SMD机器PM指引(胶水机 丝印机 贴片机 回流焊)(A-0526)
smd的制造流程

smd的制造流程
SMD(Surface Mount Device)制造流程,即表面贴装器件的生产流程,主要包括以下步骤:
1. 来料检验:对原材料如SMD元件进行严格的质量检查,确保符合规格要求。
2. PCB处理:对印刷电路板(PCB)进行清洁、涂敷锡膏或贴片胶。
3. 贴片:使用SMT(Surface Mount Technology)贴片机,将SMD元件精确地贴放在PCB上预定的位置。
4. 固化:对于贴片胶固定的元件,通过热固化等方式使其硬化,确保元件与PCB牢固粘接。
5. 回流焊接:通过回流炉加热,使锡膏熔化形成可靠的电气和机械连接。
6. 检测:运用AOI(自动光学检测)、X-RAY等设备对焊接后的PCB进行缺陷检测。
7. 维修与返工:对检测出的问题进行修正,如更换不良元件、补焊等。
8. 功能测试:完成电气性能和功能测试,确保成品符合设计要求。
9. 最终检验与包装:合格产品进行外观检查、性能复测并进行最终包装入库。
SMD常用术语
SMD常用术语微组装技术﹕MPT/Microelectronic Packaging echnology 混装技术﹕Mixed Component Mounting Technology封装﹕ Package贴片﹕ Pick and Place拆焊﹕ Desoldering再流﹕Reflow浸焊﹕ Dip Soldering拖焊﹕ Drag soldering印制电路﹕Printed Circuit印制线路﹕ Printed Wiring印制电路板﹕ printed circuit board印制线路板﹕printed wiring board层压板﹕laminate覆铜薄层压板﹕copper-clad laminate基材﹕base material成品板﹕production board印刷﹕printing导电图形﹕conductive pattern印制组件﹕printed component单面印制板﹕single-sided printed board双面印制板﹕double-sided printed board多层印制板﹕multilayer printed board电烙铁﹕ Iron热风嘴﹕ hot air reflowing noozle吸锡带﹕soldering wick吸锡器﹕tin extractor焊后检验﹕post-soldering inspection目视检验﹕visual inspection机器检验﹕ machine inspection焊点质量﹕ soldering joint quality焊电缺陷﹕ soldering jont defect错焊﹕ solder wrong漏焊﹕ solder skips虚焊﹕ pseudo soldering冷焊﹕ cold soldering桥焊﹕ solder bridge脱焊﹕ open soldering焊点剥离﹕ solder off不润湿焊点﹕ soldering nonwetting锡珠﹕ solder ball拉尖﹕ icicle ; solder projection孔洞﹕ void焊料爬越﹕ solder wicking过热焊点﹕ overheated solder connection不饱和焊点﹕ insufficient solder connection过量焊点﹕ excess solder connection微组装技术﹕MPT/Microelectronic Packaging echnology 混装技术﹕Mixed Component Mounting Technology封装﹕ Package贴片﹕ Pick and Place拆焊﹕ Desoldering再流﹕Reflow浸焊﹕ Dip Soldering拖焊﹕ Drag soldering印制电路﹕Printed Circuit印制线路﹕ Printed Wiring印制电路板﹕ printed circuit board印制线路板﹕printed wiring board层压板﹕laminate覆铜薄层压板﹕copper-clad laminate基材﹕base material成品板﹕production board印刷﹕printing导电图形﹕conductive pattern印制组件﹕printed component单面印制板﹕single-sided printed board双面印制板﹕double-sided printed board多层印制板﹕multilayer printed board电烙铁﹕ Iron热风嘴﹕ hot air reflowing noozle吸锡带﹕soldering wick吸锡器﹕tin extractor焊后检验﹕post-soldering inspection目视检验﹕visual inspection机器检验﹕ machine inspection焊点质量﹕ soldering joint quality焊电缺陷﹕ soldering jont defect错焊﹕ solder wrong漏焊﹕ solder skips虚焊﹕ pseudo soldering冷焊﹕ cold soldering桥焊﹕ solder bridge脱焊﹕ open soldering焊点剥离﹕ solder off不润湿焊点﹕ soldering nonwetting锡珠﹕ solder ball拉尖﹕ icicle ; solder projection孔洞﹕ void焊料爬越﹕ solder wicking过热焊点﹕ overheated solder connection不饱和焊点﹕ insufficient solder connection过量焊点﹕ excess solder connection助焊剂剩余﹕ flux residue焊料裂纹﹕ solder crazeing焊角翘起﹕ fillet-lifting ;lift-offAI :Auto-Insertion 自动插件AQL :acceptable quality level 允收水平ATE :automatic test equipment 自动测试ATM :atmosphere 气压BGA :ball grid array 球形矩阵CCD :charge coupled device 监视连接组件(摄影机)CLCC :Ceramic leadless chip carrier 陶瓷引脚载具COB :chip-on-board 芯片直接贴附在电路板上cps :centipoises(黏度单位) 百分之一CSB :chip scale ball grid array 芯片尺寸BGACSP :chip scale package 芯片尺寸构装CTE :coefficient of thermal expansion 热膨胀系数DIP :dual in-line package 双内线包装(泛指手插组件)FPT :fine pitch technology 微间距技术FR-4 :flame-retardant substrate 玻璃纤维胶片(用来制作PCB材质) IC :integrate circuit 集成电路IR :infra-red 红外线Kpa :kilopascals(压力单位)LCC :leadless chip carrier 引脚式芯片承载器MCM :multi-chip module 多层芯片模块MELF :metal electrode face 二极管MQFP :metalized QFP 金属四方扁平封装NEPCON :National Electronic Package andProduction Conference 国际电子包装及生产会议ppm:parts per million 指每百万PAD(点)有多少个不良PAD(点)psi :pounds/inch2 磅/英吋2PWB :printed wiring board 电路板QFP :quad flat package 四边平坦封装SIP :single in-line packageSIR :surface insulation resistance 绝缘阻抗SMC :Surface Mount Component 表面黏着组件SMD :Surface Mount Device 表面黏着组件SMEMA :Surface Mount EquipmentManufacturers Association 表面黏着设备制造协会SMT :surface mount technology 表面黏着技术SOIC :small outline integrated circuitSOJ :small out-line j-leaded packageSOP :small out-line package 小外型封装SOT :small outline transistor 晶体管SPC :statistical process control 统计过程控制SSOP :shrink small outline package 收缩型小外形封装TAB :tape automaticed bonding 带状自动结合TCE :thermal coefficient of expansion 膨胀(因热)系数Tg :glass transition temperature 玻璃转换温度THD :Through hole device 须穿过洞之组件(贯穿孔)TQFP :tape quad flat package 带状四方平坦封装UV :ultraviolet 紫外线uBGA :micro BGA 微小球型矩阵cBGA :ceramic BGA 陶瓷球型矩阵PTH lated Thru Hole 导通孔IA Information Appliance 信息家电产品MESH 网目OXIDE 氧化物FLUX 助焊剂LGA (Land Grid Arry)封装技术 LGA封装不需植球,适合轻薄短小产品应用。
