FANUC主轴放大器模块报警-详解
FANUC常见报警的解释
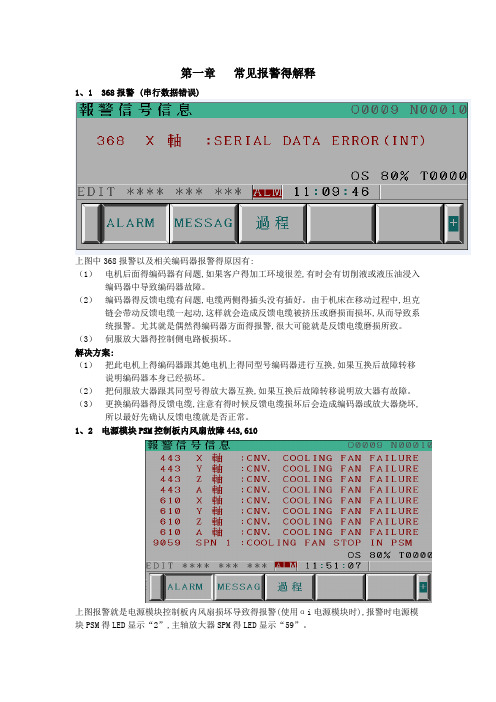
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
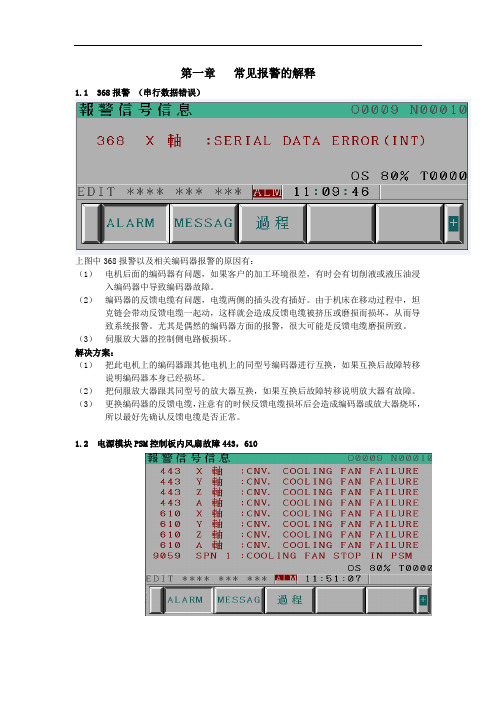
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
FANUC常见报警的解释
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
FANUC系统α系列主轴模块SPM报警常见故障分析及解决方法

FANUC系统α系列主轴模块SPM报警常见故障分析及解决方法1、SPM显示A、A0或A1报警控制板检测到ROM、RAM或CPU故障,不能进行正常工作。
解决办法:①检查控制板(将SPM外壳拆下,即可拆下控制板)上的ROM 芯片是否没有插好;或没有ROM,重新插好或购买更换。
①检查控制板的左上角两个大集成芯片的管脚是否有腐蚀,因为PSM的冷却风扇正对此芯片,热空气经过后冷却成水汽,使芯片的管脚被腐蚀有锈。
购买新的控制板,更换。
2、SPM显示01(ALM红灯点亮)电动机过热报警。
解决办法:①关机等候一段时间后,看是否还有报警,如果报警消失,则可能机械负载太大。
检查主轴机械负载或切削量是否过大。
①检查SPM的JY2插座上的连接器是否插好。
①用万用表检查电动机过热保护开关之间的电阻应为短路;如果开路,更换热控开关。
3、SPM显示02(ALM红灯点亮)主轴电动机的速度与指令速度相差较大。
解决办法:①不起动主轴,用手盘主轴使主轴电动机快速转动起来,估计电动机的实际速度是多少;让另外一人观察系统的主轴监视画面上的电动机速度显示值,看是否基本一致,一般为100~200r/min。
如果只有10r/min以下,则是电动机速度传感器或速度反馈回路故障,拆下主轴电动机的速度传感器(在电动机后部,拆下风扇和风扇下面的盖,即可看见一块小的印制板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC公司有售,根据电动机型号可查到传感器的型号,例如电动机型号的最后四位为B100,则传感器的型号为A860-0854-V320)。
注意调整传感器与测速齿轮之间的间隙,应为0.1~0.15。
①如果速度显示正常,则检查电动机或动力线是否正常,动力线可用万用表或兆欧表测量出。
①检查电动机动力线相序是否接错;如果不对,在起动时主轴来回转几下后出此报警。
可将U、V对调。
①如果有条件(即车间里有相同的交流主轴单元),可互换控制板或整套单元,但必须测量晶体管模块是否短路,否则会将另一控制板烧坏。
FANUC 主轴放大器上的报警代码、故障原因及处理方法

主轴电机动力线相序错误(启动主轴时回转几下即刻报警)
U、V相动力线对调
主轴参数设定不正确
主轴参数初始化
一开机就报警,则SPM控制板故障
更换控制板
33(ALM红灯亮)
直流侧放电回路异常
电源模块故障
更换PSM
SPM的控制板故障
更换控制板
34(ALM红灯亮)
主轴参数异常报警
电机代码参数NO.4133错误
B0
放大器通信
连接电缆不良;电源模块控制不良;主轴放大器控制电路板不良;
c0 c1 c2
放大器通信错误系统报警为9120/9121/9122
主轴放大器与CNC通信异常
更换CNC与主轴放大器之间的通信电缆;更换主轴放大器的控制电路板;更换CNC主板
