io n
注塑成型中一模两腔流道平衡优化设计(论)

第38卷第8期 2015年8月合肥工业大学学报(自然科学版)JOURNALOFHEFEIUNIVERSITYOFTECHNOLOGYVol.38No.8 Aug.2015 收稿日期:2014‐06‐27基金项目:教育部科学技术研究重大资助项目(311025)作者简介:周 香(1988-),女,湖南隆回人,合肥工业大学硕士生;陈文琳(1963-),女,安徽安庆人,博士,合肥工业大学教授,硕士生导师.doi:10.3969/j.issn.1003‐5060.2015.08.007注塑成型中一模两腔流道平衡优化设计周 香, 陈文琳, 王晓花(合肥工业大学材料科学与工程学院,安徽合肥 230009)摘 要:具有配合关系的2个塑件一模两腔注塑成型时,容易产生填充、压力及温度不平衡等问题。
文章通过理论计算和实验相结合的方法,分析了玩具电脑A、B面壳成型中存在的翘曲、飞边等缺陷,采用浇口平衡设计理论和有限元变截面法对该浇注系统进行优化设计。
模拟结果表明,充填时间不平衡率控制在0畅61%,充填压力不平衡率控制在3畅87%,且翘曲值有所减小。
优化后塑件缺陷分析结果表明,塑件飞边得到解决,翘曲有明显改善,从而说明流道平衡对改善塑件质量有较好的效果。
关键词:一模两腔;浇注系统;有限元;流道平衡;塑件质量中图分类号:TQ320畅662 文献标识码:A 文章编号:1003‐5060(2015)08‐1036‐05Runnerbalanceoptimizationdesignindouble‐cavitymoldinjectionZHOUXiang, CHENWen‐lin, WANGXiao‐hua(SchoolofMaterialsScienceandEngineering,HefeiUniversityofTechnology,Hefei230009,China)Abstract:Thetwoplasticpartswithcooperativerelationshipareapttotheproblemssuchasunbal‐ancedfilling,pressureandtemperatureindouble‐cavitymoldinjectionprogress.Inthispaper,thedefectsoftoycomputerAandBshellsformingincludingwarpandflasharediscussedthroughthecombinationoftheoreticalcalculationandexperimentalmethod.Furthermore,thedesigntheoryofrunnerbalanceandthefiniteelementmethodofvariablesectionareappliedtooptimizingthegatingsystem.Thesimulationresultsshowthatthefillingtimeimbalancerateandthefillingpressureimbal‐ancerateshouldbecontrolledat0畅61%and3畅87%respectively,andthewarpvaluedecreasestoacertainextent.Finally,thepartsdefectsareanalyzedthroughoptimizedexperiment.Theresultsshowthatplasticflashissolvedandthewarpisimprovedsignificantly,whichindicatesthatrunnerbalancehasgoodeffectinimprovingthequalityofplasticparts.Keywords:double‐cavitymold;gatingsystem;finiteelement;runnerbalance;plasticpartquality 一模多腔模具结构是一种能充分利用生产力资源,减少模具数量,提高企业生产效率和经济性的模具形式,在小型塑件、配合塑件及颜色相同塑件上具有广泛的应用。