AD-2002__SMD作业规范(封胶)__

1.2.根据“设备初级保养表”所列项目对机台进行每日检查及保养;
1.3.按照作业流程准备焊线半成品;
1.4.依照标准配方或特殊型号配方规定,将准备好的配胶原料按照规定比例取量搅拌均匀,取
量顺序:荧光粉、A胶、色素(依BOM所需)、扩散剂(依BOM所需)其误差标准±0.0005g,再加B胶搅拌均匀(A、B胶误差标准±0.0005g)。透明胶A、B胶误差标准一般为±0.01g(按电子秤精密度操作,越精确越好),并将配胶情况记入配胶检查记录表;配好的胶水需用标签纸注明产品型号、派工单号贴在杯壁上,防止点错材料。为避免胶受潮,配好的胶只可放置于点胶室或配胶室(配胶人员不准将配好的胶带到其它地方进行搅拌),配胶搅拌时间:少于半杯胶需搅拌5-10分钟,一杯胶需搅拌10-15分钟,然后放入真空机中脱泡10-15分钟(取出之前必须检查杯内是否还有气泡,如有气泡则加长3-5分钟,若还有抽气泡不干净时则通知维修处理),需用秒表计算准确时间,真空烤箱温度为室温;
2.4.2.针头针筒立即放入清洗槽内浸泡,15分钟后清洗倒置,自然风干;
2.4.3.关闭机台电源开关;
3.转帐:
制造单位派专人负责将半成品转入下一站,并填写转账本;转账前需让半成品冷却30-35分钟,以免外观站堆叠时造成胶体表面有压痕;
4.注意事项:
4.1请产线作业员使用秒表管控好胶水的使用时间,以免胶水过期造成点胶不良;
四、附属表单:
1.配胶记录表。
2.发光二极管流程单。
smd工艺流程
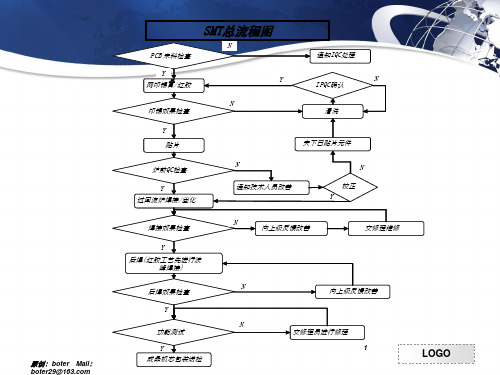
领试用物料及物料试用跟踪单
发放试用物料
试用物料及试用单发放至生产线
Y
N IPQC跟踪试用料品质情况
Y 填写物料试用跟踪单
部门领导审核物料试用跟踪单
生产线区分并试用物料
技术员跟踪试用料贴装情况 N
停止试用
通知相关部门
机芯及试用跟踪单发放并交接
17 原创:boter Mail: boter29@
2smt工艺控制流程对照生产制令按研发部门提供的bompcb文件制作或更改生产程序上料卡备份保存按工艺要求制作作业指导书后焊作业指导书印锡作业指导书点胶作业指导书上料作业指导书贴片作业指导书炉前检查作业指导书外观检查作业指导书补件作业指导书对bom生产程序上料卡进行三方审核n熟悉各作业指导书要求y品质部smt部工程部审核者签名测试作业指导书包装作业指导书严格按作业指导书实施执行熟悉各作业指导书要求监督生产线按作业指导书执行按已审核上料卡备料上料原创
各项检查合格后进行正常生产
原创:boter Mail: boter29@
品质部
N
IPQC核对物料(料
号/规格/厂商/周期)
并测量记录实测 值
Y
跟踪实物贴装效果1并3 对样板
LOGO
SMT换料核对流程
品质部
SMT部
Y
IPQC核对物料并
测量实际值
操作员根据上料卡换料 生产线QC核对物料正确性
21
LOGO
PCB在SMT设计中工艺通常原则
2、导通孔及导线的处置 为避免焊锡的流走,导通孔应距表面安装焊盘0.65以上。在片状元件下面不应设置导 通孔。
原创:boter Mail: boter29@
22
LOGO
PCB在SMT设计中工艺通常原则
SMD精焊(补焊)操作指导书
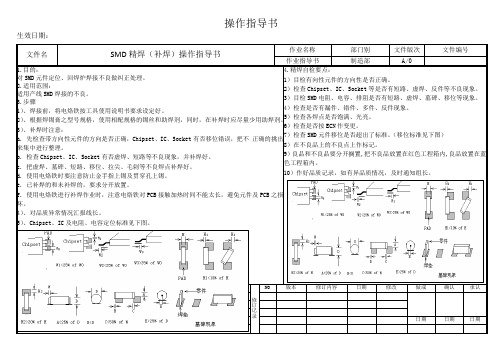
操作指导书生效日期:文件名SMD 精焊(补焊)操作指导书作业名称部门别文件版次文件编号作业指导书 制造部 A/01.目的: 对SMD 元件定位、回焊炉焊接不良做纠正处理。
2.适用范围: 适用产线SMD 焊接的不良。
3.步骤1)、焊接前,将电烙铁按工具使用说明书要求设定好。
2)、根据焊锡膏之型号规格,使用相配规格的锡丝和助焊剂,同时,在补焊时应尽量少用助焊剂。
3)、补焊时注意:a. 先检查带方向性元件的方向是否正确,Chipset 、IC 、Socket 有否移位错误,把不 正确的挑出来集中进行整理。
b. 检查Chipset 、IC 、Socket 有否虚焊、短路等不良现象,并补焊好。
c. 把虚焊、墓碑、短路、移位、拉尖、毛刺等不良焊点补焊好。
d. 使用电烙铁时要注意防止金手指上锡及贯穿孔上锡。
e. 已补焊的和未补焊的,要求分开放置。
f. 使用电烙铁进行补焊作业时,注意电烙铁对PCB 接触加热时间不能太长,避免元件及PCB 之损坏。
4)、对品质异常情况汇报线长。
5)、Chipset 、IC 及电阻、电容定位标准见下图。
4.精焊自检要点: 1)目检有向性元件的方向性是否正确。
2)检查Chipset 、IC 、Socket 等是否有短路、虚焊、反件等不良现象。
3)目检SMD 电阻、电容、排阻是否有短路、虚焊、墓碑、移位等现象。
4)检查是否有漏件、错件、多件、反件现象。
5)检查各焊点是否饱满、光亮。