主轴参数设定错误;连接电缆不良;主轴电机传感器不良;主轴放大器控制电路板不良;
84 85 86 87
主轴外接编码器断线、一转信号错误、无一转信号、编码器通信错误
未正确检测出主轴电动机传感器的一转信号(连接器JY4/JYA3)
主轴参数设定错误;连接电缆不良;主轴电机传感器不良;主轴放大器控制电路板不良;
电源输入回路缺相报警
三线交流电缺相
排除缺相故障
三相电熔丝断
更换熔丝
控制板上IGBT/IPM短路
更换模块
电压检测电路不良
更换SPM控制板
交流浪涌吸收器坏烧熔丝
更换吸收器
06(ALM红灯亮)
电机温度传感器未连接
电机温度传感器断线
电机温度传感器不良
主轴模块控制电路板不良
主轴参数设定不良
07(ALM红灯亮)
更换传感器并保持其余测速齿轮0.1~0.15mm的间隙
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC主轴放大器上的报警代码、故障原因及处理方法.doc

仅供个人参考SPM 显示报警故障内容号故障原因排除方法A或A0主轴放大器ROM 错误A1主轴放大器RAM 错误01(ALM 红主轴电机过热报警灯亮)02(ALM 红主轴电机速度与指灯亮)令速度超差报警DC300v 直流侧大(ALM 红熔丝断( DC300V03灯亮)经大熔丝给晶体管模块)04(ALM 红电源输入回路缺相灯亮)报警06(ALM 红电机温度传感器未SPM 控制板上的ROM 芯片没插好或损坏控制板左上角两个大的IC 管脚腐蚀控制板上CPU 外围电路异常RAM 版本主轴负载过大SPM 上 JY1/JY2 端口连线松动电机热保护开关开路失效主轴电机冷去风扇故障电机绕组短路主轴电机速度传感器故障主轴电机速度反馈回路故障电机机械部分故障速度显示正常,则可能是电机动力线断主轴电机动力线相序错误(转几下报警)主轴参数设置不正确SPM 控制板故障SPM 的逆变器用晶体管模块短路SPM 上的直流侧ALM 未点亮。
则直流短接片没接好直流大熔丝熔断保险无异常时IGBT/IPM短路电压检测电路不良主轴电机短路三线交流电缺相三相电熔丝断控制板上 IGBT/IPM短路电压检测电路不良交流浪涌吸收器坏烧熔丝电机温度传感器断线重插拔或者更换ROM 芯片更换 SPM 控制板更换 SPM 控制板主轴初始化优化切削参数,更换主轴轴承重新插拔 JY1/JY2 端口连线万用表测量热控开关电阻应短路,否则更换更换风扇更换主轴电机更换传感器并保持其与测速齿轮见0.15MM 的距离示波器测量控制板上PA,PB 端子的波形,正常则控制板坏,不正常更换电机编码器修理电机更换动力线U,V 相对调主轴参数初始化更换 SPM 控制板更换 SPM 控制板紧固短路片更换保险进行板级维修更换 SPM 控制板更换电机排除缺相故障更换熔丝更换模块更换 SPM 控制板更换吸收器电机温度传感器不良主轴模块控制电路板不良仅供个人参考灯亮)连接主轴电机过超速报07(ALM 红警(最高转速灯亮)115%)SPM 的晶体管过载09(ALM 红报警(IGBT/IPM 散灯亮)热器温度过高)SPM 直流侧过电压11(ALM 红报警; PSM 状态窗灯亮)口出现 01 报警12(ALM 红主轴放大器过流报灯亮)警主轴参数设定不良控制板检测回路故障,导致开机更换 SPM 控制板即报警运行过程中报警,关机重启可消更换 SPM 控制板除,否则控制板故障关机重启后出现其他报警按报警提示解决关机重启报警消失则主轴负载过优化切削参数、更换轴承大(切削量过大、主轴轴承损坏)SPM 的散热风扇故障清理、更换风扇(红: DC24 、黑:0V 