流道分析——精选推荐
流道分析流道分析000普通的流道系统(RunnerSystem)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经信道。
流道系统包括主流道(PrimaryRunner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(FirstRunner)以及第二分流道(SecondaryRunner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);粘滞加热的升温效果也有提升料温降低粘度的作用。
在成型完毕后浇口最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴影响充填品质或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
挤出机头流道设计近些年来,随着异型材制品应用范围的扩大,相应的异型材挤出机头的需求量也在增加。
挤出机头是挤出成型的关键设备,其主要作用是将塑料熔体分布于流道中,以使物料以均匀的速度从机头中挤出,形成所需要的端面形状和尺寸的制品。
流道设计是挤出机头设计的关键,其结构的合理性直接影响到挤出制品的质量和生产效率。
为满足市场需求,进一步提高型材制品的质量,有必要对异型材挤出机头内流道设计进行全面深入的研究。
MoldflowCAE分析经验整理
Moldflow CAE分析经验整理1.FUSION的corner effects是为了计算因产品存在明显拐角而在模内对产品产生的应力,是为了计算变形用的,而不是充填,至少5倍壁厚,这个是不能忽略的,并不是每个带折边的产品都要选corner effects,有时甚至会带来负面效果。
的确有时是否选Corner Effect比较难把握,5倍以上壁厚的深度是基本的。
Corner Effect是针对Fusion和Midplane这样2.5D求解器的,因为它们不能考虑厚度方向的应力,但3D就可以考虑三维的应力。
故在无法把握Corner Effect时,可以考虑用3D来直接分析。
2.模流分析与实际成型压力相差较大很正常。
首先要了解你看到的成型压力是在哪里得到的。
是成型条件表上的,还是成型机监测页面的? MF分析压力仅仅是sprue处的压力,与实际成型压力存在差异很正常。
3.高温蒸汽加热水冷却的方式可以实现无痕注塑,现在市面有卖无痕注塑的液晶电视产品。
有孔就肯定会熔接,但是能控制角度的话强度会好很多。
关键是这个汇合角度的控制,不太容易。
4.3D变形分析要注意算法的设置,网格聚合选项在3D WARP分析的参数设置页。
对于矮胖形产品(宽厚比小于1:4)时选择网格聚合以节省分析时间,对于薄壁产品则不适合选用网格聚合。
5.流动+收缩分析:在选材料的时候,先查看一下材料的收缩选项中是否有测试。
6.igs是通用格式转换文件,STL是表面模型文件,都能直接读入到mf中,STL划分的网格质量比igs差,模型容易失真,但是igs文件如果原始系统精度较高的话导入后自由边会比较多,最好的方法是将igs导到cad doctor里转换一下内核,直接输出udm格式的文件好些。
7.理论上,纯的变形值=Moldflow计算值-材料收缩值。
材料收缩这一项很不好确定,非常多的影响因素,特别是玻纤增强材料。