6)检查是否按ECN 作变更。
7)检查SMD 元件移位是否超出了标准。
(移位标准见下图)8)在不良品上的不良点上作标记。
9)良品和不良品要分开搁置,把不良品放置在红色工程箱内,良品放置在蓝色工程箱内。
10)作好品质记录,如有异品质情况,及时通知组长。
修订记录NO 版本 修订内容日期 修改 做成 确认 承认日期 日期 日期。
匀胶显影机PM标准作业指导书

匀胶显影机PM标准作业指导书SVG88系列匀胶/显影机PM标准作业指导书1.SVG88匀胶机的胶盘拆装清洗和检查1.1打开前门,关掉马达控制器,马达控制器开关有如下几种:新区匀胶机1# ,2# , 13# ,14# , 15# ,16# ,17# ,18# 马达控制器开关老区匀胶机1# ,2#共用一个马达控制器控制器开关老区匀胶机3# ,4# ,19# ,20# ,21# ,22#及新区匀胶机23# ,24#马达控制器控制器开关老区匀胶机5# ,6# 马达控制器开关老区匀胶机7# ,8# 马达控制器开关老区匀胶机9# ,10# 马达控制器开关老区匀胶机11# ,12#马达控制器控制器开关老区匀胶机15# ,16# 马达控制器开关在设备右后方老区匀胶机13# ,14# ,17# ,18#及新区匀胶机3# ,4#无马达控制器控制器开关1.2 拿去金属安全罩,掀开定中心部件, 拆下吸盘。
1.3关掉面板电源(这时主轴将下降),取出胶盘盖及方块漏斗并放入与通道号对应的盒子中,再拆下背面清洗的喷头部件。
1.4 拆下胶盘部件(注意:不要碰到刮边的弯头)并放入周转箱内送正胶清洗槽清洗;1.5 用丙酮清洁机器上胶盘位置的残胶和滴胶头移动的导杆,再用酒精清洁滴胶头移动的导杆,最后导杆加油润滑;1.6 先用丙酮清洁吸盘表面,再用酒精清洁吸盘表面;1.7 待胶盘清洗好后,按顺序装好胶盘和吸盘,要注意吸盘安装位置(吸盘必须装到底,锁紧螺钉必须锁紧),检查确认胶盘和滴胶臂不存在摩擦,否则重新检查胶盘位置;1.8 打开马达控制器开关,打开面板电源,选9#背清程序用透明试片和刮边测试程序用试片检查背清和刮边状态是否正常,背清液大小及试片背面是否有沾污,清边大小及是否有大小边,否则调整;1.9 检查机器盘清是否正常,机器下面是否存在漏液现象,有则查明原因,如果是胶盘装配问题则重装胶盘,不是则通知工程师; 1.10 清洁胶盘拆装过程中滴在机器上的胶。
smd原理
smd原理SMD原理。
SMD是表面贴装技术(Surface Mount Device)的简称,它是一种电子元器件的安装方式,与传统的插件式元器件相对应。
SMD元器件广泛应用于电子设备中,如手机、电脑、电视等,因其体积小、重量轻、可靠性高而备受青睐。
SMD原理的核心在于它的安装方式。
相对于传统的插件式元器件,SMD元器件不需要进行插孔焊接,而是直接焊接在PCB(Printed Circuit Board,印刷电路板)的表面上。
这样的安装方式不仅可以节省空间,提高元器件的密度,还可以简化生产流程,降低成本。
SMD元器件的封装形式多样,常见的有贴片型、芯片型、QFP型、BGA型等。
不同的封装形式适用于不同的应用场景,可以满足各种电子设备对元器件的性能要求。
其中,贴片型和芯片型是最为常见的封装形式,它们体积小、重量轻,适用于对空间要求较高的设备。
SMD元器件的焊接方式也有多种,常见的有热风烙铁焊接、回流焊接、波峰焊接等。
热风烙铁焊接适用于小批量生产,操作简单,但效率较低;回流焊接适用于中小批量生产,可以实现自动化生产,但需要专用设备;波峰焊接适用于大批量生产,速度快,但对元器件的热敏感性较高。
除了安装方式和焊接方式,SMD元器件的设计和布局也是至关重要的。
在PCB设计中,需要考虑元器件的布局和走线,以确保元器件之间的连接通畅,避免信号干扰和电磁干扰。
合理的布局和走线可以提高电路的稳定性和可靠性,降低电路的噪声和功耗。
总的来说,SMD原理是一种现代化的电子元器件安装方式,它以其体积小、重量轻、可靠性高的特点,广泛应用于各种电子设备中。
在电子制造业的发展中,SMD技术将会继续发挥重要作用,推动电子设备的小型化、轻量化和智能化。
SMD开关的安装说明说明书
Max. Ambient Operating Temperature: 170°F (77°C)Min. Ambient Operating Temperature: -40°F (-40°C)Shipping Weight: 1 lbs. (.45 kg)Optional Fittings:1/4” Barb 1/4” Tube 1/4” CompressionRange AdjustmentAll settings are made with the diaphragm in a vertical position. The switch is shipped with the adjustment at minimum .17” W. C.To adjust, turn adjusting screw