、黄:报警线)主轴参数设定与实际电机不符主轴参数初始化控制板上 OH1 、OH2 间应短路而更换热控开关开路,则检测单元上热控开关坏控制板与 SPM 底板接触不良更换 SPM电源模块提供的 DC300V 过高,更换电源模块且 PSM 状态窗口出现 01 报警主轴参数设定与实际电机不符主轴参数初始化SPM 电压监控回路故障更换 SPM 控制板多为 IGBT/IPM更换 IGBT 及其驱动模块,并检测底模块烧坏,未短组驱动电阻、每组两个( 6.2板上 6路则检查PN 接的导通压降欧和 10 千欧) /SPM 控制板主轴一启动 / 高速运转时报警,则更换主轴电机 /动力线主轴电机 /动力线短路主轴参数设定与实际电机不符主轴参数初始化SPM 电流监控回路故障更换 SPM 控制板13(ALM 红CPU 内部数据存储灯亮)器出错(很少出现)16(ALM 红主轴放大器RAM 灯亮)错误18(ALM 红程序ROM检查错灯亮)误19/20(ALM U/V 想电流检测器更换 SPM 控制板更换主轴控制电路板更换主轴控制电路板SPM 的控制板 /底板故障更换SPM不得用于商业用途红灯亮)偏置过大(多为开机时)21(ALM 红位置传感器极性错灯亮)误(ALM 红与 CNC 串行传输24灯亮)数据异常27(ALM 红编码器信号断线报灯亮)警( JYA4/JYA3)29(ALM 红短时过载灯亮)30(ALM 红IPM 过电流灯亮)位置传感器极性参数设置错误系统已关机则为正常报警,开机即消失重开机不消失,JA41/JA7A/7A7B间的通信电缆连接故障CNC 主轴控制板 /SPM 控制板故障示波器检测编码器的输出波形PA、PB 、 *PA 、 *PB 是否正常,否则编码器故障万用表测量JYA4/JY A3 有断线在一定时间内连续施加了过大的负载主轴放大器的输入电路电流超过规定值主轴电机速度传感器故障——传感头磨损(手快速移动主轴,观察SP.MON 画面上的主轴电机速度与估计转速差别加大)修正参数( #4000.0、 #4001.4)修复电缆、接头更换相应控制板更换主轴编码器更换编码器反馈线加工时出现过载主轴参数设置不良主轴放大器的控制板电路不良主轴放大器输入电压高主轴参数不良主轴放大器控制板不良更换传感器并保持其余测速齿轮0.1~ 0.15mm 的间隙主轴电机速度检测主轴电机速度反馈回路故障31(ALM 红器异常或电机未按若速度显示正常,主轴电机动力灯亮)线断给定的速度旋转主轴电机动力线相序错误(启动主轴时回转几下即刻报警)主轴参数设定不正确一开机就报警,则 SPM 控制板故障33(ALM 红直流侧放电回路异电源模块故障示波器测量控制板上 PA、 PB 端子的波形,正常则控制板坏需更换,不正常则更换电机编码器更换动力线U 、V 相动力线对调主轴参数初始化更换控制板更换 PSM灯亮)常34(ALM 红主轴参数异常报警灯亮)51(ALM 红直流侧低电压报警灯亮)SPM 的控制板故障更换控制板电机代码参数 NO.4133 错误重设参数后进行初始化SPM 的控制板故障更换 SPM 的控制板电源模块 AL04 报警时,则电源更换电源模块模块故障电源模块无 AL04 报警时,则 SPM更换 SPM 的控制板控制板故障56(ALM 红内部风扇异常灯亮)62(ALM 红主轴电机速度指令灯亮)溢出66(ALM 红各放大器间通信异灯亮)常73(ALM 红速度检测信号幅值灯亮)不够SPM 的散热风扇故障速度指令太大超出参数允许值PSM、SPM、SVM 之间的连线错误 /SPM 的控制板故障有关主轴速度反馈检测的参数设定错误主轴电机速度传感器故障——传感头磨损(手快速移动主轴,观察SP.MON 