8.Midplane,fusion,3D是moldflow分析所涉及的3中模型。
多模腔注塑模流道平衡控制分析
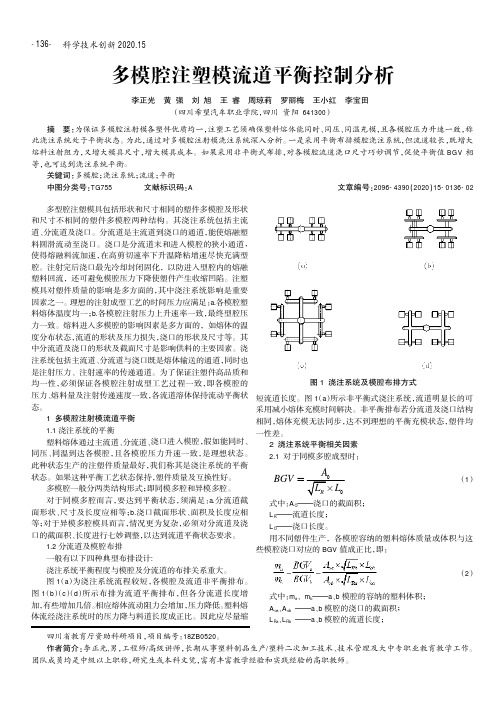
科学技术创新2020.15多模腔注塑模流道平衡控制分析李正光黄强刘旭王睿周琼莉罗丽梅王小红李宝田(四川希望汽车职业学院,四川资阳641300)多型腔注塑模具包括形状和尺寸相同的塑件多模腔及形状和尺寸不相同的塑件多模腔两种结构。
其浇注系统包括主流道、分流道及浇口。
分流道是主流道到浇口的通道,能使熔融塑料圆滑流动至浇口。
浇口是分流道末和进入模腔的狭小通道,使得熔融料流加速,在高剪切速率下升温降粘增速尽快充满型腔。
注射完后浇口最先冷却封闭固化,以防进入型腔内的熔融塑料回流,还可避免模腔压力下降使塑件产生收缩凹陷。
注塑模具对塑件质量的影响是多方面的,其中浇注系统影响是重要因素之一。
理想的注射成型工艺的时间压力应满足:a.各模腔塑料熔体温度均一;b.各模腔注射压力上升速率一致,最终型腔压力一致。
熔料进入多模腔的影响因素是多方面的,如熔体的温度分布状态,流道的形状及压力损失,浇口的形状及尺寸等。
其中分流道及浇口的形状及截面尺寸是影响供料的主要因素。
浇注系统包括主流道、分流道与浇口既是熔体输送的通道,同时也是注射压力、注射速率的传递通道。
为了保证注塑件高品质和均一性,必须保证各模腔注射成型工艺过程一致,即各模腔的压力、熔料量及注射传递速度一致,各流道溶体保持流动平衡状态。
1多模腔注射模流道平衡1.1浇注系统的平衡塑料熔体通过主流道、分流道、浇口进入模腔,假如能同时、同压、同温到达各模腔,且各模腔压力升速一致,是理想状态。
此种状态生产的注塑件质量最好,我们称其是浇注系统的平衡状态。
如果这种平衡工艺状态保持,塑件质量及互换性好。
多模腔一般分两类结构形式;即同模多腔和异模多腔。
对于同模多腔而言,要达到平衡状态,须满足:a.分流道截面形状、尺寸及长度应相等;b.浇口截面形状、面积及长度应相等;对于异模多腔模具而言,情况更为复杂,必须对分流道及浇口的截面积、长度进行七妙调整,以达到流道平衡状态要求。
1.2分流道及模腔布排一般有以下四种典型布排设计:浇注系统平衡程度与模腔及分流道的布排关系重大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
偏差1
模头流道平衡波动
偏差2
偏差3
模头1
模头2
模头3
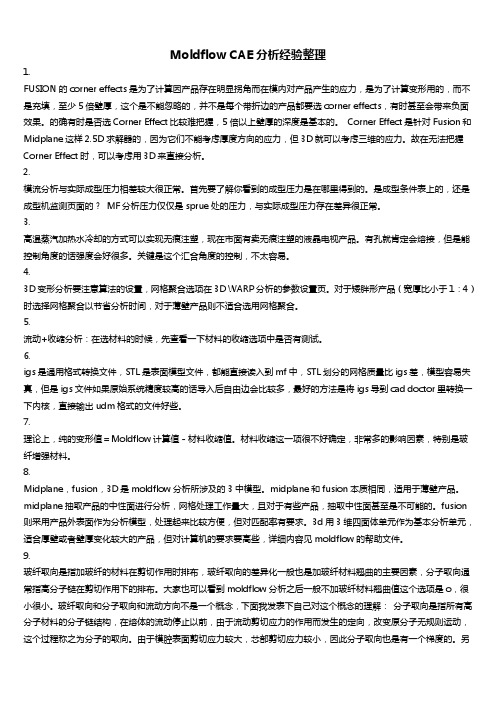
每次三个模头的切胚进行称重取平均值,再计算每个模头切胚与 均值的偏差。重复上述操作五次,看每个模头的偏差波动情况。 原理:一次挤出分给到三模头,最理想的重量应该是均值数据 (三个模头型胚重量一致),那现在就是看与理想状态(均值) 的偏差波动有多大。 每次切的时间点不可能完全一样,则每次取样重量不一样,但是 每次取样的重量偏差则可以规避掉了取样重量不一致的缺点。
-0.71% -1.24% 0.94%
-2.61%
2.72%
1.17%
取样4
442.00 439.00 419.00
433.33 偏差4
2.00% 1.31% -3.31%
取样5
430.00 328.00 425.00
394.33 偏差5
9.04% -16.82% 7.78%
421.00
15.00% 10.00%
模头
模头1 模头2 模头3
取样平均值 模头
模头1 模头2 模头3
数据
流道平衡计算表
取样1 取样2 取样3
435.00 423.00 418.00
418.00 424.00 431.00
410.00 441.00 432.00
421.00 429.33 427.00
偏差1 偏差2 偏差3
3.33% -1.48% -2.11%
偏差4
偏差5Βιβλιοθήκη