with screwdriver. To increase pressure setting, turn adjustment screw in a clockwise direction. To decrease pressure setting, turn adjusting screw in a counterclockwise direction.If adjusting screw is removed, apply a non-hardeningpipe compound to the threads before replacing. Check for leaks with a soap bubble test using maximum 20” W.C.tion. All switches are tested at the factory in a vertical position. Mounting diaphragm in vertical position is the preferred method.If mounting in horizontal position, the micro switch must be on top. When mounted in this position, the minimum sensitivity may be higher than that specified.Switch DifferentialWarranty1. Crossroads Industrial Services products areguaranteed to be free from mechanical and electricaldefects for a period of one year from date ofshipment under normal use and service providedinstallation is made in accordance with manufacturers’recommendations.2. Parts deemed defective shall be repaired or replacedat manufacturers option and at manufacturers expensebut shall not include foreign or federal excise taxes,state or municipal sale or use taxes, all such taxesnot limited to the foregoing being responsibility of thepurchaser.3. No charge for travel and/or mileage will be allowed topurchaser.4. Crossroads Industrial Services reserves the right tomake changes in design or make any improvementson any products. The right is always reserved tomodify our equipment because of new technology,underwriter’s requirements and/or governmentregulations.5. The following are not covered under warranty:a. Failure from neglect, abuse, careless handling andmis-application of unit.b. Failure to observe guidelines for installation orimproper voltage hook-up.c. Failure caused by improper maintenance.d. Unless specifically allowed by Crossroads IndustrialServices, no other charges may be included underwarranty.SMD Installation Informationa division of Crossroads Industrial Services8302 East 33rd Street, Indianapolis, IN 46226p/ 317.899.7392 • w/ e/************************************************。
50条SMT工艺技术