画面上的主轴电机速度与估计转速差别加大)清理、更换风扇(红:DC24 、黑:0V 、黄:报警线)更改加工程序中的主轴电机速度重新连线 / 更换 SPM 的控制板重设参数更换传感器并保持其余测速齿轮0.1~ 0.15mm 的间隙SPM 的控制板故障更换SPM的控制板74 75 78控制板检测到(A LM 红灯CPU、CRC 等异常亮)主轴电机内装传感更换 SPM 的控制板器一转信号错误、81 82 83无一转信号及传感器通信错误主轴参数设定错误;连接电缆不良;未正确检测出主轴电动机传感器主轴电机传感器不良;主轴放大器的一转信号(连接器JY4/JYA2 )控制电路板不良;主轴外接编码器断84 85 86 线、一转信号错误、87 无一转信号、编码器通信错误放大器通信错误系主轴参数设定错误;连接电缆不良;未正确检测出主轴电动机传感器主轴电机传感器不良;主轴放大器的一转信号(连接器JY4/JYA3 )控制电路板不良;B0统报警为 9110 或SP9110放大器通信错误系c0 c1 c2统报警为9120/9121/9122 主轴放大器和电源模块之间通信连接电缆不良;电源模块控制不良;异常主轴放大器控制电路板不良;更换 CNC 与主轴放大器之间的通信主轴放大器与CNC 通信异常电缆;更换主轴放大器的控制电路板;更换CNC 主板仅供个人用于学习、研究;不得用于商业用途。
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC α伺服放大器报警
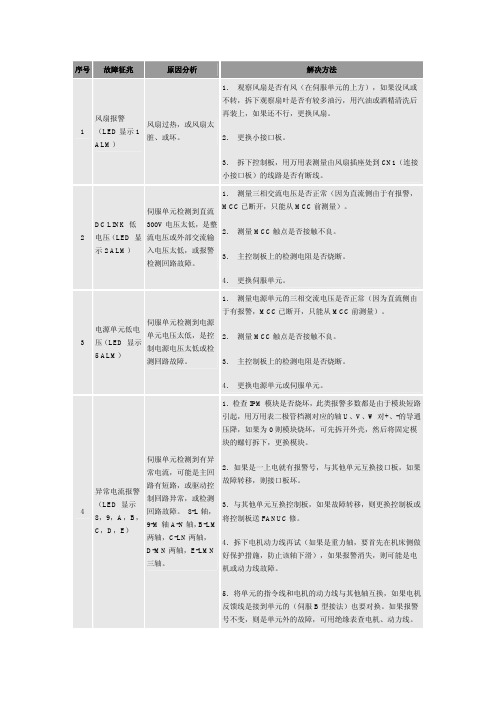
序号故障征兆原因分析解决方法1 风扇报警(LED显示1ALM)风扇过热,或风扇太脏、或坏。
1.观察风扇是否有风(在伺服单元的上方),如果没风或不转,拆下观察扇叶是否有较多油污,用汽油或酒精清洗后再装上,如果还不行,更换风扇。
2.更换小接口板。
3.拆下控制板,用万用表测量由风扇插座处到CN1(连接小接口板)的线路是否有断线。
2 DC LINK 低电压(LED 显示2 ALM)伺服单元检测到直流300V电压太低,是整流电压或外部交流输入电压太低,或报警检测回路故障。
1.测量三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换伺服单元。
3 电源单元低电压(LED 显示5 ALM)伺服单元检测到电源单元电压太低,是控制电源电压太低或检测回路故障。
1.测量电源单元的三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换电源单元或伺服单元。
4 异常电流报警(LED 显示8,9,A,B,C,D,E)伺服单元检测到有异常电流,可能是主回路有短路,或驱动控制回路异常,或检测回路故障。
8-L轴,9-M轴A-N轴,B-LM两轴,C-LN两轴,D-MN两轴,E-LMN三轴。
1.检查IPM模块是否烧坏,此类报警多数都是由于模块短路引起,用万用表二极管档测对应的轴U、V、W对+、-的导通压降,如果为0则模块烧坏,可先拆开外壳,然后将固定模块的螺钉拆下,更换模块。
2.如果是一上电就有报警号,与其他单元互换接口板,如果故障转移,则接口板坏。
3.与其他单元互换控制板,如果故障转移,则更换控制板或将控制板送FANUC修。
4.拆下电机动力线再试(如果是重力轴,要首先在机床侧做好保护措施,防止该轴下滑),如果报警消失,则可能是电机或动力线故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 主轴放大器模块报警-详解主轴放大器报警:发生报警时STATUS 显示的报警LED(红色)点亮,2位7段LED显示报警代码。
01报警代码01 电机内部达到温度指标以上。
(1) 切削过程中显示本报警时(电机温度过高) (a) 请确认电机的冷却状态。
(i) 主轴电机冷却风扇停转时,请确认冷却风扇电源,如无法修复则进行更换。
(ii) 对液冷电机,请确认冷却系统。
(iii) 如果主轴电机的环境温度高于指标时,请进行改善。
(b) 请再次确认加工条件。
(2) 轻负荷下显示本报警时(电机温度过高) (a) 频繁加速/减速时,请将包括加速/减速时的输出量在内的平均设为连续额定以下的使用条件。
(b) 电机固有参数设定不正确。
请参阅FANUC AC SPINDLE MOTOR a i series 参数说明书(B-65280CM),确认电机固有参数。
(3) 电机温度较低而显示报警时(a) 主轴电机反馈电缆不良:请更换反馈电缆。
(b) 参数尚未正确设定:请确认参数。
(c) 控制印制电路板不良:请更换控制印制电路板或主轴放大器。
(d) 电机(内部温度传感器)不良:请更换电机。
02 报警代码02 电机速度与指令速度有较大差异。
(1) 电机加速过程中显示本报警时(a) 加速/减速过程中时间参数设定值不恰当设定如下参数时,要比实际设备的加速/减速时间留有余量。
内容4082 设定值2 (加速/减速中的时间设定) (b) 速度检测器的设定参数有误(2) 重切削时显示本报警(a) 切削负载超过电机的最大输出请确认负载表的显示,修改使用条件。
(b) 错误地设定了输出限制的参数请确认如下参数与机床及电机的规格一致。
4028 设定值0 (输出限制模式的设定)4029 设定值100 ( 输出限制值) (c) 电机固有参数设定不正确请确认电机固有参数。
03 报警代码03DC 链路部分的保险丝溶断。
(DC 链路部分的电压不足)本报警在紧急停止解除时检查。
(1) 主轴运转(旋转)过程中发生报警时很可能是SPM 内的DC 链路部分保险丝溶断,请更换SPM 。
此外,本报警还可能是如下原因:(a) 动力线接地故障(b) 电机绕组接地故障(c) IGBT及IPM模块不良(2)紧急停止解除时或CNC 启动时PSM 输入的电磁接触器先打开,又由于本报警而关闭时(主轴连接2 轴时,也可能不关闭) (a) DC 链路部分的连线没有连接请确认DC 链路的连线是否有误。
(b) SPM 内的DC 链路部保险溶断请更换SPM 。
06 报警代码06 温度传感器的异常或温度传感器电缆断线。
(1) 电机固有参数设定不正确请确认电机固有参数。
(2) 电缆不良反馈电缆不良。
请更换电缆。
(3) 控制印制电路板故障请更换控制印制电路板或主轴放大器。
(4) 温度传感器有异常请更换电机(温度传感器)。
07 报警代码07 电机超过最高转速的115%( 参数标准设定)旋转。
(1) 发生在主轴同步时主轴同步过程中,关闭单侧电机的励磁(SFR 、SRV) 后再打开时,为了消除此中间聚集的位置误差,主轴电机可能加速达到最高转速而报警。
(2) SPM 故障请更换SPM 。
09 报警代码09 主轴放大器模块主电路散热器温度异常升高。
(1) 切削过程中显示本报警时(散热装置温度过高) (a) 负载表在放大器连续额定以下报警时,请确认散热装置的冷却状态。
(i) 冷却风扇停转时请确认电源(连接器CX1A/B) ,无法修复时请更换SPM 。
(ii) 如果环境温度超过规格书的规定,请进行改善。