50条SMT工艺技术一、什么是表面组装技术?英文称之为“Surface Mount Technology ”简称SMT,它是将表面贴装元件贴,焊到印制是电路板焊盘上涂布焊锡膏,再将表面贴装元器件准确地放到涂有焊锡膏的焊盘上,通过加热印制电路板直至焊锡膏熔化,冷却后便实现了元器件与印制电路之间的连接.二、表面组装技术的优点:1)组装密度高,采用SMT相对来说,可使电子产品体积缩小60%,重量减轻75%2)可靠性膏,一般不良焊点率小于百万分之十,比通孔元件波峰焊接技术低一个数量级.3)高频特性好4)降低成本5)便于自动化生产.三、表面组装技术的缺点:1)元器件上的标称数值看不清,维修工作困难2)维修调换器件困难,并需专用工具3)元器件与印刷板之间热膨胀系数(CTE)一致性差。
随着专用携手拆装设备及新型的低膨胀系数印制板的出现,它们已不再成为阻碍SMT深入发展的障碍.四、表面组装工艺流程:SMT工艺有两类最基本的工艺流程,一类为锡膏回流焊工艺,另一类是贴片—波峰焊工艺.在实际生产中,应根据所用元器件和生产装备的类型以及产品的需求选择不同的工艺流程,现将基本的工艺流程图示如下:1)锡膏—回流焊工艺,该工艺流程的特点是简单,快捷,有利于产品体积的减小.2)贴片-波峰焊工艺,该工艺流程的特点是利用双面板空间,电子产品的体积可以进一步减小,且仍使用通孔元件,价格低廉,但设备要求增多,波峰焊过程中缺陷较多,难以实现高密度组装。
3)混合安装,该工艺流程特点是充分利用PCB板双面空间,是实现安装面积最小化的方法之一,并仍保留通孔元件价低的特点.4)双面均采用锡膏—回流焊工艺,该工艺流程的特点能充分利用PCB 空间,并实现安装面积最小化,工艺控制复杂,要求严格,常用于密集型或超小型电产品,移动电话是典型产品之一。
我们知道,在新型材料方面,焊膏和胶水都是触变性质流体,它们引起的缺陷占SMT总缺陷的60%,训练掌握这些材料知识才能保证SMT质量.SMT还涉及多种装联工艺,如印刷工艺,点胶工艺,贴放工艺,固化工艺,只要其中任一环节工艺参数漂移,就会导致不良品产生,SMT工艺人员必须具有丰富的工艺知识,随时监视工艺状况,预测发展动向。
SMD带装机设备操作说明书
2.6將塑封帶貼在包裝帶上﹑穿過壓杆置于壓刀下調整壓刀位置﹐使其與距塑封帶邊0.5~~1mm。
2.7打開電源及氣源。
2.8零件封裝。
2.9在工作台區﹐依次零件放入料帶﹐按start鍵﹐設備開始運轉﹐此時零件缺料﹐浮高時感應器工作﹐設備自動停機紅燈亮。
2.10按Stop鍵暫停﹐再次啟動按Start﹐輸入數字﹐按確認鍵完成設定數量。
2.11計數器設定Reset歸零﹐當計數器達到規定數量后會產生鳴叫設備自動停止。
2.12溫度設定﹐分別為內外壓刀兩個溫度表﹐<移動﹑∨上調溫度﹐一般兩壓刀溫度設定范圍120~~190℃±5℃。
2.13馬達速度調整一般20~~60cm/s﹐熱封壓合時間調調整﹐間隔時間2秒左右﹐往復連續封裝切換。
1.17熱封/冷封開關
1.18往復/連續開關
1.19啟動開關
1.20停止開關
二﹑操作步驟﹕
2.1操作前准備事項﹕
2.1.1.輸入電壓220V。
2.1.2.輸入高壓空氣5kg/cm2。
2.1.3.熱封器A﹑B溫度設定一般120-190℃之間(依室溫而定)。
2.1.4.收料輪包裝帶﹐塑封帶輪﹑包裝帶﹑塑帶定位。
2.2安裝送料輪盤上﹑下帶輪盤﹕
2.3.1.松開送帶輪壓力調整鈕。
2.3.2.放入送帶輪。
2.3.3.調整送帶輪調整鈕壓力。
2.3安裝收料輪盤﹕
2.3.1.松開收料輪調整鈕。
2平台的導軌里﹐調整作業移動按鈕﹑壓緊﹑然后將旋鈕退回二格﹐使其能在導軌上自動滑行。
三﹑注意事項﹕
3.1壓刀溫度較高﹐禁止用手觸模。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指示表
1、版本
2、目录
3、4、5 SMD机器PM指引
概括:本保养指引包括胶水机、丝印机、贴片机、回流焊、指引内容分每日保养,每周保养,每月保养,每年保养。
一、每日保养:
1、清洁: A)机器内外表面干净。
B)点胶机点胶头,贴片机吸咀清洁干净。
C)机器感应器清洁干净。
2、检查: A)检测机器主气压根据机器后气压表显示检查机器主气压应为0.5MPa±0.1MPa
B)安全感应器是否正常。
C)指示灯是否工作正常。
D)回流焊焊抽风机正常工作与否。
E)丝印机刮刀水平,无变形。
1、加润滑油:
B)传动齿轮加高温油润滑
2、清洁:A)清洁所有散热风扇
B)清洁物料识别系统
3、测真空压:
A)进入机器测试菜单:三星机测量结果应为:400MMHg(+200MMHg/-50MMHg),
YAMAHA PHILIPS显示LEVEL值为:100(+50/-20)。
1、清洁:A)清洁所有控制板及板上风扇
B)清洁真空电磁阀
2、检查:A)检查皮带张力及磨损善状况
B)检查丝杆及取置轴的磨损状况
C)检查丝印台水平
3、校正:
A)校正取置头与照相系统。
四、年保养:
1、对电脑扫毒
2、润滑所有需加油部位
3、机器所有参数调校
4、请根据年保养记录报表作好年终保养。