(b) 负载表在放大器连续额定以上报警时,请改善使用方法。
(c) 如果放大器背面的散热装置部分灰尘较多时,请用采用吹风方式进行清洁。
要对结构进行研究,以使散热装置部分不会直接接触切削油等。
(2) 轻负载下显示本报警时(散热装置温度过高) (a) 频繁加速/减速时请包括加速/减速时的输出部分在内,采用平均值在连续额定以下的使用条件。
(b) 电机固有参数设定不正确请确认电机固有参数。
(3) 控制基板的安装问题请切实按下面板(连接控制基板与功率基板的连接器偏离时,有可能会发出本报警) 。
(4) 散热装置温度较低状态下显示报警时请更换SPM 。
12 报警代码12 主电路的直流部分(DC 链路)电流过大。
SPM-11i 中,主电路的功率(IPM) 检测出异常。
异常的内容为电流过大或过载。
(1) SPM-11i 中显示本报警时请对报警代码09 的相应内容也进行确认。
(2) 控制基板的安装问题请切实按下面板(连接控制基板与功率基板的连接器偏离时,有可能会发出本报警)。
(3) 刚给出主轴旋转指令后发生报警时(a) 电机动力线不良:请确认电机动力线之间有无短路、接地故障,必要时更换动力线。
(b) 电机绝缘不良:电机接地故障时请更换。
(c) 电机固有参数设定不正确:请确认电机固有参数。
(d) SPM 不良:可能是功率元件(IGBT 、IPM) 损坏。
请更换SPM 。
(4) 主轴旋转过程中发生报警时(a) 功率元件损坏:可能是功率元件(IGBT、IPM)损坏。
请更换SPM。
由于放大器的散热装置部灰尘堆积冷却不充分时,功率元件有可能损坏。
如果放大器背面的散热装置部分灰尘较多时,请采用吹风方式进行清洁。
要对结构进行研究,以使散热装置部分不会直接接触切削油等。
(b) 电机固有参数设定不正确:请确认电机固有参数。
(c) 速度传感器信号的异常:请确认主轴传感器的信号波形,如有异常,请进行调整,或更换检测部分。
15 报警代码15 输出切换控制或主轴切换控制的切换操作时的程序没有正确执行。
从切换请求信号(SPSL 或RSL) 变化后到动力线状态确认信号(MCFN 、MFNHG 或RCH 、RCHHG) 变化的时间在1 秒以上时,发生报警。
(1) 报警发生时的故障排除(a) 动力线切换用电磁接触器(切换装置)周围不良触点不工作时,请确认电磁接触器的电源,如无法修复,请更换。
(b) 电磁接触器触点确认用连线或I/O 装置不良如发现问题请更换。
(c) 程序(梯形图)有误请进行处理,以在1sec 以内完成切换。
18 报警代码18 和数校验异常。
报警发生时请更换SPM 或SPM 控制印制电路板。
19 报警代码19,20U 相(报警代码19) 、V 相(报警代码20) 电流检测电路的偏移电压过大。
接通电源投入时进行检验。
报警发生时请更换SPM 。
发生在刚更换SPM 控制印制电路板后时,请确认功率装置与SPM 控制印制电路板之间连接器的插入情况。
21 报警代码21 位置传感器极性设定不正确。
报警发生时的故障排除(a)请确认位置传感器的极性参数(No.4001#4)。
(b) 请确认位置传感器反馈电缆的连线。
24 报警代码24CNC 与主轴放大器模块之间的串行通信数据有异常。
(注释)报警发生时的故障排除(a) CNC- 主轴放大器模块之间(用电缆连接)的噪声导致通信数据发生异常请确认有关最大连线长度的条件。
确认可通过电缆连接的条件。
(b) 通信电缆与动力线绑扎到一起时噪声将有影响如果有与电机动力线绑扎在一起的部分,请分别绑扎。
(c) 电缆不良:请更换电缆。
使用光口I/O 连接适配器时,有可能是光口I/O 连接适配器或光缆不良。
(d) SPM 不良:请更换SPM 或SPM 控制印制电路板。
(e) CNC 不良:请更换与串行主轴有关的板或模块。
注释:在CNC 电源切断时也会有本报警显示,但这种情况不属异常。
27报警代码27 a位置编码器信号断线。
(1) 电机励磁关闭时报警发生(a) 参数设定有误请确认传感器设定参数。
(b) 电缆断线反馈电缆连接不正确时,请更换电缆。
(c) SPM 不良请更换SPM 或SPM 控制印制电路板。
(2) 触动电缆时发生报警(a) 连接器接触不良或电缆断线可能是导线断线,请更换电缆。
有切削油侵入连接器部分时,请进行清洗。
(3) 电机旋转时发生报警(a) 传感器与SPM 之间的电缆屏蔽处理不良请确认电缆的屏蔽处理。
(b) 与伺服电机的动力线绑扎到了一起如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
29 报警代码29 持续一定时间(标准设为30 秒)加载了过大的负载(标准设为负载表9V 以上)。
(1) 切削过程中发生报警时请确认负载表,研究切削条件。
(2) 停止过程中发生报警时(a) 主轴被锁定。
请确认程序,是否向主轴发出定向指令、或极低速指令的状态下,主轴被锁定。
(3) 不按指令旋转(极低速旋转),发生报警时(a) 参数设定有误:请确认传感器设定参数。
(b) 电机动力线的相序有误(c) 电机反馈电缆有误:请确认A/B 相信号有否接反。
(d) 电机反馈电缆不良请用手旋转电机,确认CNC 的诊断画面的电机速度、或主轴检查板上是否显示了速度。
没有速度显示时,请更换电缆或主轴传感器(或电机) 。
(4) 不按指令旋转(完全不旋转),发生报警时(a) 动力线有异常请确认电机动力线连接正确。
请确认进行主轴切换、绕组切换时,电磁接触器是否打开。
(b) SPM 不良:请更换SPM 。
31 报警代码31 电机不按指令速度旋转,而是停止,或以极低速旋转。
(1) 极低速旋转,发生报警时(a) 参数设定有误:请确认传感器设定参数。
(b) 电机相序有误:确认电机相序是否有误。
(c) 电机反馈电缆有误:请确认A/B 相信号有否接反。
(d) 电机反馈电缆不良:请用手旋转电机,确认NC 的诊断画面的电机速度、或主轴检查板上是否显示了速度。
没有速度显示时,请更换电缆或主轴传感器(或电机) 。
(2) 完全不旋转,发生报警时(a) 锁定主轴的程序有误:确认程序是否锁定了主轴。
(b) 动力线不良:请确认电机动力线连接正确。
请确认进行主轴切换、输出切换时,电磁接触器是否打开。
(c) SPM 不良:请更换SPM 。
32报警代码32 串行通信用LSI 的存储器有异常。
接通电源时进行检验。
发生报警时,请更换SPM 或SPM 控制印制电路板。
34 报警代码34 设定了容许范围外的参数数据。
报警发生时的故障排除请连接主轴检查板。
主轴检查板上“ AL34”与“Xxx ”交替显示,“F xx ”表示容许范围外的参数号。
有关CNC的参数号与“F-xxx ”的对应关系,请参阅FANUC AC SPINDLE MOTORa i series 参数说明书(B-65280CM )。
36 报警代码36 误差计数器溢出。
(1) 参数设定有误(a) 齿轮比参数设定有误请确认齿轮比数据是否错误地设定了过大的数值。
(b) 位置增益设定有误齿轮比数据正确时,请提高位置增益的数值。
(2) 程序错误(a) 请在位置控制模式(刚性攻丝、Cs 轮廓控制、主轴同步控制)确认电机励磁是否关闭(SFR/SRV 关闭)。